
一种异形铝合金舱段热处理变形控制方法.pdf

一条****轩吗


1/6
2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异形铝合金舱段热处理变形控制方法.pdf
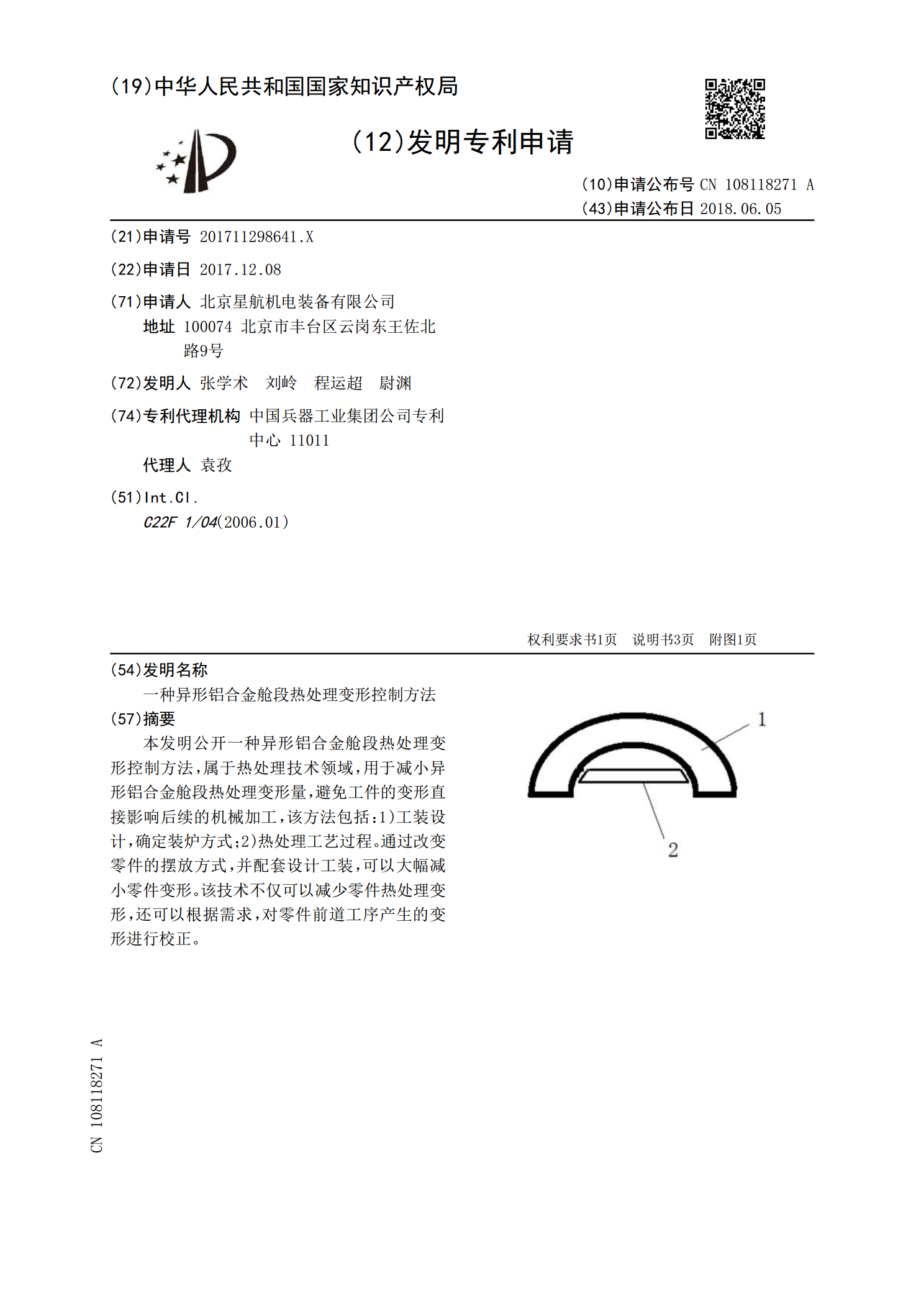
本发明公开一种异形铝合金舱段热处理变形控制方法,属于热处理技术领域,用于减小异形铝合金舱段热处理变形量,避免工件的变形直接影响后续的机械加工,该方法包括:1)工装设计,确定装炉方式;2)热处理工艺过程。通过改变零件的摆放方式,并配套设计工装,可以大幅减小零件变形。该技术不仅可以减少零件热处理变形,还可以根据需求,对零件前道工序产生的变形进行校正。

