
加工超超临界火电用高温焊丝的制备方法.pdf

岚风****55


1/7
2/7

3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

加工超超临界火电用高温焊丝的制备方法.pdf
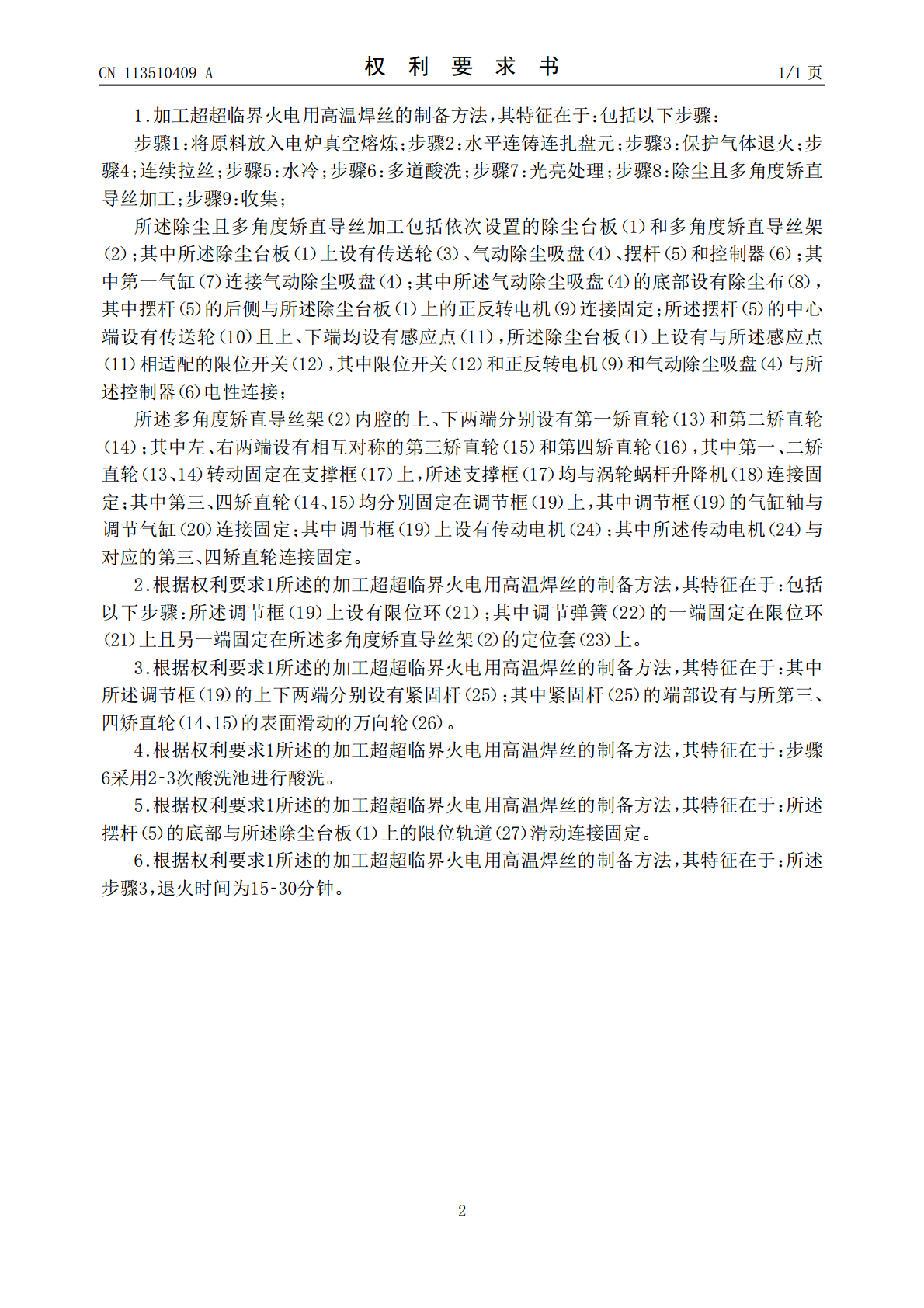
本发明提供加工超超临界火电用高温焊丝的制备方法,包括以下步骤:步骤1:将原料放入电炉真空熔炼;步骤2:水平连铸连扎盘元;步骤3:保护气体退火;步骤4;连续拉丝;步骤5:水冷;步骤6:多道酸洗;步骤7:光亮处理;步骤8:除尘且多角度矫直导丝加工;步骤9:收集;本发明确保能够保证高温焊丝的表面除尘的同时矫直去应力,提高产品的加工成品合格率。
蒸汽温度超超临界火电机组用钢的TIG焊焊丝及其制备方法.pdf
本发明公开了一种蒸汽温度超超临界火电机组用钢的TIG焊焊丝及其制备方法,该焊丝质量百分含量如下:C0.08‑0.12、Mn0.60‑1.00、0〈Si≤0.50、0〈S≤0.010、0〈P≤0.010、Cr8.0‑10.0、0〈Ni≤0.80、0〈Mo≤0.10、Co2.6‑3.2、W2.5‑3.2、V0.15‑0.30、Nb0.02‑0.10、N0.005‑0.015、B0.002‑0.010、Cu0.70‑1.10,余量为Fe及杂质。与现有的相比,本发明在G115钢上进行焊接,焊缝金属
一种超超临界火电机组用高温合金自由锻棒坯制备方法.pdf
本发明提供了一种超超临界火电机组用高温合金自由锻棒坯制备方法,经过真空感应熔炼+真空自耗重熔双真空冶炼的650℃超超临界火电机组用高温合金铸锭;均匀化热处理;开坯锻造,在80MN快锻机进行,2火次镦拔,每火次变形量30%~50%;2火次连续回炉换向拔长,每火次变形量30%~60%;3火次拔长变形,变形量30%~50%,拔长完成后坯料直径为220mm。完成后获得直径为204mm的超超临界火电机组用高温合金坯料。本发明采用换向拔长的自由锻技术制备高温合金棒坯,使棒坯的组织均匀细小,碳化物细小且弥散分布,从而使
蒸汽温度超超临界火电机组用钢配套焊条及其制备方法.pdf
本发明公开了一种蒸汽温度超超临界火电机组用钢配套焊条及其制备方法,该焊条焊条熔敷金属化学成分为(wt%):C0.06‑0.10wt%、Mn0.3‑1.0wt%、Si≤0.50wt%、S≤0.010wt%、P≤0.010wt%、Cr8.0‑9.5wt%、Co2.5‑3.5wt%、W2.4‑3.5wt%、V0.15‑0.30wt%、Nb0.020‑0.10wt%、N0.005‑0.015wt%、B0.002‑0.01wt%、Cu0.70‑1.10wt%、Ce0.05‑0.15wt%、Nd

一种650℃超超临界火电机组用耐热钢实心焊丝.pdf
本发明提供了一种650℃超超临界火电机组用耐热钢实心焊丝,化学成分组成为:C0.06‑0.13,Mn0.55‑0.95,Si≤0.50,P≤0.010,S≤0.008,Cr7.8‑9.7,Co2.5‑3.5,W2.5‑3.5,Nb0.02‑0.12,V0.12‑0.32,Cu0.50‑1.10,B0.001‑0.024,N0.005‑0.025,余量为Fe和杂质。本发明焊接工艺性能良好,在780℃×3h的热处理条件下熔敷金属抗拉强度Rm≥680MPa,常温KV2≥50J,特别适合用于超