
一种槽钢轧制生产线.pdf

猫巷****正德


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共30页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种槽钢轧制生产线.pdf
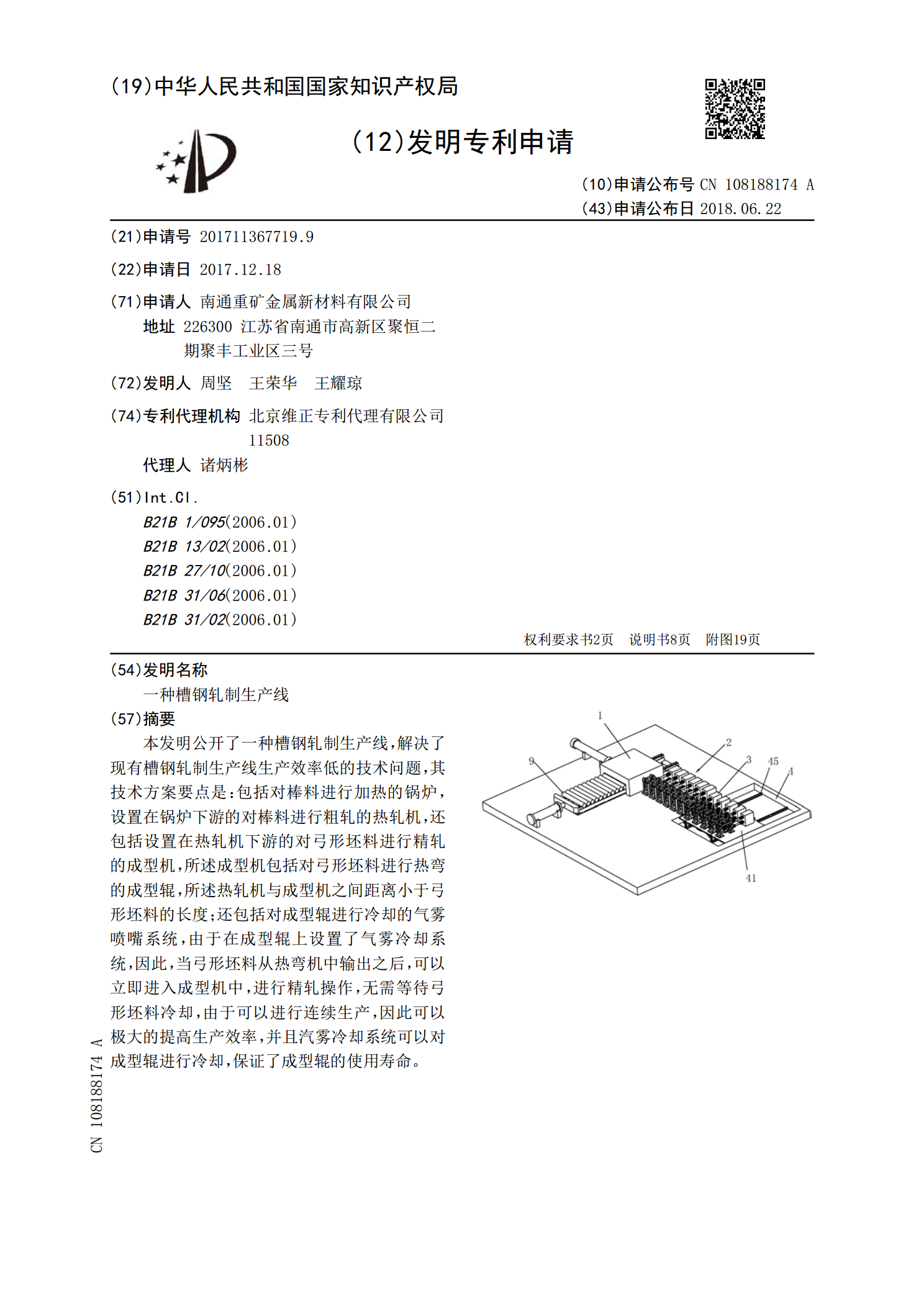
本发明公开了一种槽钢轧制生产线,解决了现有槽钢轧制生产线生产效率低的技术问题,其技术方案要点是:包括对棒料进行加热的锅炉,设置在锅炉下游的对棒料进行粗轧的热轧机,还包括设置在热轧机下游的对弓形坯料进行精轧的成型机,所述成型机包括对弓形坯料进行热弯的成型辊,所述热轧机与成型机之间距离小于弓形坯料的长度;还包括对成型辊进行冷却的气雾喷嘴系统,由于在成型辊上设置了气雾冷却系统,因此,当弓形坯料从热弯机中输出之后,可以立即进入成型机中,进行精轧操作,无需等待弓形坯料冷却,由于可以进行连续生产,因此可以极大的提高生

轧制槽钢的技术改进.docx
轧制槽钢的技术改进轧制槽钢的技术改进摘要:槽钢是一种常用的钢铁结构材料,广泛应用于建筑、桥梁、机械制造等领域。然而,传统的槽钢轧制工艺存在着一些问题,如轧制不均匀、内应力过大等。为了改进槽钢的制造工艺,本文讨论了轧制参数的优化、轧制过程的监测与控制等技术改进措施,并对其效果进行了分析和评价。第一部分:引言槽钢作为一种常见的构造钢材,其制造工艺对于产品质量具有重要影响。传统的槽钢轧制工艺存在一些问题,如轧制不均匀、内应力过大、机械性能不稳定等,因此需要通过技术改进来提高产品质量和工艺效率。第二部分:轧制参数
头部带槽钢轨的轧制方法.pdf
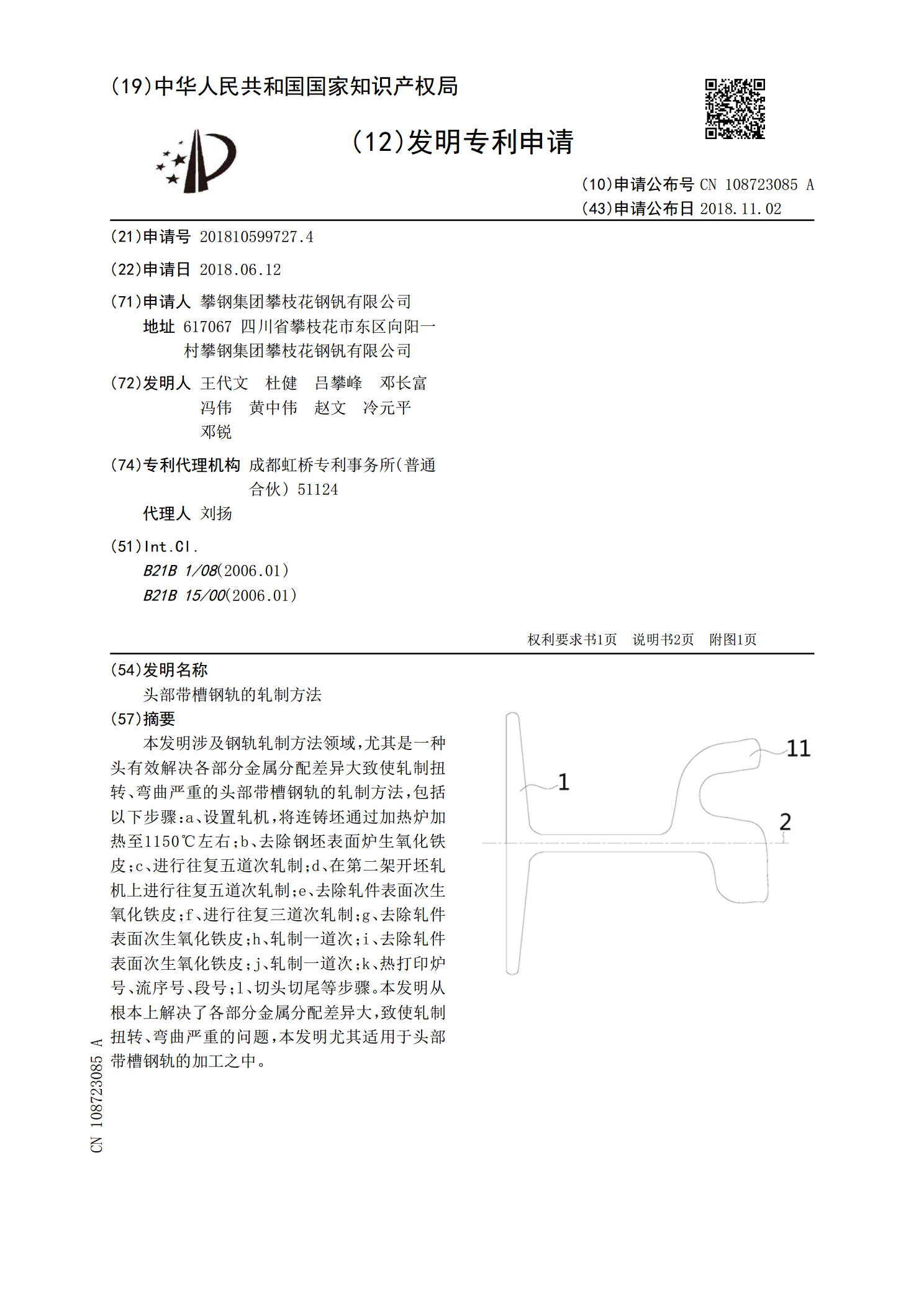
本发明涉及钢轨轧制方法领域,尤其是一种头有效解决各部分金属分配差异大致使轧制扭转、弯曲严重的头部带槽钢轨的轧制方法,包括以下步骤:a、设置轧机,将连铸坯通过加热炉加热至1150℃左右;b、去除钢坯表面炉生氧化铁皮;c、进行往复五道次轧制;d、在第二架开坯轧机上进行往复五道次轧制;e、去除轧件表面次生氧化铁皮;f、进行往复三道次轧制;g、去除轧件表面次生氧化铁皮;h、轧制一道次;i、去除轧件表面次生氧化铁皮;j、轧制一道次;k、热打印炉号、流序号、段号;l、切头切尾等步骤。本发明从根本上解决了各部分金属分配
一种槽钢自动化加工生产线.pdf
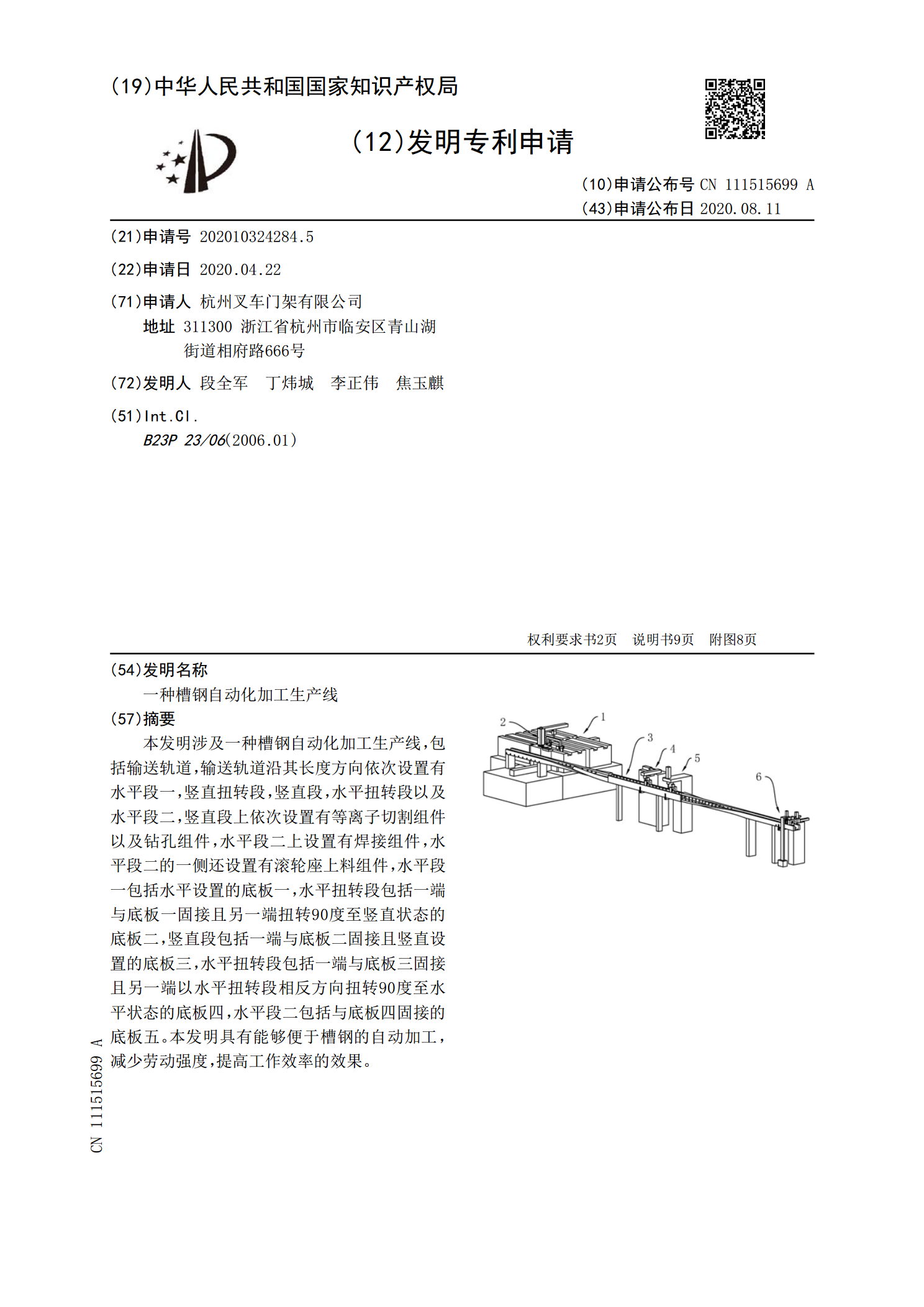
本发明涉及一种槽钢自动化加工生产线,包括输送轨道,输送轨道沿其长度方向依次设置有水平段一,竖直扭转段,竖直段,水平扭转段以及水平段二,竖直段上依次设置有等离子切割组件以及钻孔组件,水平段二上设置有焊接组件,水平段二的一侧还设置有滚轮座上料组件,水平段一包括水平设置的底板一,水平扭转段包括一端与底板一固接且另一端扭转90度至竖直状态的底板二,竖直段包括一端与底板二固接且竖直设置的底板三,水平扭转段包括一端与底板三固接且另一端以水平扭转段相反方向扭转90度至水平状态的底板四,水平段二包括与底板四固接的底板五。

槽钢轧制不同时变形的数学分析.docx
槽钢轧制不同时变形的数学分析标题:槽钢轧制不同时变形的数学分析摘要:槽钢轧制作为金属材料加工中的重要工艺之一,其变形特性的数学分析对于优化工艺参数、提高产品质量具有重要意义。本文通过对槽钢轧制过程中不同时变形的数学分析,结合相关理论和实验研究,从数学模型和力学原理的角度探讨了槽钢轧制过程中的变形规律,为进一步研究和改进槽钢轧制工艺提供了理论指导。第一章引言1.1研究背景1.2研究目的1.3研究内容第二章槽钢轧制的基本工艺2.1槽钢的定义和用途2.2槽钢轧制的工艺流程2.3主要影响槽钢变形的因素第三章槽钢轧