薄壁带进气道结构铸造铝合金舱段热处理变形控制方法.pdf
本发明公开了一种薄壁带进气道结构铸造铝合金舱段热处理变形控制方法,包括如下步骤:第一步安装工装:在工件上安装前后堵盘;第二步入炉处理;第三步炉内升温热处理:选择入炉温度小于300℃,以80℃/h的速度升至530℃,保温0.2h,以0.5℃/min的升温速度升至540℃;第四步固溶处理;第五步校形处理,校正工件大圆的椭圆度,再校正进气道的位置偏移;第六步时效处理。本发明采用低温入炉,分阶段加热的升温工艺,减小了壁厚悬殊较大的复杂构件升温产生的热应力,减小了变形的产生。采用前端和后端安装堵盘的方法,相对于专用
一种薄壁马鞍形铝合金铸件热处理变形控制方法.pdf
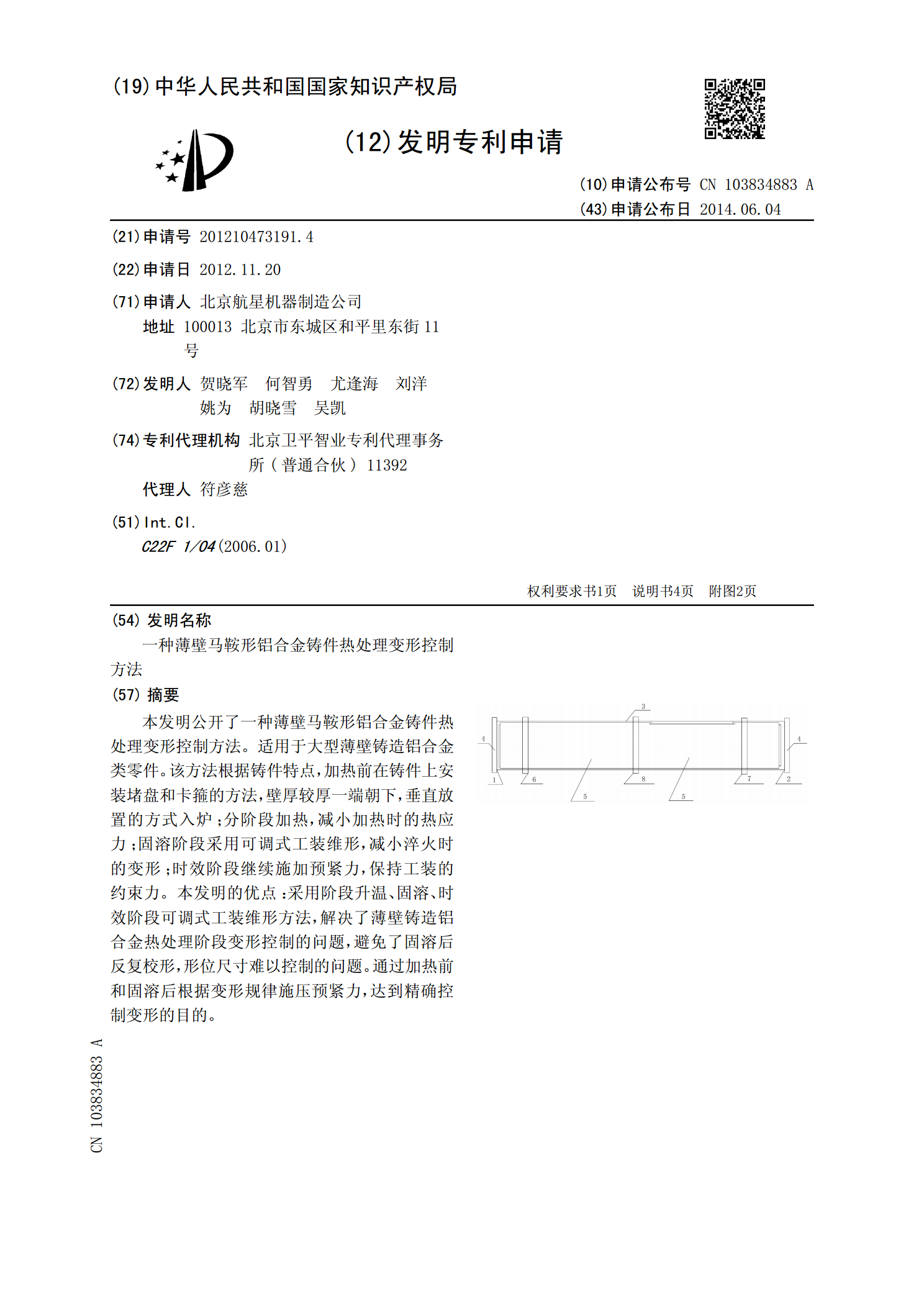
本发明公开了一种薄壁马鞍形铝合金铸件热处理变形控制方法。适用于大型薄壁铸造铝合金类零件。该方法根据铸件特点,加热前在铸件上安装堵盘和卡箍的方法,壁厚较厚一端朝下,垂直放置的方式入炉;分阶段加热,减小加热时的热应力;固溶阶段采用可调式工装维形,减小淬火时的变形;时效阶段继续施加预紧力,保持工装的约束力。本发明的优点:采用阶段升温、固溶、时效阶段可调式工装维形方法,解决了薄壁铸造铝合金热处理阶段变形控制的问题,避免了固溶后反复校形,形位尺寸难以控制的问题。通过加热前和固溶后根据变形规律施压预紧力,达到精确控制

