
一种厚壁直缝焊管热处理装置及方法.pdf

书生****瑞梦

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种厚壁直缝焊管热处理装置及方法.pdf
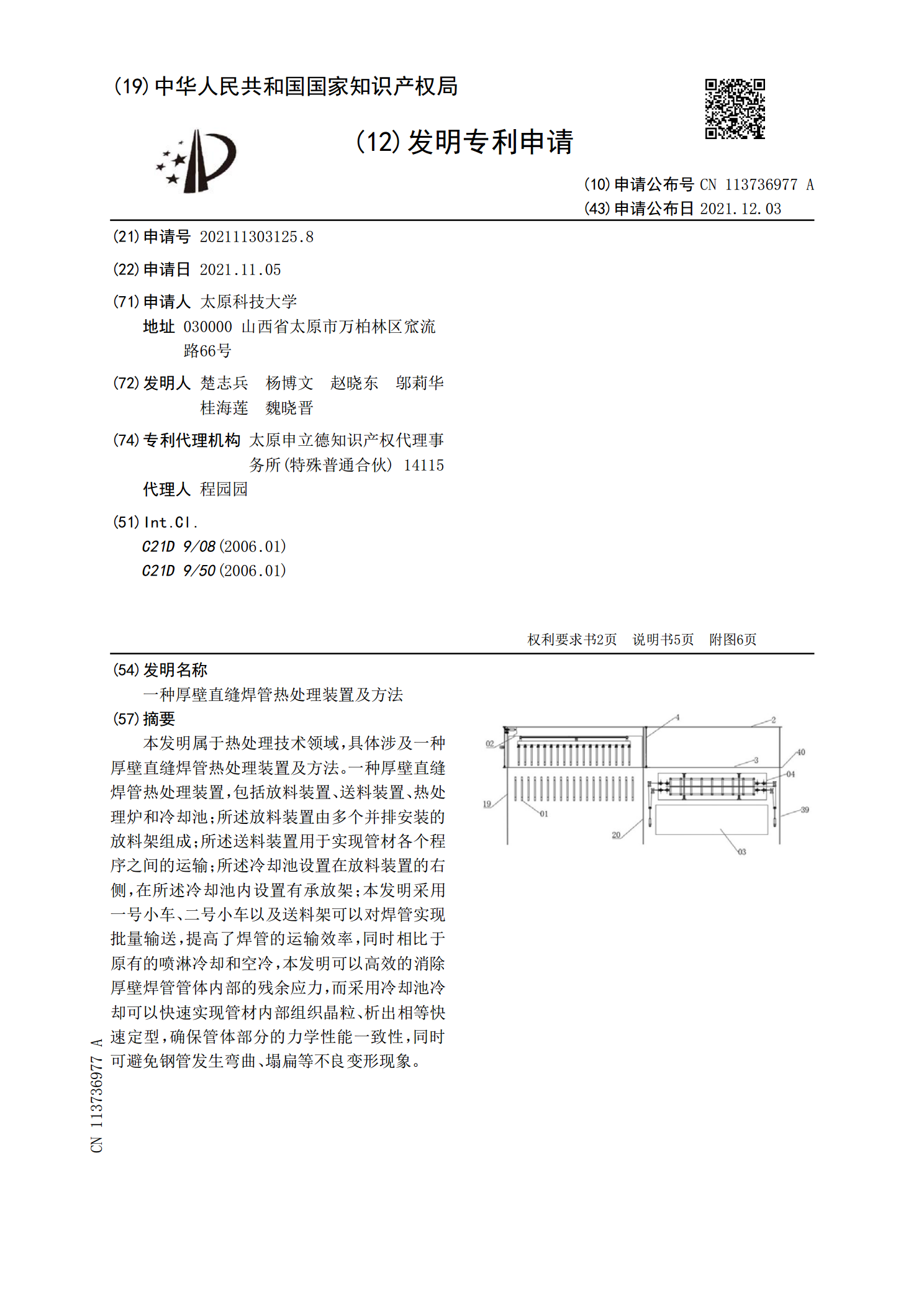
本发明属于热处理技术领域,具体涉及一种厚壁直缝焊管热处理装置及方法。一种厚壁直缝焊管热处理装置,包括放料装置、送料装置、热处理炉和冷却池;所述放料装置由多个并排安装的放料架组成;所述送料装置用于实现管材各个程序之间的运输;所述冷却池设置在放料装置的右侧,在所述冷却池内设置有承放架;本发明采用一号小车、二号小车以及送料架可以对焊管实现批量输送,提高了焊管的运输效率,同时相比于原有的喷淋冷却和空冷,本发明可以高效的消除厚壁焊管管体内部的残余应力,而采用冷却池冷却可以快速实现管材内部组织晶粒、析出相等快速定型,

