
一种车用高强耐腐蚀6系铝合金型材生产方法.pdf

志玉****爱啊

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种车用高强耐腐蚀6系铝合金型材生产方法.pdf
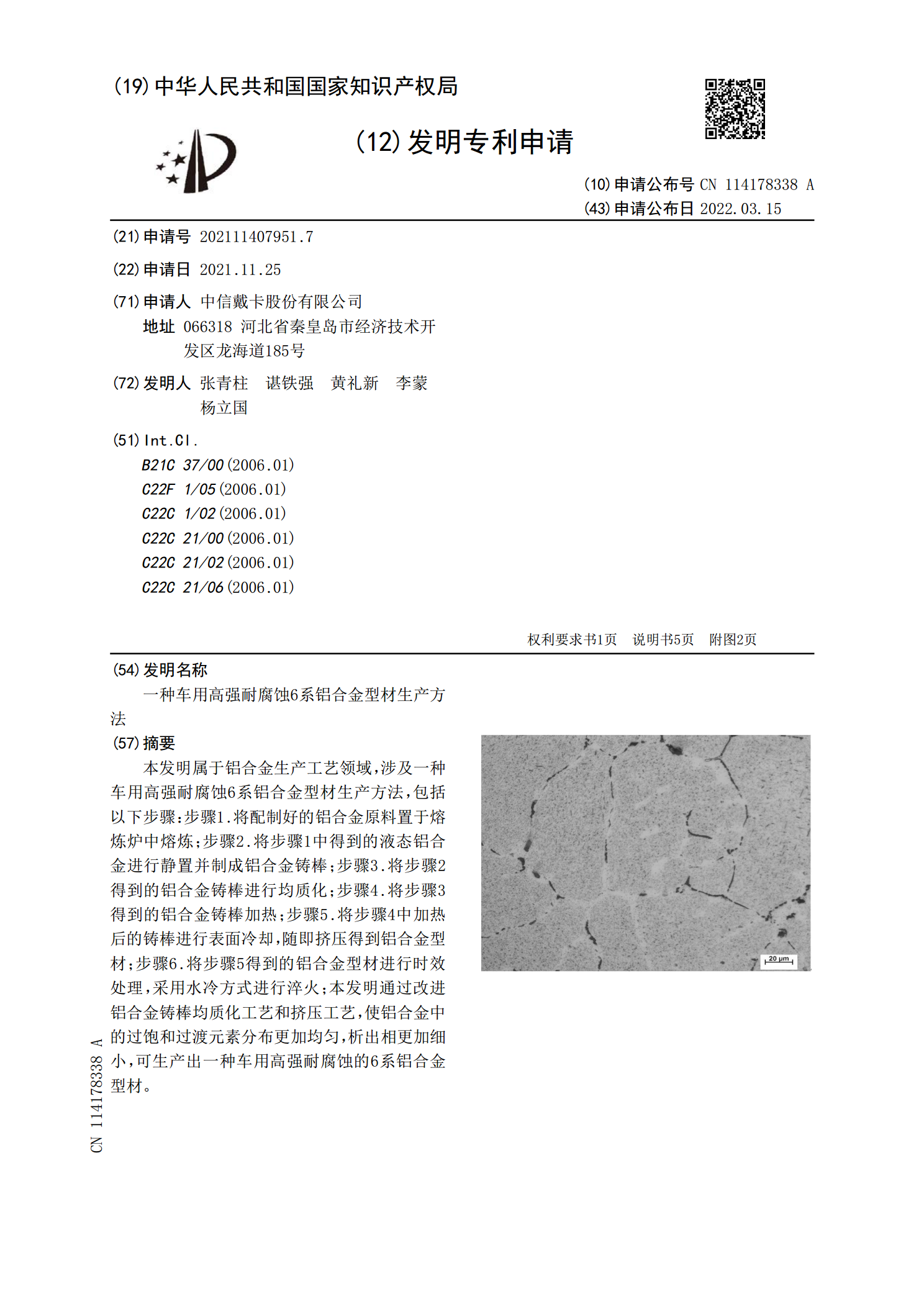
本发明属于铝合金生产工艺领域,涉及一种车用高强耐腐蚀6系铝合金型材生产方法,包括以下步骤:步骤1.将配制好的铝合金原料置于熔炼炉中熔炼;步骤2.将步骤1中得到的液态铝合金进行静置并制成铝合金铸棒;步骤3.将步骤2得到的铝合金铸棒进行均质化;步骤4.将步骤3得到的铝合金铸棒加热;步骤5.将步骤4中加热后的铸棒进行表面冷却,随即挤压得到铝合金型材;步骤6.将步骤5得到的铝合金型材进行时效处理,采用水冷方式进行淬火;本发明通过改进铝合金铸棒均质化工艺和挤压工艺,使铝合金中的过饱和过渡元素分布更加均匀,析出相更加
一种门窗用高强耐腐蚀铝合金型材.pdf
本发明公开了一种门窗用高强耐腐蚀铝合金型材,其成分按重量百分比包括:Mg?1.2-1.8;Cu?1-1.5;Mn?0.3-0.5;Zn?5-8;Sc?0.02-0.2;Ti?0.02-0.1;Cr?0.01-0.1;Fe?0.05-0.25;Yb?0.05-0.3;并按以下工艺制备:将原料熔炼后置于挤压机上挤压,挤压速度为5-40m/min;挤压结束后冷却至50℃以下进行拉伸矫直得到挤压件;将挤压件置于保温炉内进行热处理,水洗后进行脱脂、铬化、水洗、干燥,然后进行粉末喷涂得到。本发明提出的种门窗用高强耐腐
一种高强6系铝合金型材生产工艺.pdf
本发明属于铝合金生产工艺领域,涉及一种高强6系铝合金型材生产工艺,包括以下步骤:铝合金按照一定质量百分比配料;将配制好的铝合金原料置于熔炼炉中熔炼为液态铝合金,将液态铝合金熔铸为铝合金铸锭;将铝合金铸锭加热至565℃,保温8h,后空冷至室温;将铝合金铸锭预热至515℃,并对挤压筒进行加热,温度加热至450±10℃,后挤压得到铝合金型材;将挤压后的铝合金型材进行固溶处理,固溶处理温度为565℃,保温时间为55min,固溶后的铝合金型材用淬火液进行淬火;将淬火后的铝合金型材进行冷处理;冷处理后的铝合金型材进行
一种高强高韧耐腐蚀型铝合金型材.pdf
