
一种飞轮垂直分型垂直浇注铸造工艺.pdf

努力****采萍


1/8
2/8

3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种飞轮垂直分型垂直浇注铸造工艺.pdf
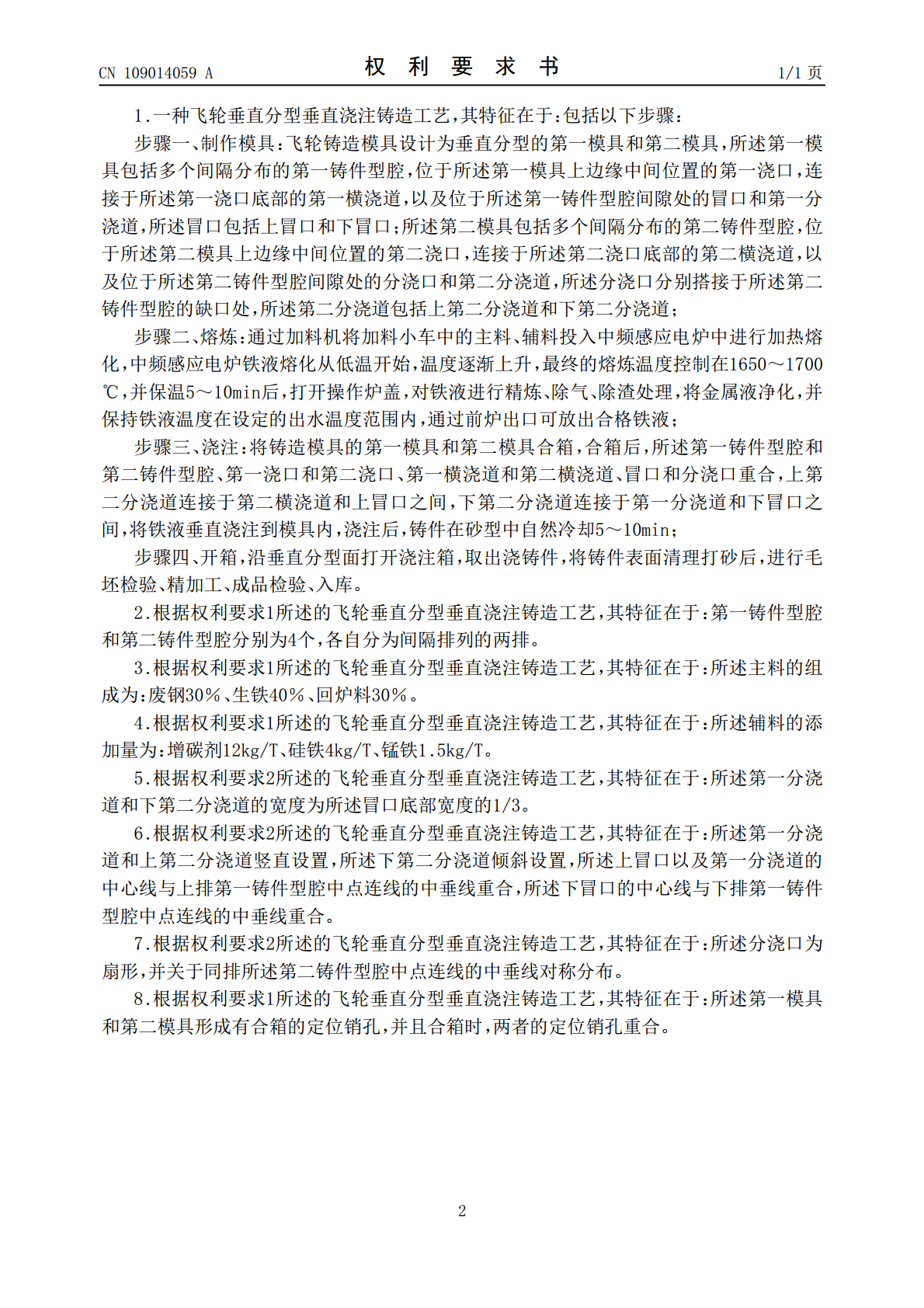
