
一种基于PLC的蓄电池极群铸焊机控制系统.pdf

邻家****66


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种基于PLC的蓄电池极群铸焊机控制系统.pdf
一种基于PLC的蓄电池极群铸焊机控制系统,采用PLC控制技术,对铸焊机的错液温度、错炉加热装置和执行机构的气动回路等进行自动化控制,实现了蓄电池极群铸焊的高效、稳定的加工。该控制系统通过PLC程序控制铸焊过程中各执行机构的运动,可以快速、准确地完成极群铸焊工艺过程,通过模拟量输入、输出模块,分别对错液温度和错炉进行数据采集和加热控制,实现了对错液温度的高精度控制。

蓄电池铸焊机极群入盒装置.pdf
本发明公开了一种蓄电池铸焊机极群入盒装置,包括机架,所述机架上设有极群夹具水平输送结构,所述机架在极群夹具水平输送结构中段位置设置有极群夹具限位结构,所述机架在极群夹具限位结构上方设有压盒结构,所述机架在极群夹具限位结构下方设有顶极群结构,极群夹具限位结构使在极群夹具水平输送结构上输送的极群夹具停留在压盒结构与顶极群结构之间,所述压盒结构将电池盒下压,顶极群结构将极群夹具中的极群顶入电池盒。本发明由极群夹具水平输送结构将极群夹具输送至极群夹具限位结构并由极群夹具限位结构对极群夹具进行限位,然后压盒结构与顶

单工位极群铸焊机.pdf
本发明公开了一种单工位极群铸焊机,它包括工作台、升降柱、辅料槽、极群夹、导电桥模、泵和融铅炉。所述工作台上平置导电桥模,两侧设有导轨供辅料槽按工序位移,工作台上还设有两根升降柱支撑或联动极群夹。所述融铅炉依附在工作台前侧,炉内设有泵,泵出口配有排管。本发明生产过程中工序间周转路径短,耗用辅助工时少,所以生产效率至少比现有技术高50%。本发明为单工位生产,铸焊时便于做到定点定量注入铅溶液,确保导电桥铸件表面无飞边。再加上极群处于定位状态下作铸焊,故铸焊形成的接头质量好,还显著节省生产成本。

一种蓄电池极群铸焊模具.pdf
本发明公开了一种蓄电池极群铸焊模具,包括模具支架及安装于模具支架底板内的模具本体,所述模具支架底板和模具本体的接合处设有连接通道将模具本体下表面与模具支架底板上表面连通。当模具支架带动模具本体一起下移至铅炉液面时,模具本体下方的型腔被液面封住,此时当模具本体继续下移时,铅液会将型腔填充,而型腔内的空气则通过模具本体与模具支架底板两侧所开的孔排放出去,当模具全部浸入铅液时则模具下方的型腔将完全被铅液填充,铅液与模具下表面完全接触,这样铅液可对模具上下表面同时加热,大大加快了模具加热速度,即缩短了加热时间、提
一种蓄电池高效智能铸焊机.pdf
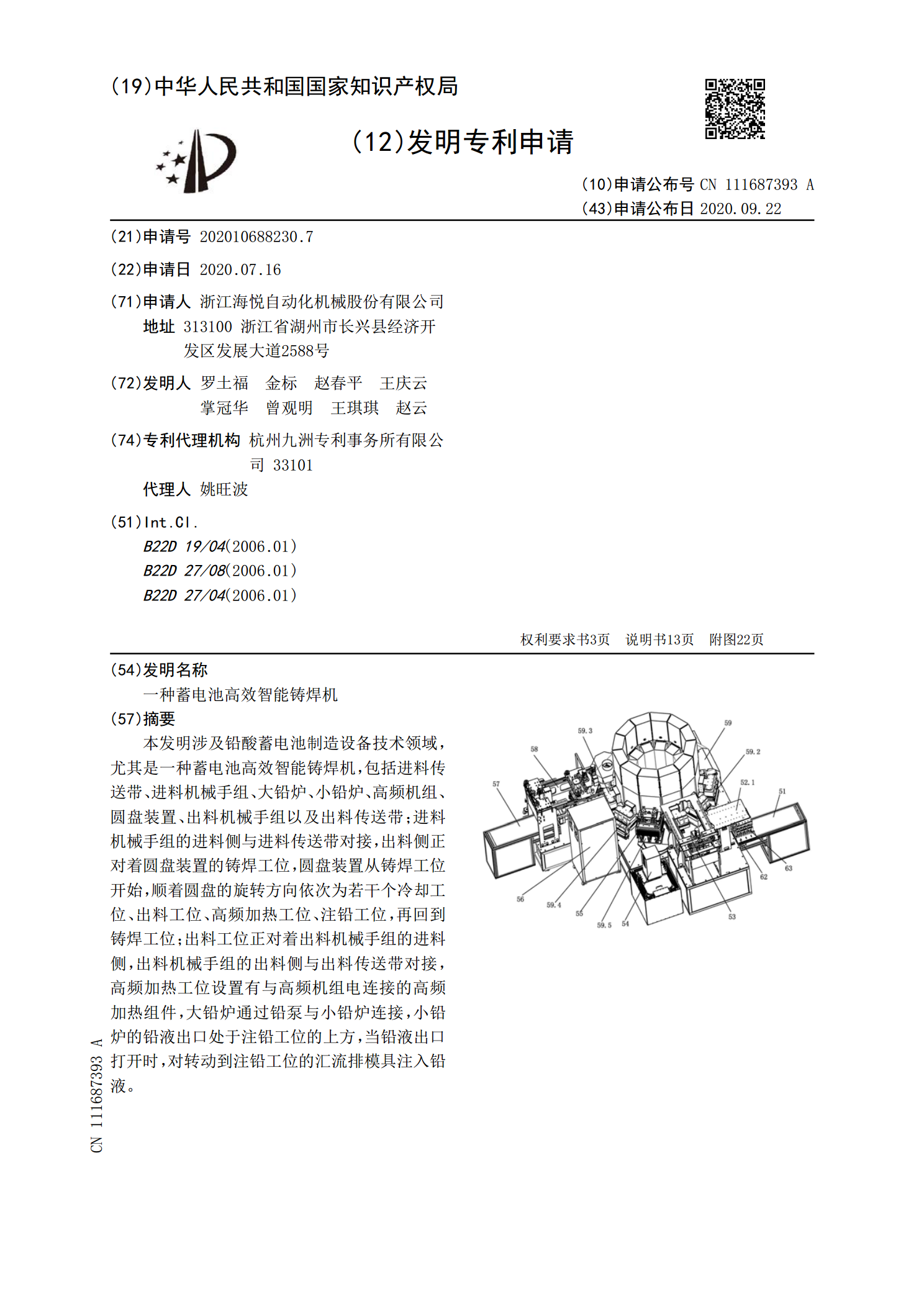
本发明涉及铅酸蓄电池制造设备技术领域,尤其是一种蓄电池高效智能铸焊机,包括进料传送带、进料机械手组、大铅炉、小铅炉、高频机组、圆盘装置、出料机械手组以及出料传送带;进料机械手组的进料侧与进料传送带对接,出料侧正对着圆盘装置的铸焊工位,圆盘装置从铸焊工位开始,顺着圆盘的旋转方向依次为若干个冷却工位、出料工位、高频加热工位、注铅工位,再回到铸焊工位;出料工位正对着出料机械手组的进料侧,出料机械手组的出料侧与出料传送带对接,高频加热工位设置有与高频机组电连接的高频加热组件,大铅炉通过铅泵与小铅炉连接,小铅炉的铅