厚壁管侧向感应直缝焊接装置及其方法.pdf
本发明公开了一种厚壁管侧向感应直缝焊接装置,其包括压辊、数控操作台、支撑架、端盖、液压缸、局部感应加热装置、红外测温仪、盘形感应线圈、机架、液压顶升装置、液压伸缩臂、支撑轴、边缘加热模块以及联轴块;本发明提供了一种厚壁管侧向感应直缝焊接方法,通过接有导磁体的感应线圈对厚壁管焊接间隙上下两侧进行预热和控制液压缸的轴向伸缩来控制局部感应线圈位置,对焊缝侧壁低温部位进行补热;本发明通过横向磁通加热,有效控制了加热范围和效率,以配有导磁体的线圈对低温部位进行补热,解决了边界效应所引发的焊接面温度不均的情况,能极大

一种大口径厚壁直缝埋弧焊管生产方法.pdf
本发明公开了一种大口径厚壁直缝埋弧焊管生产方法,化学成分质量百分比范围为:C≤0.22%,Si≤0.45%,Mn≤1.6%,P≤0.025%,S≤0.005%,Cu≤0.50%,Mo≤0.50%,Cr≤0.50%,Nb+V+Ti≤0.15%,余量为Fe,吹氧碱性转炉或电炉冶炼,经真空脱气、钙和微钛处理得到屈服强度在245Mpa~555Mpa之间的细晶粒纯净镇静钢,加工成钢板;钢板铣边铣出利于焊接的坡口尺寸,采用成型机组,使钢板一次预弯成型,预弯采用大圆弧预弯;折弯成型采用中心恒定的成型方式,压制成管坯;钢
大直径厚壁直缝埋弧焊管质量影响因素及控制方法.pdf
焊管.第30卷第5期·2007年9月·19·●行业综述大直径厚壁直缝埋弧焊管质量影响因素及控制方法马建军,黄运明,高建忠,李云龙(1.中国石油化工股份有限公司物资装备部/国际事业公司,北京100029;2.广东大鹏液化天然气(LNG)有限公司,广东深圳518034;3.中国石油天然气集团公司管材研究所,西安710065)摘要:针对川气东送管道工程使用的高钢级、大直径、厚壁直缝埋弧焊管的全面国产化问题。分析了影响焊管质量的各种因素。提出了一套“严格制定标准、优选生产厂家、全程质量监督”的质量控制措施,保证了

厚壁直缝埋弧焊管焊接横向裂纹的分析与控制.docx
厚壁直缝埋弧焊管焊接横向裂纹的分析与控制随着工业化进程的不断推进和经济的不断发展,钢管的应用也越来越广泛,尤其是厚壁直缝埋弧焊管。不过,在进行钢管的生产过程中,往往也伴随着一些难以避免的问题,比如钢管的焊接问题,特别是横向裂纹的问题。本文将就厚壁直缝埋弧焊管焊接横向裂纹的分析与控制进行相关探讨。一、厚壁直缝埋弧焊管横向裂纹的成因分析1、焊接压力过大在焊接过程中,如果焊接压力过大,则会造成钢管的组织结构发生变化,从而导致钢管在焊接过程中产生横向裂纹。2、焊接线能量过大在使用埋弧焊的过程中,如果设置的焊接线能