
类包壳织构型耐蚀耐磨复合涂层及其制备方法.pdf

一只****懿呀


1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
类包壳织构型耐蚀耐磨复合涂层及其制备方法.pdf
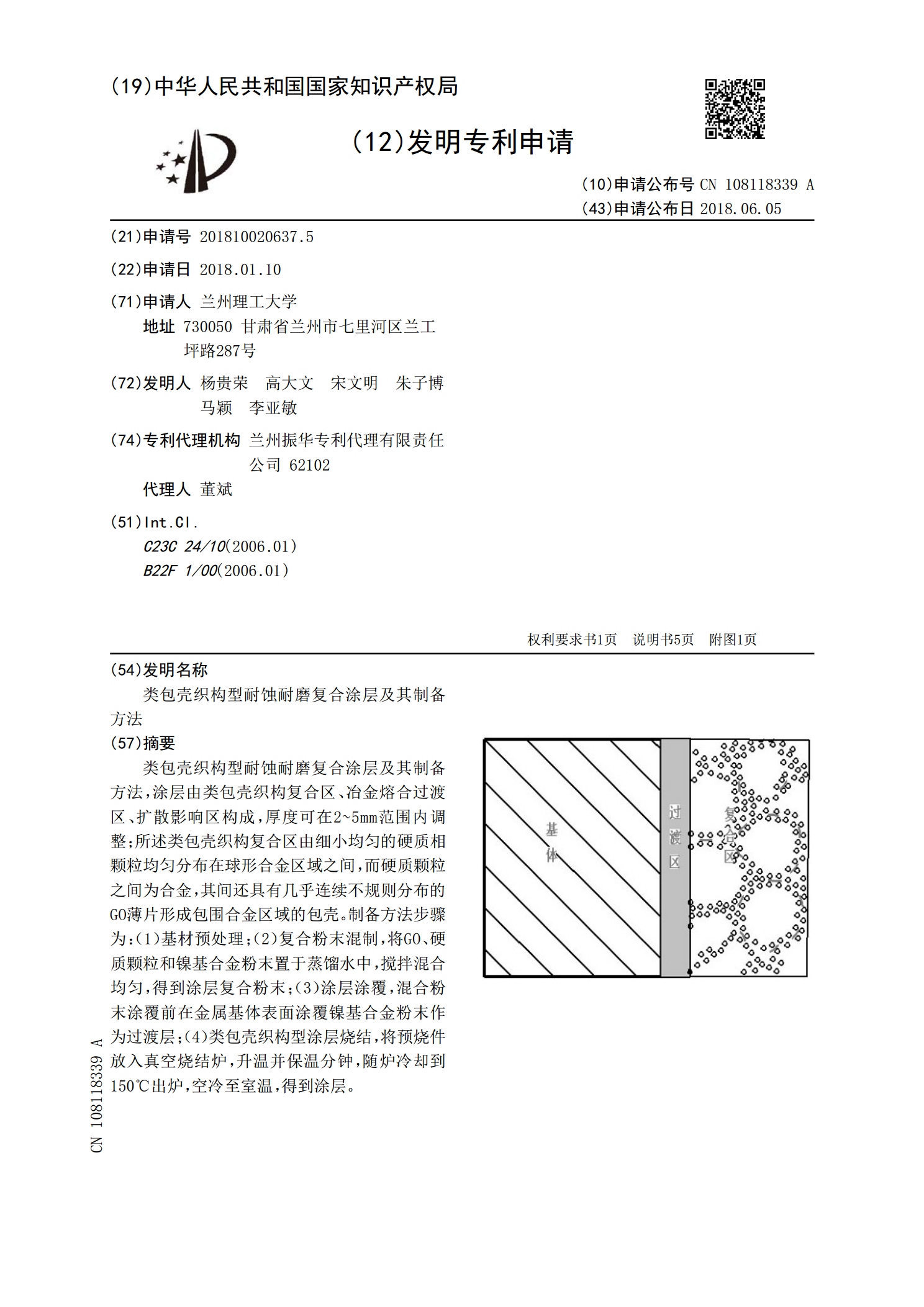
类包壳织构型耐蚀耐磨复合涂层及其制备方法,涂层由类包壳织构复合区、冶金熔合过渡区、扩散影响区构成,厚度可在2~5mm范围内调整;所述类包壳织构复合区由细小均匀的硬质相颗粒均匀分布在球形合金区域之间,而硬质颗粒之间为合金,其间还具有几乎连续不规则分布的GO薄片形成包围合金区域的包壳。制备方法步骤为:(1)基材预处理;(2)复合粉末混制,将GO、硬质颗粒和镍基合金粉末置于蒸馏水中,搅拌混合均匀,得到涂层复合粉末;(3)涂层涂覆,混合粉末涂覆前在金属基体表面涂覆镍基合金粉末作为过渡层;(4)类包壳织构型涂层烧结

船舶喷水推进器叶轮用耐磨耐蚀复合涂层及其制备方法.pdf
本发明公开了一种船舶喷水推进器叶轮用耐磨耐蚀复合涂层及其制备方法,属于金属基体耐腐蚀、耐磨损涂层技术领域。所述涂层为TiC原位增强NiTi金属间化合物基复合涂层经过固溶和时效处理后得到的涂层。