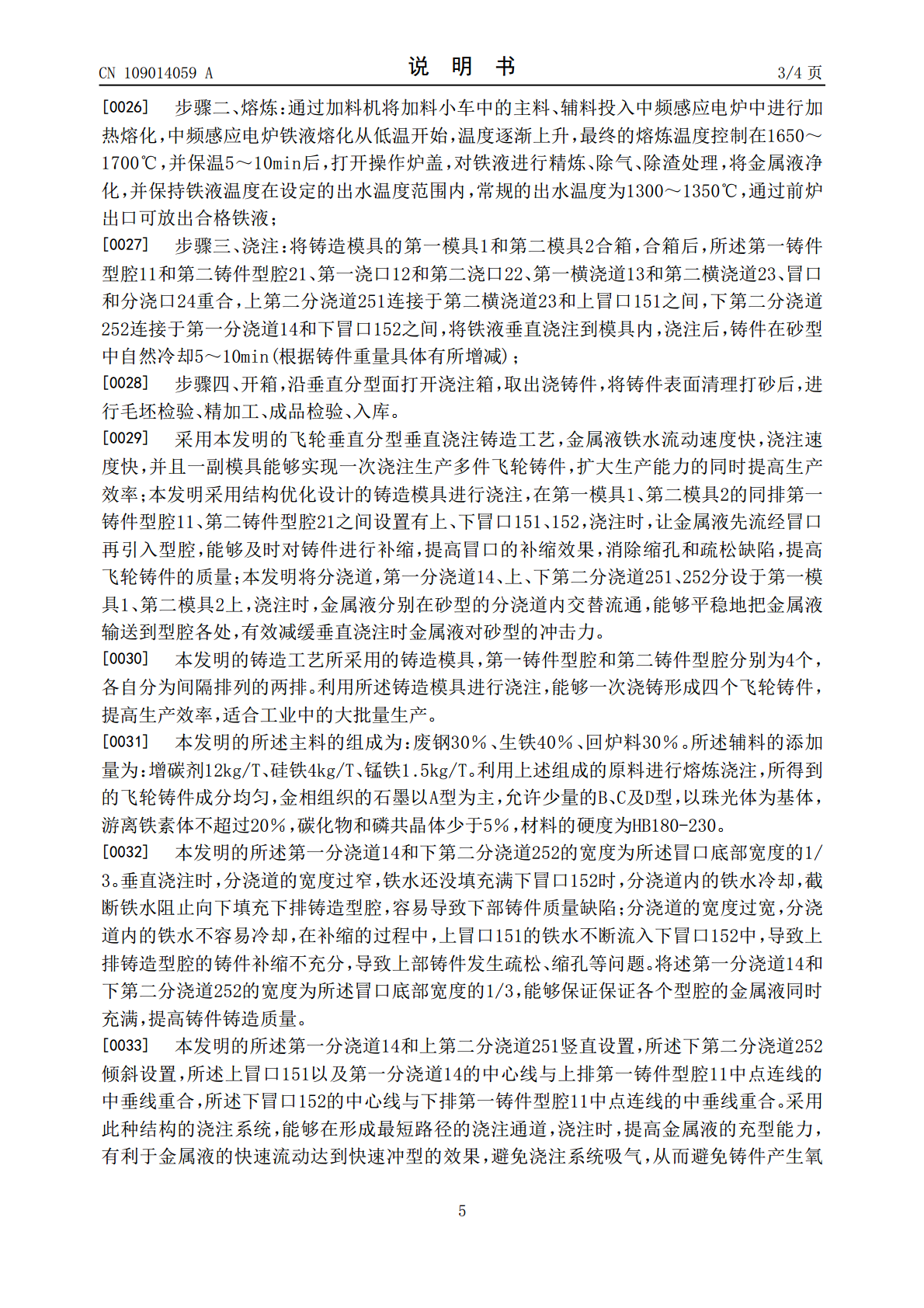
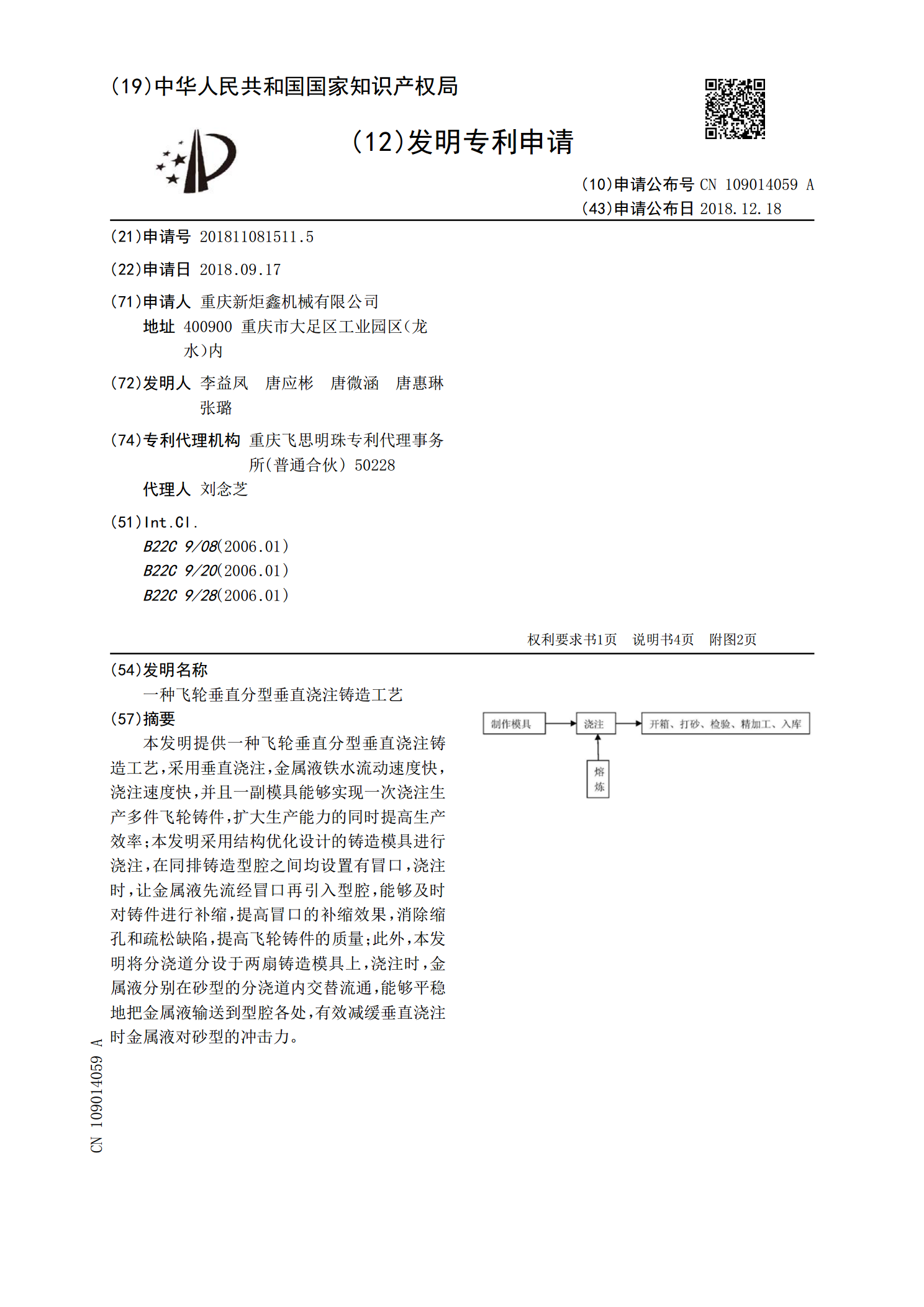
本发明提供一种飞轮垂直分型垂直浇注铸造工艺,采用垂直浇注,金属液铁水流动速度快,浇注速度快,并且一副模具能够实现一次浇注生产多件飞轮铸件,扩大生产能力的同时提高生产效率;本发明采用结构优化设计的铸造模具进行浇注,在同排铸造型腔之间均设置有冒口,浇注时,让金属液先流经冒口再引入型腔,能够及时对铸件进行补缩,提高冒口的补缩效果,消除缩孔和疏松缺陷,提高飞轮铸件的质量;此外,本发明将分浇道分设于两扇铸造模具上,浇注时,金属液分别在砂型的分浇道内交替流通,能够平稳地把金属液输送到型腔各处,有效减缓垂直浇注时金属液

一种铸件叠形垂直浇注铸造工艺.pdf
本发明涉及一种铸件叠形垂直浇注铸造工艺,包括以下步骤:S1.制作多组上型和下型,将每组上型和下型组合,并将多组上型和下型依次上下堆叠设置为浇注模具;S2.使用Q234冶炼铁水,铁水的出炉温度为1600‑1700℃;S3.将S2中冶炼的铁水浇注到S1中制得的浇注模具内,浇注温度为1550‑1600℃;S4.将S3中浇注到浇注模具中的铁水冷却为铸件毛坯,冷却时间≥2h,最终冷却温度≤650℃;S5.将S4中冷却后的铸件毛坯进行落砂处理,并将铸件毛坯的冒口切割;S6.对S5中切割冒口后的铸件毛坯进行检验;S7.

基于SINOVATION的垂直分型铸造工艺CAD系统的开发的开题报告.docx
基于SINOVATION的垂直分型铸造工艺CAD系统的开发的开题报告一、选题的背景和意义随着精益生产理念的普及和制造企业的竞争压力不断增大,掌握先进的生产技术和设备已成为许多企业追求提高产品质量和生产效率的重要途径。其中,铸造工艺是许多行业的关键工艺之一,尤其是在汽车、机床等行业中,铸造件数量庞大,工艺复杂度高,因此需要高效、精确的铸造设计和铸造工艺分析工具来支持制造过程。垂直分型铸造工艺作为一种先进的铸造工艺,通过独特的模具结构设计和铸造方法使得铸件的结构更为均匀,缺陷率更低,具有更强的机械性能,因此被

基于SINOVATION的垂直分型铸造工艺CAD系统的开发的任务书.docx
基于SINOVATION的垂直分型铸造工艺CAD系统的开发的任务书一、课题背景近年来,随着科技的不断发展和应用,CAD技术已经在各个行业得到了广泛的应用,其中包括铸造行业。而铸造行业的CAD系统开发也成为了不少企业和研究机构的重要任务。SINOVATION是我国领先的铸造设备制造企业,为了提升自身在铸造行业的竞争力和市场占有率,需要研发一款垂直分型铸造工艺CAD系统,以提供更加可靠和高效的工艺支持。本任务书就是为了明确开发该系统的任务目标、任务内容、任务要求等方面的要求。二、任务目标根据SINOVATIO

用于飞轮砂型铸造垂直浇铸的模板.pdf
本发明公开了一种用于飞轮砂型铸造垂直浇铸的模板,包括第一模板和第二模板,所述第一模板包括第一模底板以及形成于所述第一模底板上表面的四个第一铸件本体模样、第一浇冒模样,所述第二模板包括第二模底板以及形成于所述第二模底板上表面的四个第二铸件本体模样以及第二浇注模样。本发明的用于飞轮砂型铸造垂直浇铸的模板,只需在所述飞轮模型的第一模型和第二模型上分别套上砂箱进行填砂,即可在砂胎中形成飞轮的铸造型腔、浇注系统以及补缩系统,使得砂型容易制造,提高了生产效率,并适合大批量生产飞轮铸件。