
一种铝基钎料、制备方法及其应用.pdf

悠柔****找我

1/9
2/9

3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝基钎料、制备方法及其应用.pdf
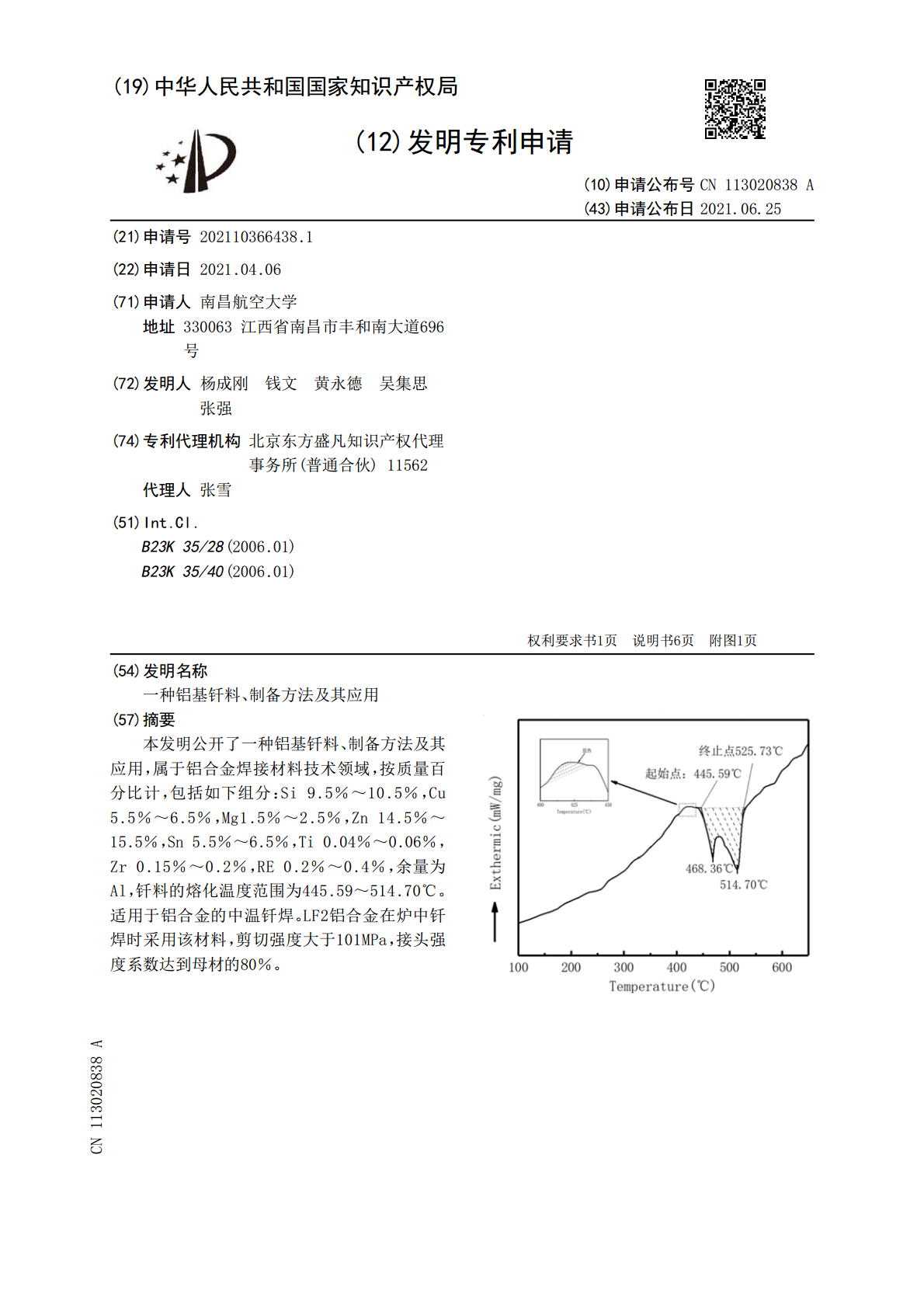
本发明公开了一种铝基钎料、制备方法及其应用,属于铝合金焊接材料技术领域,按质量百分比计,包括如下组分:Si9.5%~10.5%,Cu5.5%~6.5%,Mg1.5%~2.5%,Zn14.5%~15.5%,Sn5.5%~6.5%,Ti0.04%~0.06%,Zr0.15%~0.2%,RE0.2%~0.4%,余量为Al,钎料的熔化温度范围为445.59~514.70℃。适用于铝合金的中温钎焊。LF2铝合金在炉中钎焊时采用该材料,剪切强度大于101MPa,接头强度系数达到母材的80%。

一种球形低氧铝基钎料粉的制备方法与设备.pdf
粒度分布范围窄,氧含量低的一种球形低氧铝基钎料粉的制备方法,是将所述钎料合金各原料组分混合加热熔化后以稳定流速滴注到充氮雾化室内高速旋转的雾化飞轮盘上进行离心雾化,飞轮盘转速为15000~40000r/min,雾化合金液粒在飞行过程中因表面张力作用凝结为球形粉末,其氧含量均小于140ppm。本发明适合制备钎料粉。

一种Cu-Mn-Ni-Si铜基钎料制备方法及其应用.pdf
一种Cu‑Mn‑Ni‑Si铜基钎料制备方法,包括以下步骤:第一步:对各合金元素进行配比,选择并称取相应的原料;第二步:将上述原料装入中频感应熔炼炉内,开始加热融化;第三步:上述原料全部融化均匀,并除气除渣后,通过流槽注入到在线半固态处理装置内,进行半固态处理;待半固态处理结束后,继续上引至上引连续铸造炉内,精炼后上引连续铸造获得Φ10~30mm的铜杆坯料;第四步:将铜杆坯料进行多道次轧制,中间反复高温退火,最终获得Φ0.5~2.0mm的合金线丝材或厚度0.05~0.5mm的扁带材。本发明应用上引连续铸造技

一种SnAgBiIn钎料在制备Sn基钎料互连焊点中的应用.pdf
本发明公开了一种SnAgBiIn钎料在制备Sn基钎料互连焊点中的应用,属于材料制备与连接技术领域;所述SnAgBiIn钎料为Sn3.5Ag0.5Bi8.0In钎料焊膏。Sn基钎料互连焊点的制备步骤为:将钎料焊膏涂敷于两个焊盘之间,采用热风焊接在240℃‑300℃下重熔焊接30s‑10min,然后冷却,得到具有“交叉晶”结构的Sn基钎料互连焊点。这种呈现各向同性的“交叉晶”焊点结构,保证了焊接结构的一致性,并且交叉晶结构在一定程度上可以保证焊点服役寿命的一致性,达到提升电子封装产品整体质量水平的目的。
一种铜基钎料及其制备方法与应用.pdf
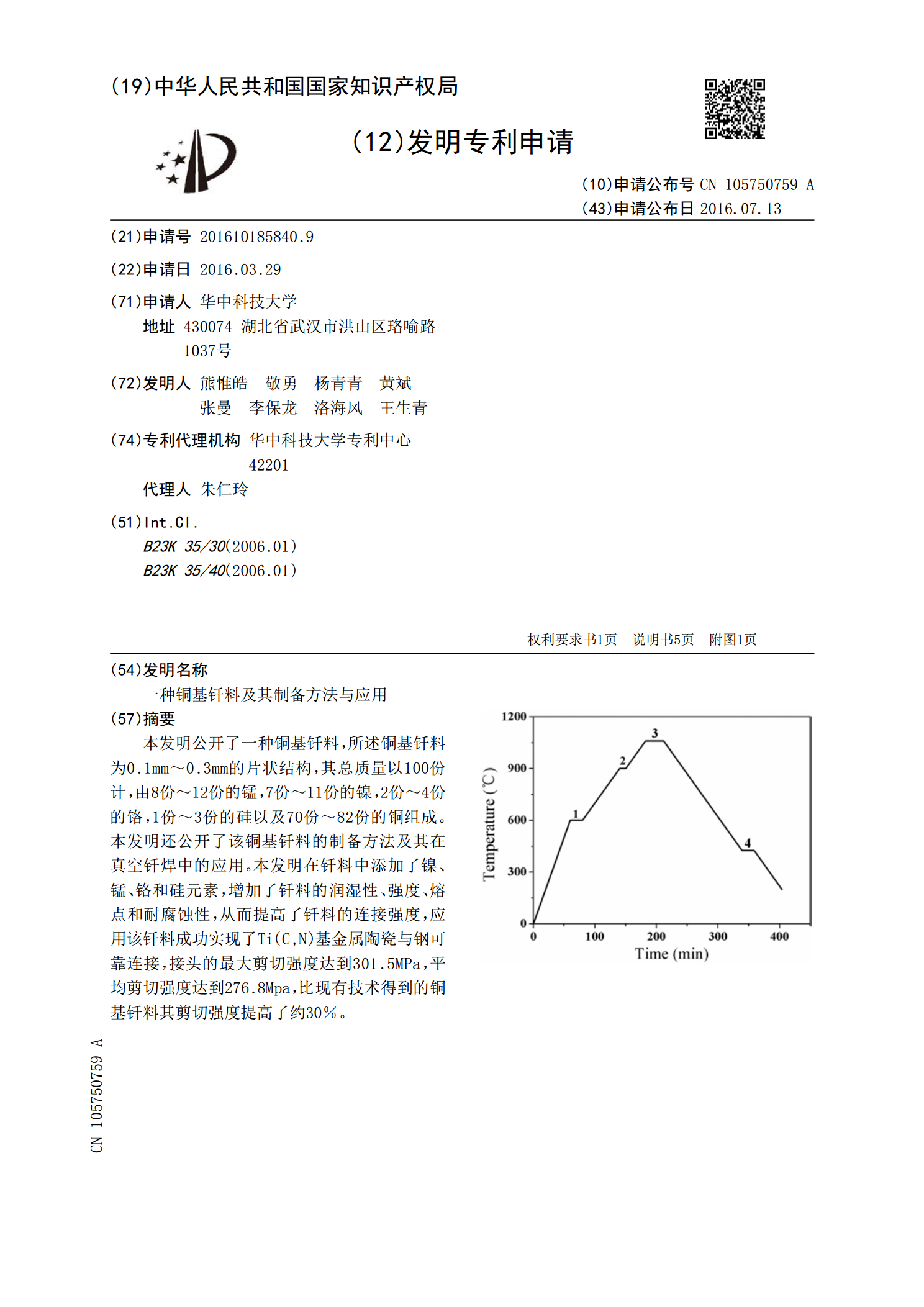
本发明公开了一种铜基钎料,所述铜基钎料为0.1mm~0.3mm的片状结构,其总质量以100份计,由8份~12份的锰,7份~11份的镍,2份~4份的铬,1份~3份的硅以及70份~82份的铜组成。本发明还公开了该铜基钎料的制备方法及其在真空钎焊中的应用。本发明在钎料中添加了镍、锰、铬和硅元素,增加了钎料的润湿性、强度、熔点和耐腐蚀性,从而提高了钎料的连接强度,应用该钎料成功实现了Ti(C,N)基金属陶瓷与钢可靠连接,接头的最大剪切强度达到301.5MPa,平均剪切强度达到276.8Mpa,比现有技术得到的铜基