
抑制钢锭热锻镦粗时表面开裂的锻造方法.pdf

努力****元恺

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
抑制钢锭热锻镦粗时表面开裂的锻造方法.pdf
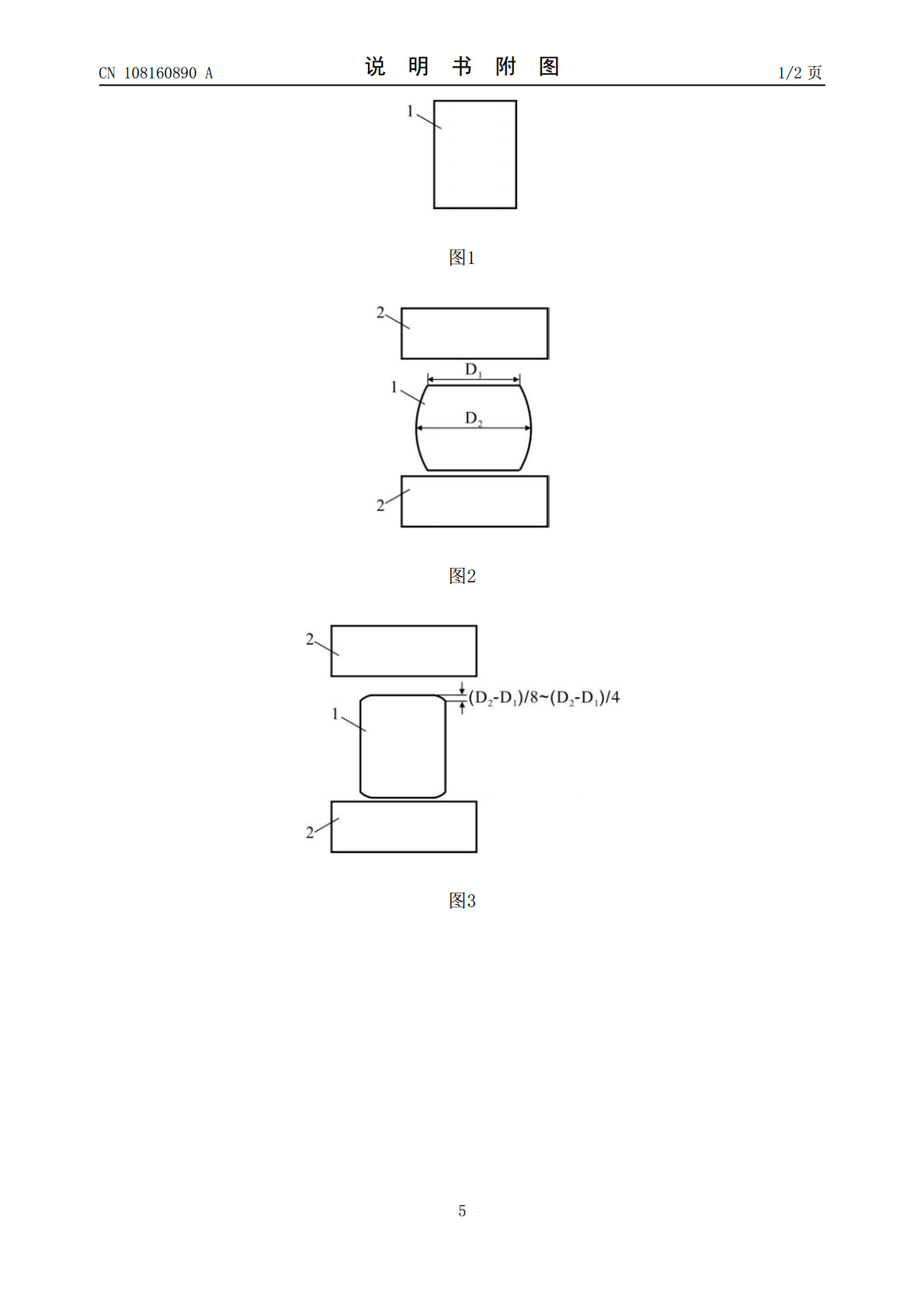
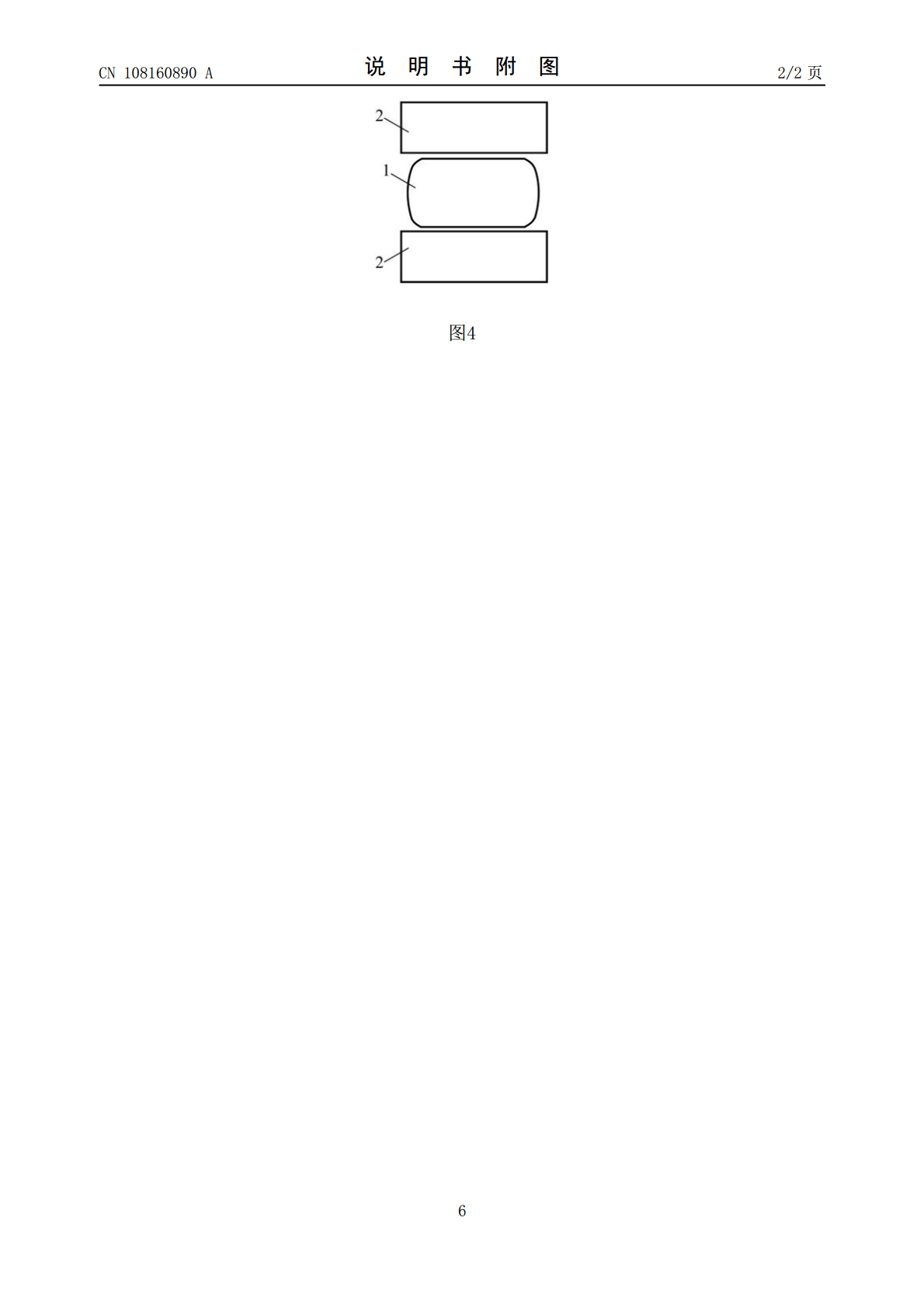
一种抑制钢锭热锻镦粗时表面开裂的锻造方法,其主要是将钢锭自加热炉中取出,在锻造机上进行镦粗;当钢锭中部腰鼓位置的直径大于钢锭端部直径的1.1倍后,将钢锭翻转90°,对钢锭的腰鼓进行轻压,单边压下量为钢锭中部腰鼓位置直径与钢锭端部直径之差的1/4至3/8。将钢锭腰鼓轻压一周;然后再将钢锭翻转90°,回到原来直立位置,继续进行镦粗;按照以上步骤进行锻造,直至达到要求的镦粗锻造比。本发明方法简单、易于掌握和操作、对锻造生产设备也无特殊要求,可以有效抑制钢锭热锻镦粗时表面开裂。
抑制大型锻件热锻表面开裂的方法.pdf
一种抑制大型锻件热锻表面开裂的方法,其主要是:进行成型锻造时,用红外测温仪测量锻件表面温度,当大型锻件表面温度降至终锻温度以上四分之一至三分之一锻造温度范围时,将大型锻件返炉进行短时间加热,即至大型锻件表面温度升至始锻温度,取出锻件继续进行锻造,如此反复2~3次,将大型锻件返炉加热至透烧,即至大型锻件的心部和表面温度一致,再按照前述步骤继续进行锻造和加热,直至达到设计要求停止锻造。该方法可以有效抑制大型锻件热锻表面开裂,并且易于掌握和操作,对锻造生产设备也无特殊要求。