本发明公开了一种高强高韧耐腐蚀型铝合金型材,其成分包括:Mg、Cu、Mn、Zn、Zr、Ti、Cr、Fe、Y、Si、余量为Al;所述高强高韧耐腐蚀型铝合金型材按照以下工艺制备:将各原料进行熔炼,浇注后得到铸锭;将铸锭在460-500℃下保温2-5h,然后在520-550℃后保温10-15h得到均匀化铸锭;将挤压模具和均匀化铸锭预热后置于挤压机上进行挤压并拉伸矫直得到挤压件;将挤压件放置于保温炉内进行多级热处理得到热处理件;将热处理件脱脂、铬化后进行粉末喷涂。本发明提出的高强高韧耐腐蚀型铝合金型材,其强度高,
一种汽车用耐热耐腐蚀铝合金型材的生产工艺.pdf
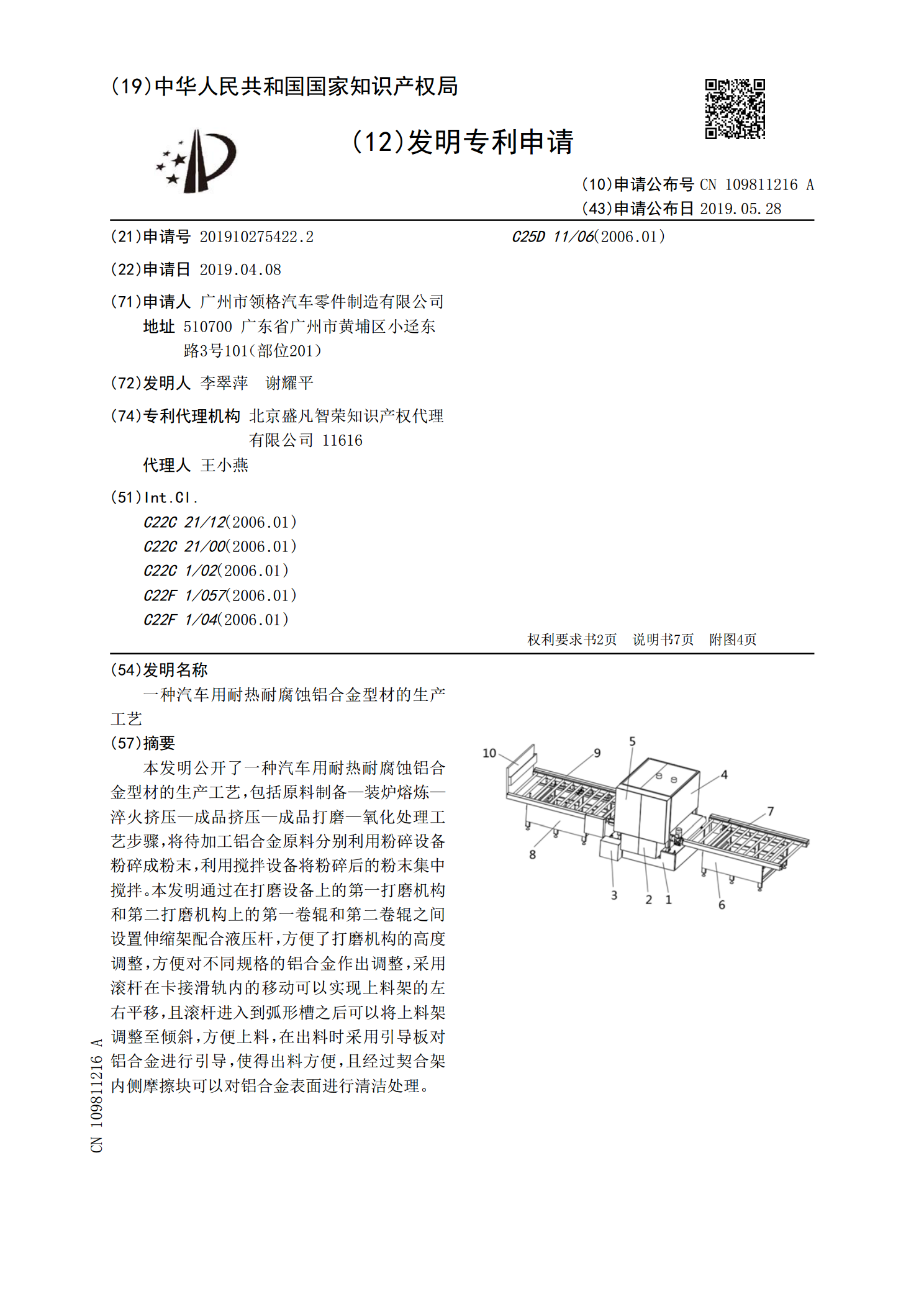
本发明公开了一种汽车用耐热耐腐蚀铝合金型材的生产工艺,包括原料制备—装炉熔炼—淬火挤压—成品挤压—成品打磨—氧化处理工艺步骤,将待加工铝合金原料分别利用粉碎设备粉碎成粉末,利用搅拌设备将粉碎后的粉末集中搅拌。本发明通过在打磨设备上的第一打磨机构和第二打磨机构上的第一卷辊和第二卷辊之间设置伸缩架配合液压杆,方便了打磨机构的高度调整,方便对不同规格的铝合金作出调整,采用滚杆在卡接滑轨内的移动可以实现上料架的左右平移,且滚杆进入到弧形槽之后可以将上料架调整至倾斜,方便上料,在出料时采用引导板对铝合金进行引导,使