一种异形构型舱段的载荷加载装置.pdf
本发明公开了一种异形构型舱段的载荷加载装置,该装置包括支撑杆、两个连接件、加载组件和连接器,所述支撑杆沿长度方向设有至少一个加载孔,两个所述连接件分别设于所述支撑杆的一端,每一所述连接件上均设有多个固定件,所述加载组件包括加载带和多个固定扣,所述加载带依次穿设多个所述固定扣,其中一部分所述固定扣固定于所述支撑杆一端的所述固定件上,剩下部分所述固定扣固定于所述支撑杆另一端的所述固定件上,使所述加载带形成交叉网状结构,所述连接器设于所述加载带上,且用于连接并固定所述加载带的两端。本发明提供了一种异形构型舱段的

一种大型铝合金舱段件校形工装及方法.pdf
本发明涉及一种大型铝合金舱段件校形工装及方法,属于机械加工技术领域,解决了目前冷校形或热校形方法不能解决大型铝合金舱段件局部变形的问题。一种大型铝合金舱段件校形工装,包括舱段内壁支撑组件和舱段外壁支撑组件;舱段内壁支撑组件包括至少一个第一支撑工装,第一支撑工装置于舱段筒体内部,用于支撑所述大型铝合金舱段件的内部空间;舱段外壁支撑组件包括至少一个第二支撑工装和至少一个第三支撑工装;第二支撑工装置于舱段筒体外部,用于支撑铝合金舱段件内凹区域外形面;第三支撑工装套设于铝合金舱段件的外形面。本发明的工装及方法,提