镦粗时钢锭内孔洞锻合的模拟研究.docx
镦粗时钢锭内孔洞锻合的模拟研究标题:镦粗时钢锭内孔洞锻合的模拟研究摘要:随着工业的发展,对于钢锭内孔洞锻合技术的研究日益受到重视。本文以镦粗时钢锭内孔洞锻合为研究对象,通过模拟分析和实验验证,探讨了镦粗过程中内孔洞锻合的影响因素及其机理,并提出了一种优化的工艺方案。实验结果表明,在合理的工艺条件下,内孔洞锻合可有效改善钢锭的力学性能和组织结构,提高材料的使用价值。1.引言钢材作为重要的结构材料,其力学性能和组织结构对其使用性能起着关键作用。而内孔洞的存在对钢材的力学性能和使用价值有着重要影响。因此,针对钢
钢锭及其冶炼方法、避免钢锭锻造开裂方法.pdf
本申请公开了一种钢锭及其冶炼方法、避免钢锭锻造开裂方法,钢锭化学成分按照质量百分比包括:C:0.40~0.44;Si:0.15~0.35;Mn:0.70~0.90;P:≤0.020;S:≤0.020;Cr:0.70~0.95;Mo:0.25~0.30;Ni:1.8~2.0;Cu:≤0.25;V:0.04~0.08;Al:≤0.015;Ti:≤0.02;Sn:≤0.02;Pb:≤0.005;N:≤0.013,余量为Fe。钢锭锻造开裂方法,包括步骤:s1、先开坯整支钢锭,拔长,炉冷至室温;s2、表面处理;s3
大型锻件镦粗侧表面开裂研究.pptx
汇报人:/目录0102大型锻件的定义和重要性镦粗工艺的简要介绍大型锻件镦粗过程中出现侧表面开裂的问题03材料因素工艺因素结构因素其他因素04文献综述实验设计数据分析与处理05实验结果展示结果分析与讨论06针对原因的解决方案预防措施和建议07研究结论总结研究不足与展望汇报人: