
一种防止取向硅钢热轧边裂工艺.pdf

猫巷****忠娟

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种防止取向硅钢热轧边裂工艺.pdf
本发明公开了一种防止取向硅钢热轧边裂工艺,所述工艺包括板坯进入加热炉前的表面温度不低于300℃;第一加热段炉气温度为1160℃~1250℃;第二加热段和均热段炉气温度为1270℃~1330℃,加热时间为80分钟~200分钟,停留不动的时间不超过30分钟;热轧成品边部平均晶粒尺寸不大于72µm;精轧终轧温度为880℃~960℃;卷取温度为500℃~620℃;七机架精轧机组张力的合理控制。本发明在保证取向硅钢抑制剂充分固溶、成品电磁性能符合目标要求的前提下,避免板坯在第二加热段和均热段加热时间过长或停留不动
一种防止取向硅钢热轧边裂的方法.pdf
本发明属于取向硅钢的制备工艺领域,尤其涉及一种防止取向硅钢热轧边裂的方法。所述方法,包括加热炉加热和轧制过程的温度控制,控制取向硅钢板坯角部进入加热炉前的温度;控制加热炉中预热段温度和第一加热段温度;控制精轧入口温度,精轧终轧温度。本发明通过控制板坯入炉角部温度和一加的温度,减少加热时角部的热应力,防止产生内裂纹,控制连轧机组的精轧入口和终轧温度,合理设定机架间张力,从而防止了热轧边裂缺陷的产生。
一种防止高磁感取向硅钢热轧边裂工艺.pdf
本发明涉及高磁感取向硅钢加工领域。一种防止高磁感取向硅钢热轧边裂工艺,控制高磁感取向硅钢铸坯的脱方量为0~6mm,控制高磁感取向硅钢板坯进入加热炉前的表面温度550~650℃,加热炉采用两个加热段一个均热段进行加热,控制加热炉第一加热段炉气温度为1000~1100℃,控制加热炉第二加热段和均热段炉气温度为1050~1250℃,高磁感取向硅钢板坯通过加热炉加热完成后分粗轧和精轧两段进行轧制。高磁感取向硅钢热轧带钢边部质量显著提高,热轧边部裂口从28%降低到5%以下。

一种防止低温加热取向硅钢热轧边裂的方法.pdf
本发明涉及一种防止低温加热取向硅钢热轧边裂的方法,包括:1)控制取向硅钢铸坯进入加热炉前的表面温度;2)控制加热段各段炉气温度;3)二加热段采用加速加热;4)控制总加热时间;5)控制出炉温度;6)控制精轧道次及侧压量;7)控制精轧道次及终轧温度;8)精轧前对钢带边部进行加热补偿。本发明通过合理制定取向硅钢的加热温度、加热时间和轧制工艺制度,避免或消除了低温加热取向硅钢热轧边裂问题。
一种减少取向硅钢热轧边裂的工艺方法.pdf
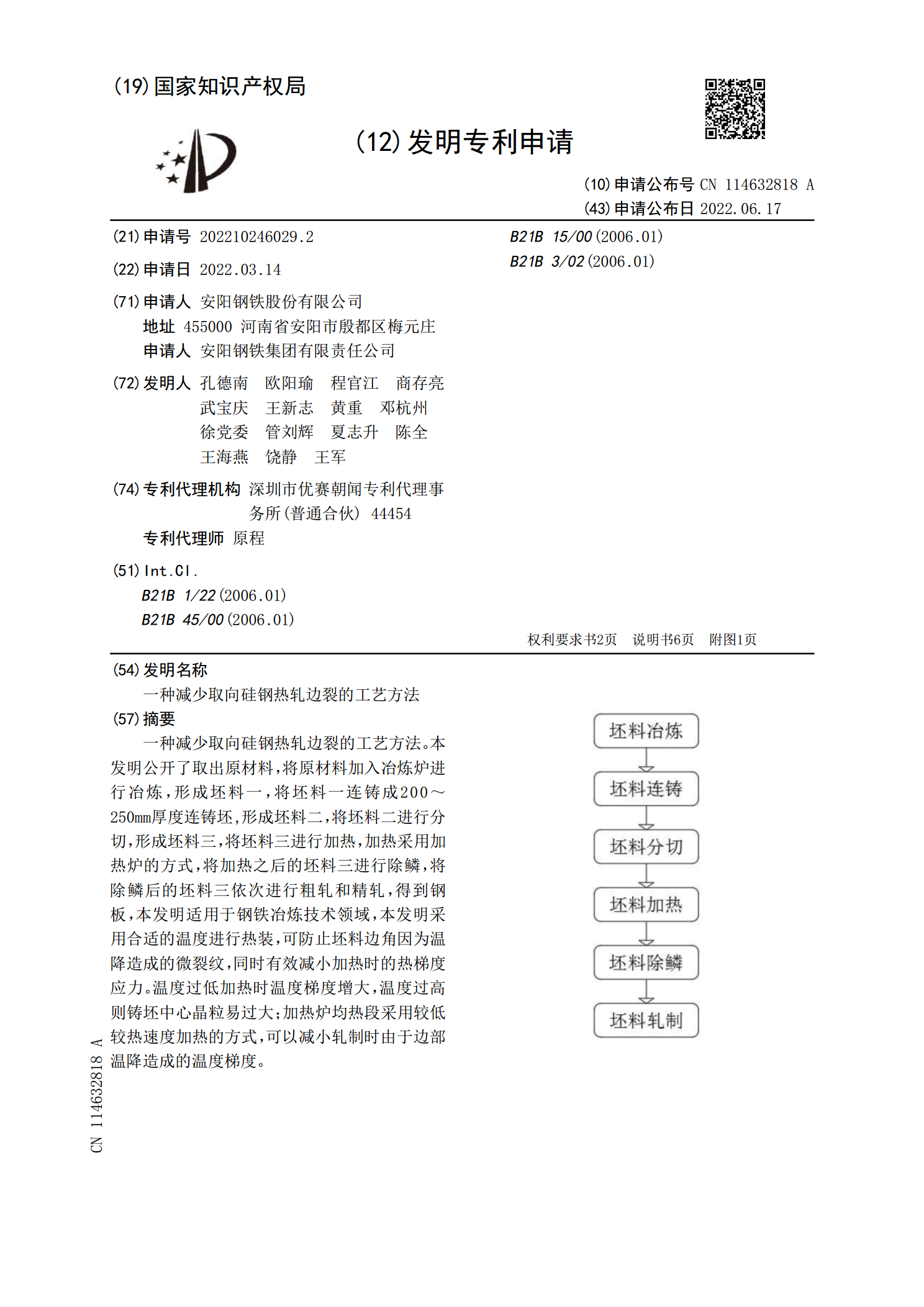
一种减少取向硅钢热轧边裂的工艺方法。本发明公开了取出原材料,将原材料加入冶炼炉进行冶炼,形成坯料一,将坯料一连铸成200~250mm厚度连铸坯,形成坯料二,将坯料二进行分切,形成坯料三,将坯料三进行加热,加热采用加热炉的方式,将加热之后的坯料三进行除鳞,将除鳞后的坯料三依次进行粗轧和精轧,得到钢板,本发明适用于钢铁冶炼技术领域,本发明采用合适的温度进行热装,可防止坯料边角因为温降造成的微裂纹,同时有效减小加热时的热梯度应力。温度过低加热时温度梯度增大,温度过高则铸坯中心晶粒易过大;加热炉均热段采用较低较热