所述涂层制备方法如下:(1)以蔗糖为碳的前驱体,以Ti粉和羟基Ni粉为原料,制备Ni-Ti-C复合粉末;(2)以Ni-Ti-C复合粉末为原料,采用等离子束熔覆技术在船舶喷水推进器不锈钢叶轮表面制备TiC原位增强NiTi金属间化合物基复合涂层;(3)对步骤(2)得到的涂层进行固溶处理和时效处理,即得到所述的涂层。所述涂
一种防开裂复合材料耐磨耐蚀涂层的制备装置及其方法.pdf
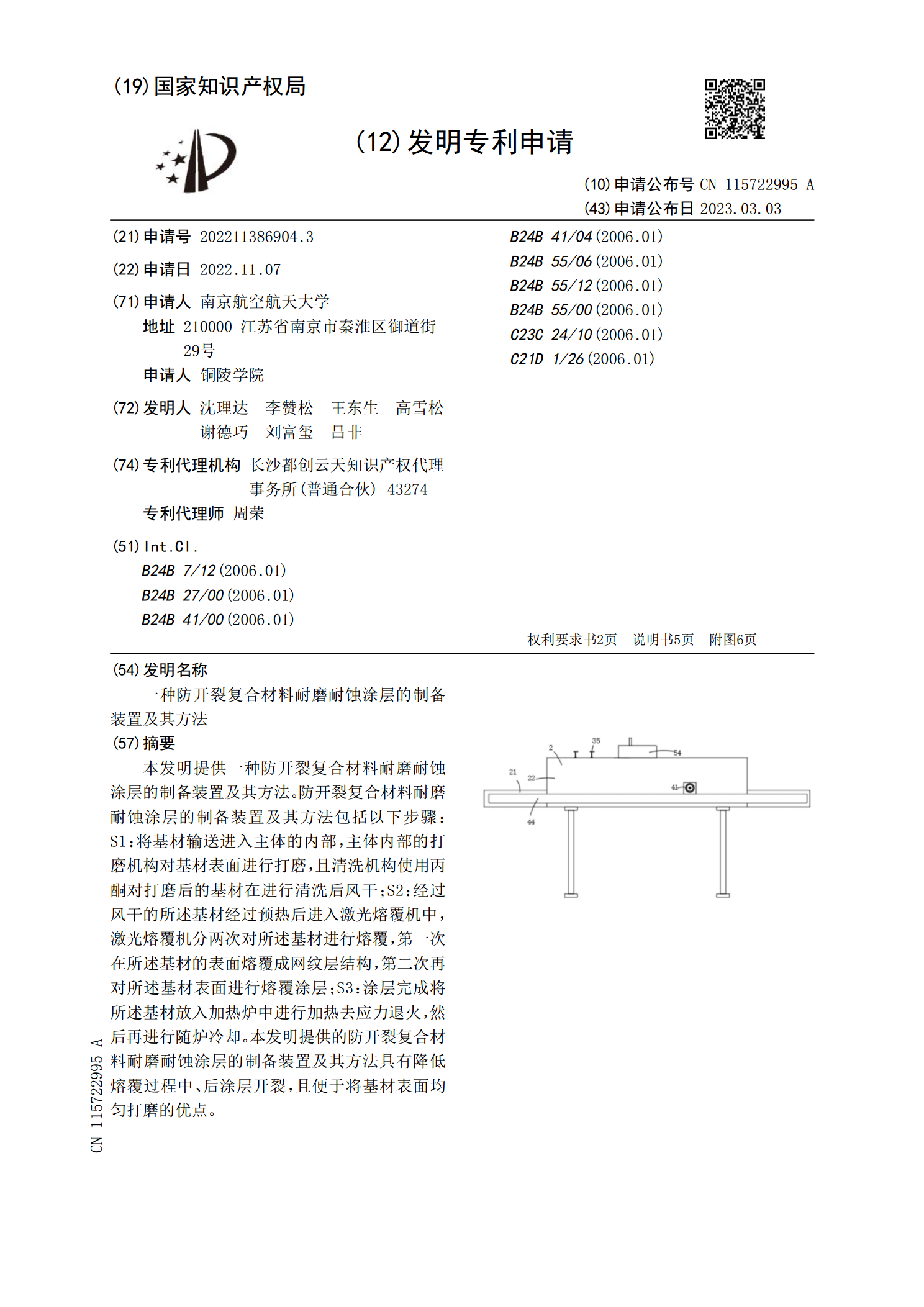
本发明提供一种防开裂复合材料耐磨耐蚀涂层的制备装置及其方法。防开裂复合材料耐磨耐蚀涂层的制备装置及其方法包括以下步骤:S1:将基材输送进入主体的内部,主体内部的打磨机构对基材表面进行打磨,且清洗机构使用丙酮对打磨后的基材在进行清洗后风干;S2:经过风干的所述基材经过预热后进入激光熔覆机中,激光熔覆机分两次对所述基材进行熔覆,第一次在所述基材的表面熔覆成网纹层结构,第二次再对所述基材表面进行熔覆涂层;S3:涂层完成将所述基材放入加热炉中进行加热去应力退火,然后再进行随炉冷却。本发明提供的防开裂复合材料耐磨耐
一种铜基复合粉末及其制备方法、防腐耐磨复合涂层及其制备方法.pdf
本发明提供了一种铜基复合粉末及其制备方法、防腐耐磨复合涂层及其制备方法。本发明提供的铜基复合粉末的制备方法,包括:a)将粉料、分散剂和粘结剂混合球磨,得到浆料;b)对所述浆料喷雾干燥,得到球形复合粉末;所述粉料包括以下质量比的组分:Ti粉8%~16%;B4C粉末3%~6%;Ni粉8%~14%;Sn粉0.4%~1%;稀土氧化物粉末0.2%~0.5%;Cu粉余量。本发明通过上述特定的粉料搭配,并采用金属基体预处理、冷喷涂工艺和感应重熔工艺的制备手段,能够有效提升铜基涂层的硬度、耐磨性及耐蚀性,获得兼具优异防腐

一种新型耐磨耐蚀复合管道及其制备方法.pdf
本发明属于管道输运领域中的特殊管道领域,具体涉及一种新型耐磨耐蚀复合管道及其制备方法。该复合管道从内至外依次包括耐磨耐蚀陶瓷层、复合粘接层和碳钢管道本体。首先,将酚醛树脂、微米级碳化硅颗粒、固化剂等混合均匀配制树脂料浆。将浸涂树脂料浆的聚氨酯泡沫模压定型,经后续浸涂制成耐磨耐蚀陶瓷层预制体;或者,控制料浆粘度直接模压成型制成耐磨耐蚀陶瓷层预制体。然后,采用高温热解和反应烧结的方法制成所需形状和尺寸的碳化硅构件;最后,耐磨耐蚀陶瓷层与碳钢管道本体之间通过复合粘接剂粘接,固化成型得到耐磨耐蚀复合管道。从而,解