
一种650℃超超临界火电机组用耐热钢实心焊丝.pdf

一条****彩妍


1/8
2/8
3/8
4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种650℃超超临界火电机组用耐热钢实心焊丝.pdf
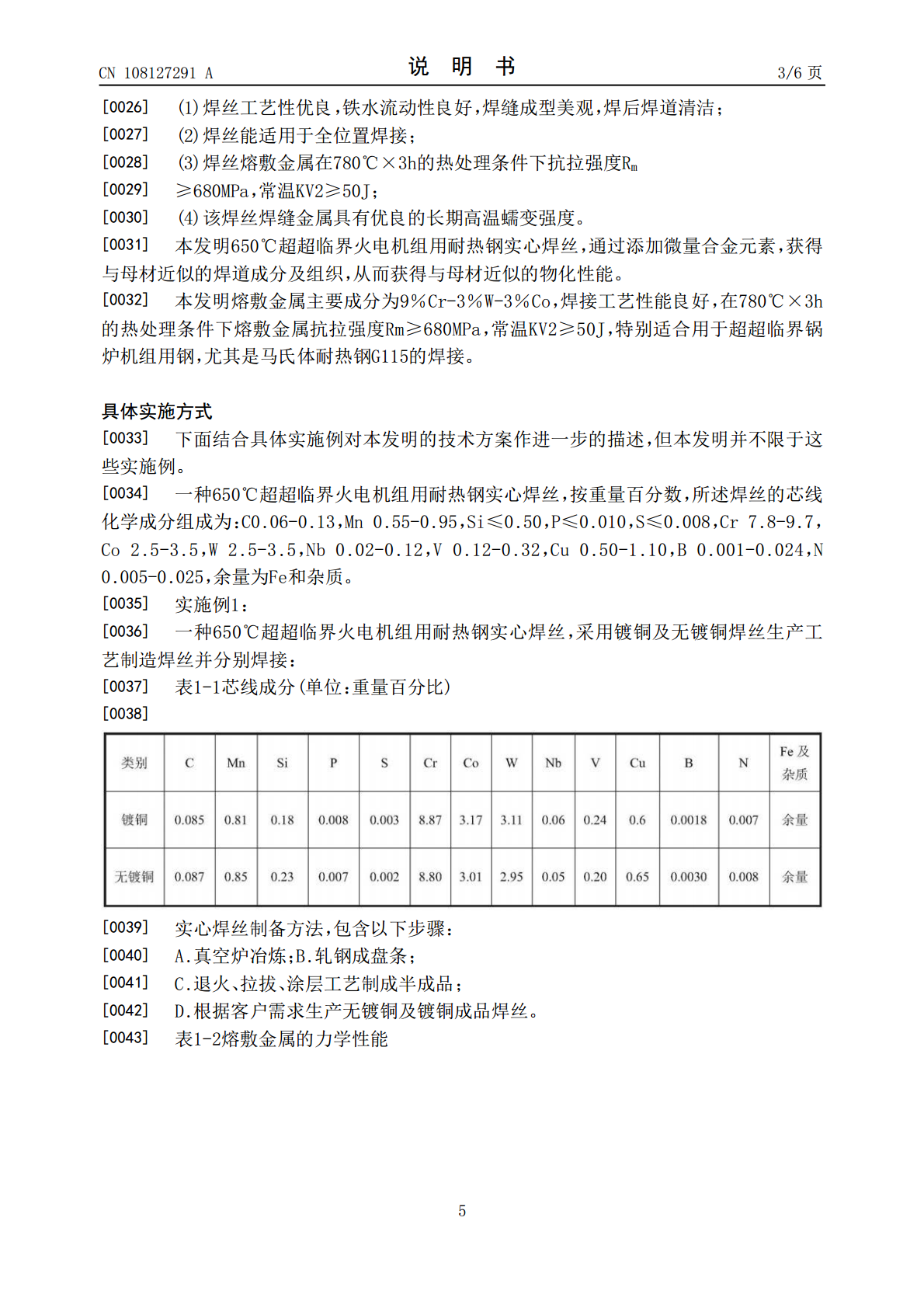
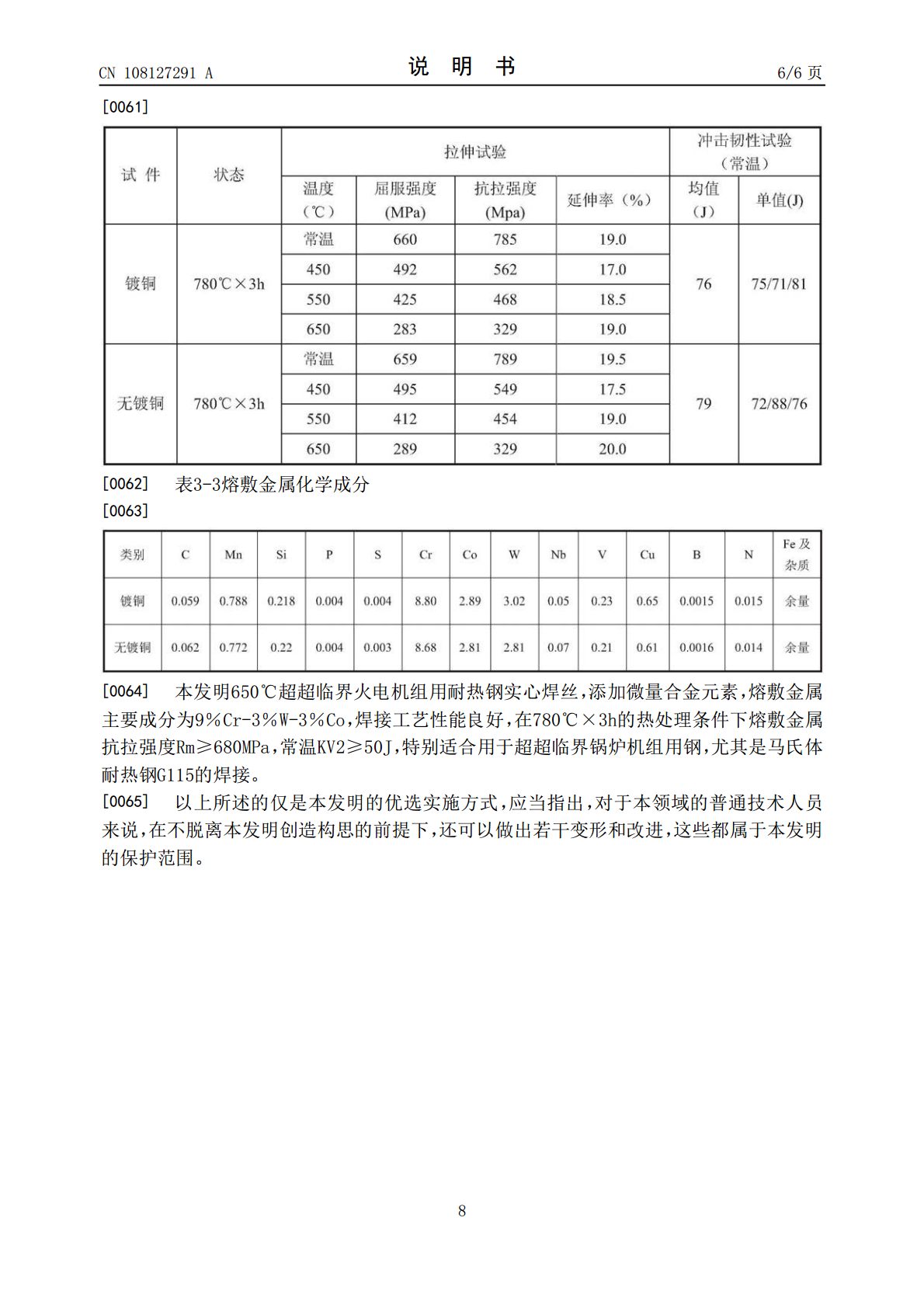
本发明提供了一种650℃超超临界火电机组用耐热钢实心焊丝,化学成分组成为:C0.06‑0.13,Mn0.55‑0.95,Si≤0.50,P≤0.010,S≤0.008,Cr7.8‑9.7,Co2.5‑3.5,W2.5‑3.5,Nb0.02‑0.12,V0.12‑0.32,Cu0.50‑1.10,B0.001‑0.024,N0.005‑0.025,余量为Fe和杂质。本发明焊接工艺性能良好,在780℃×3h的热处理条件下熔敷金属抗拉强度Rm≥680MPa,常温KV2≥50J,特别适合用于超

一种650℃超超临界火电汽轮机铸钢件用实心焊丝.pdf
本发明涉及一种650℃超超临界火电汽轮机铸钢件用实心焊丝,属于焊接材料领域,解决了现有焊丝产生的熔敷金属难以满足超超临界火电汽轮机铸钢件的力学性能要求的问题。焊丝的芯线的成分按质量百分比包括:C:0.05%‑0.12%,Mn:0.3%‑0.9%,Si:≤0.50%,P:≤0.010%,S:≤0.01%,Cr:8.5%‑9.3%,Co:2.5%‑3.5%,W:2.5%‑3.5%,Ni:0.05%‑0.25%,Nb:0.02%‑0.08%,V:0.12%‑0.32%,B:0.002%‑0.008%,N:0.0
一种650℃超超临界铸件用耐热钢.pdf
本发明涉及耐热钢领域,具体为一种650℃超超临界铸件用耐热钢。按重量百分比化学组成为:C:0.08~0.15%;Si:0.15~0.3%;Mn:0.7~1.1%;Cr:9.0~11.0%;Mo:0.5~1.0%;Co:2.5~3.5%;RE:0.3~0.6%;Zr:0.1~0.2%;V:0.1~0.2%;Nb:0.05~0.08%;N:0.02~0.03%;B:0.008~0.014%,余量是Fe和杂质。采用真空感应炉中初炼,再经电渣重熔精炼,浇注成型,铸件经900℃,10h退火缓冷出炉,再经加热至112

加工超超临界火电用高温焊丝的制备方法.pdf
本发明提供加工超超临界火电用高温焊丝的制备方法,包括以下步骤:步骤1:将原料放入电炉真空熔炼;步骤2:水平连铸连扎盘元;步骤3:保护气体退火;步骤4;连续拉丝;步骤5:水冷;步骤6:多道酸洗;步骤7:光亮处理;步骤8:除尘且多角度矫直导丝加工;步骤9:收集;本发明确保能够保证高温焊丝的表面除尘的同时矫直去应力,提高产品的加工成品合格率。
蒸汽温度超超临界火电机组用钢的TIG焊焊丝及其制备方法.pdf
本发明公开了一种蒸汽温度超超临界火电机组用钢的TIG焊焊丝及其制备方法,该焊丝质量百分含量如下:C0.08‑0.12、Mn0.60‑1.00、0〈Si≤0.50、0〈S≤0.010、0〈P≤0.010、Cr8.0‑10.0、0〈Ni≤0.80、0〈Mo≤0.10、Co2.6‑3.2、W2.5‑3.2、V0.15‑0.30、Nb0.02‑0.10、N0.005‑0.015、B0.002‑0.010、Cu0.70‑1.10,余量为Fe及杂质。与现有的相比,本发明在G115钢上进行焊接,焊缝金属