
高速动车用Al-Zn-Mg铝合金空心型材的生产方法.pdf

一条****发啊

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高速动车用Al-Zn-Mg铝合金空心型材的生产方法.pdf
本发明公开了一种高速动车用铝合金空心型材的生产方法,包括生产步骤:软合金引锭挤压、辊底连续式固溶淬火、拉伸矫直、成品锯切、取样、检尺和装框、三级积分时效炉时效、性能检测和包装入库;针对高速动车用Al‑Zn‑Mg铝合金型材挤出成型困难和模具寿命过短等问题,通过以Al‑Mg‑Si软合金作为引锭牵引Al‑Zn‑Mg铝合金铸锭挤出,极大的提高了硬质合金成型性和大大减少模具开裂和变形倾向,提高成型后型材的表面质量,并探索总结出软合金启挤的适用规律和方法。生产出的型材具有良好的力学性能,力学性能的稳定性、延伸率和表面
一种高速动车空心车轴用钢及其制造方法.pdf
本发明提供一种高速动车车轴用钢,其成分质量配比(%)为C:0.23-0.29%;Mn:0.60-0.75%;Si:0.25-0.40%;Cr:1.00-1.20%;Mo:0.20-0.30%;V:0.020-0.060%;Ni:0.15-0.30%;P≤0.015%:S≤0.005%。本发明还提供了一种高速动车车轴用钢的制备方法,主要包含步骤:在电炉冶炼过程中控制铁水比≥70%,出钢时控制[P]≤0.010%,严禁下氧化渣。在钢包精炼炉精炼过程中,采用CaO-SiO2-Al2O3渣系,控制熔渣碱度R(Ca

高速动车组铝合金车.ppt
高速动车组铝合金车体焊接工艺汇报Page2Page3Page4Page5Page6签订技术开发合同Page26Page27Page28Page29Page30Page31Page32Page33Page34Page35Page36Page37
飞行器尾翼用铝合金空心型材的制造方法.pdf
飞行器尾翼用铝合金空心型材的制造方法,它涉及一种空心型材的制造方法。该方法解决解决现有飞行器用尾翼型材抗拉强度低、非比例延伸强度低且安全系数较低的问题。所述方法包括以下步骤:所述方法包括以下步骤:按质量百分比为Si:0.7%~1.3%、Fe≤0.5%,Cu≤0.10%、Mn:0.40~0.8%、Mg:0.40%~0.8%、Zn≤0.20%、Ti≤0.20%和余量是Al的比例,称取铝合金锭、纯镁锭、铝锰中间合金及铝硅中间合金加入到干燥炉中后得到铝熔液并铸造成铸锭;将铸锭进行均匀化退火;将铝合金铸锭经过专用模
一种车用高强耐腐蚀6系铝合金型材生产方法.pdf
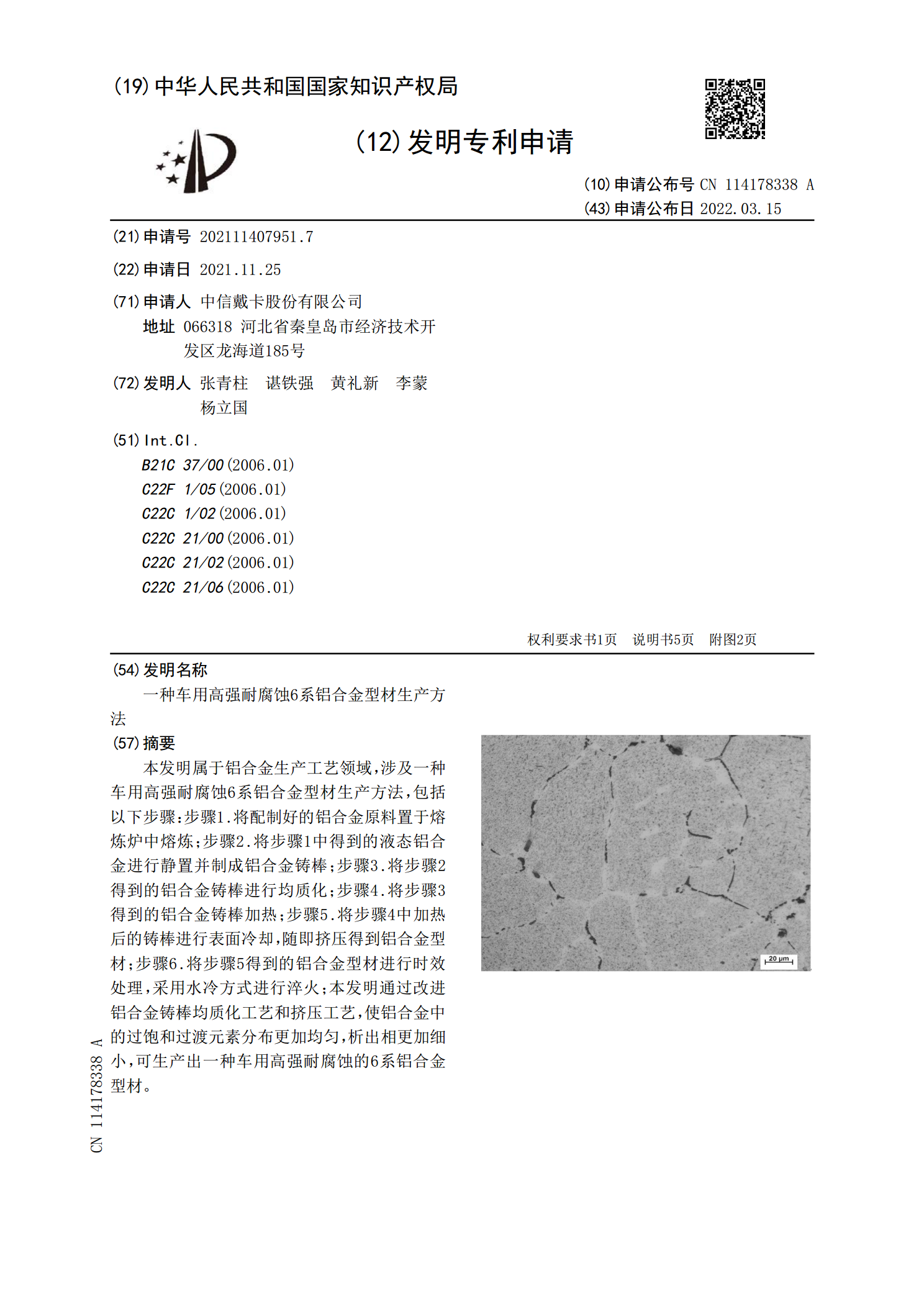
本发明属于铝合金生产工艺领域,涉及一种车用高强耐腐蚀6系铝合金型材生产方法,包括以下步骤:步骤1.将配制好的铝合金原料置于熔炼炉中熔炼;步骤2.将步骤1中得到的液态铝合金进行静置并制成铝合金铸棒;步骤3.将步骤2得到的铝合金铸棒进行均质化;步骤4.将步骤3得到的铝合金铸棒加热;步骤5.将步骤4中加热后的铸棒进行表面冷却,随即挤压得到铝合金型材;步骤6.将步骤5得到的铝合金型材进行时效处理,采用水冷方式进行淬火;本发明通过改进铝合金铸棒均质化工艺和挤压工艺,使铝合金中的过饱和过渡元素分布更加均匀,析出相更加