
不同壁厚三通热处理辅助加热装置.pdf

志信****pp


1/7
2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

不同壁厚三通热处理辅助加热装置.pdf
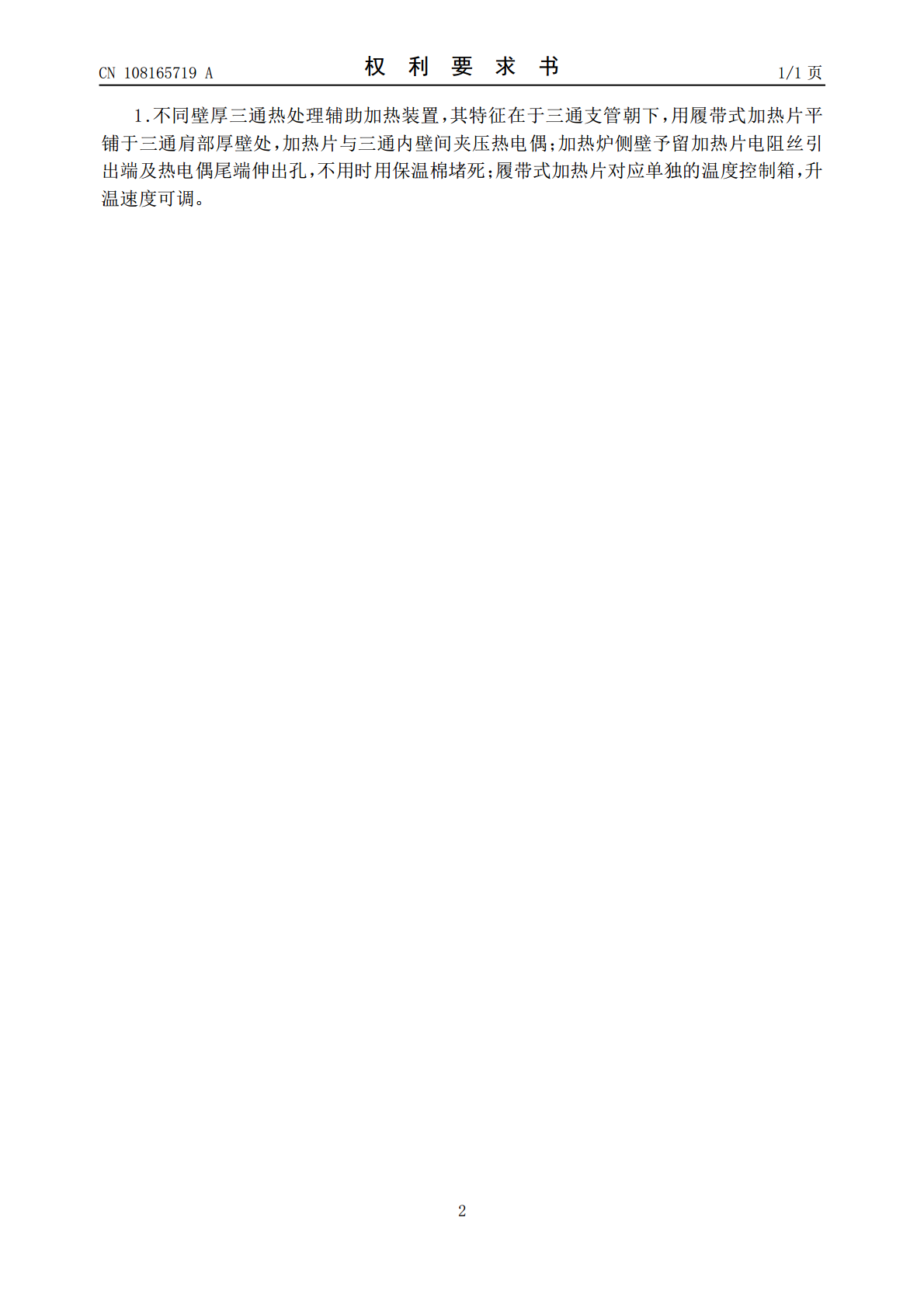
本发明属于电站管件压制三通热处理技术领域。本发明结构及热处理方法简单实用,三通炉内加热时,通过履带式电加热片对三通厚壁处辅助加热,调节升温速度,使壁厚不同处同时达到工艺温度,解决了因三通壁厚不均,热处理工艺温度保温时间有差别的现象。辅助装置有热电偶、温度控制箱、履带式电加热片等。

大型厚壁工件动态焊接加热装置.pdf
本发明公开了大型厚壁工件动态焊接加热装置,其包括加热炉,加热炉内设有一个上端敞口的圆柱状的腔体,腔体内安装有侧壁保温层和底部保温层,底部保温层的上端面安装有若干台燃烧器,燃烧器沿圆周切线方向均匀布置在腔体内,每个燃烧器上均设有一个燃烧器出口,燃烧器出口均沿圆周切线顺时针分布或均沿圆周切线逆时针分布。通过在加热炉的腔体内安装若干个燃烧器,将大型厚壁工件安装在加热炉上后,启动燃烧器,从燃烧器出口喷出来的热量在高速气流的推动下沿圆周方向循环并充分混合后沿着腔体上升,带有热量的气流与大型厚壁工件充分接触并对其进行

不同加热方法对大径厚壁P91管道焊后热处理温度分布的影响.docx
不同加热方法对大径厚壁P91管道焊后热处理温度分布的影响不同加热方法对大径厚壁P91管道焊后热处理温度分布的影响摘要针对大径厚壁P91管道的焊接热处理问题,本论文针对不同加热方法对焊后热处理温度分布的影响进行了研究。通过对比分析不同加热方法的优缺点,得出了最优的加热方法,并探讨了该方法在大径厚壁P91管道焊后热处理中的应用。关键词:大径厚壁P91管道,焊接热处理,加热方法,温度分布引言大径厚壁P91管道广泛用于高温高压工况下的石化、电力和核电行业。在对该管道进行焊接后,需要进行热处理来提高其力学性能,以确
一种厚壁直缝焊管热处理装置及方法.pdf
本发明属于热处理技术领域,具体涉及一种厚壁直缝焊管热处理装置及方法。一种厚壁直缝焊管热处理装置,包括放料装置、送料装置、热处理炉和冷却池;所述放料装置由多个并排安装的放料架组成;所述送料装置用于实现管材各个程序之间的运输;所述冷却池设置在放料装置的右侧,在所述冷却池内设置有承放架;本发明采用一号小车、二号小车以及送料架可以对焊管实现批量输送,提高了焊管的运输效率,同时相比于原有的喷淋冷却和空冷,本发明可以高效的消除厚壁焊管管体内部的残余应力,而采用冷却池冷却可以快速实现管材内部组织晶粒、析出相等快速定型,

不同壁厚钢管的对接工艺.pdf
本发明公开了不同壁厚钢管的对接工艺,包括底座,所述底座顶部端面上左右对称设有开口向上的滑动槽,右侧所述滑动槽与所述底座左侧端面之间转动配合安装螺旋齿齿轮轴,所述螺旋齿齿轮轴左侧端面上固定安装第一手轮,进行对接时,将钢管穿过通孔和三爪卡盘,调节三爪卡盘将钢管夹紧,转动第二手轮,使第一辅助轮和第二辅助轮可以支撑住钢管,通过设置靠栅使左右两侧钢管的夹紧长度相同,钢管设有辅助的支撑装置,使左右两侧钢管能够在统一中心位置,便于对接,焊接时将左右两侧的钢管都夹紧,使钢管在焊接加热时位置不会跑偏,使焊接的效果更好。