
新型热成形加强件及其加工方法.pdf

永香****能手


1/9

2/9

3/9
4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
新型热成形加强件及其加工方法.pdf
本发明涉及汽车制造领域,具体涉及一种新型热成形加强件及其加工方法,所述的热成形加强件,按重量份包括铁20‑30份、纳米碳化硅微粒3‑5份、钨3‑5份、锰1‑2份、钼2‑6份、钴3‑5份、镍2‑3.5份、铬1‑2份、钒3‑5份、钛2‑4份。所述的加强件制备方法包括(1)将上述成分均匀混合;(2)混合后的原料投入到加热炉中精炼;(3)锻压;(4)淬火;(5)回火;(6)冲压制备。制备得到的冲压件材料具有优良的硬度,条件屈服强度和抗拉强度。

一种热成形件及其制备方法.pdf
本发明提供了一种热成形件及其制备方法,所述方法包括,将待处理钢板加热进行奥氏体化,获得奥氏体化钢板;将所述奥氏体化钢板进行热成形淬火,并以100‑300℃的温度进行开模,获得淬火件;将所述热成形件加热至T℃的温度后保温10‑600s进行配分处理,后冷却,获得热成形件;所述T>所述开模温度。本发明提供制备方法制备的热成形件,残留奥氏体体积分数为8‑10%,总伸长率为12‑14%,塑性好;充氢后强度损失为16‑18%,显著降低材料的氢脆敏感性,提升材料应对氢致延迟开裂的能力。
一种热成形高强钢及其加工方法.pdf
本发明提供了一种热成形高强钢及其加工方法,加工方法包括如下步骤:(A)选择包括如下化学组成的钢板毛坯:C≤0.2wt%,Si≤0.6wt%,Mn≤1.8wt%,还有Cr,Nb,Ti,Al和Fe元素;(B)将上述钢板毛坯先冷冲压落料,然后在加热炉内加热保温2‑6min,将所述加热高温钢板毛坯置于热成型模具中热冲压,保压冷却5‑20s,期间用成型模具对高温钢板进行急速冷却,后激光割孔及抛丸处理,即可。该加工方法得到的高强钢,碳含量、硅含量、锰含量明显低于现有技术,焊接性能优良,通过热成型模具快速冷却,高强钢淬

模具零件机械加工及其他成形方法.pptx
模具(mújù)制造技术模具(mújù)制造技术模具(mújù)制造技术模具制造(zhìzào)技术模具(mújù)制造技术模具(mújù)制造技术模具(mújù)制造技术模具制造(zhìzào)技术模具制造(zhìzào)技术模具(mújù)制造技术模具制造(zhìzào)技术模具制造(zhìzào)技术模具(mújù)制造技术模具(mújù)制造技术模具(mújù)制造技术模具制造(zhìzào)技术模具(mújù)制造技术模具制造(zhìzào)技术模具制造(zhìzào)技术模具制造(zhìzào
一种变强度热成形钢零件的加工方法.pdf
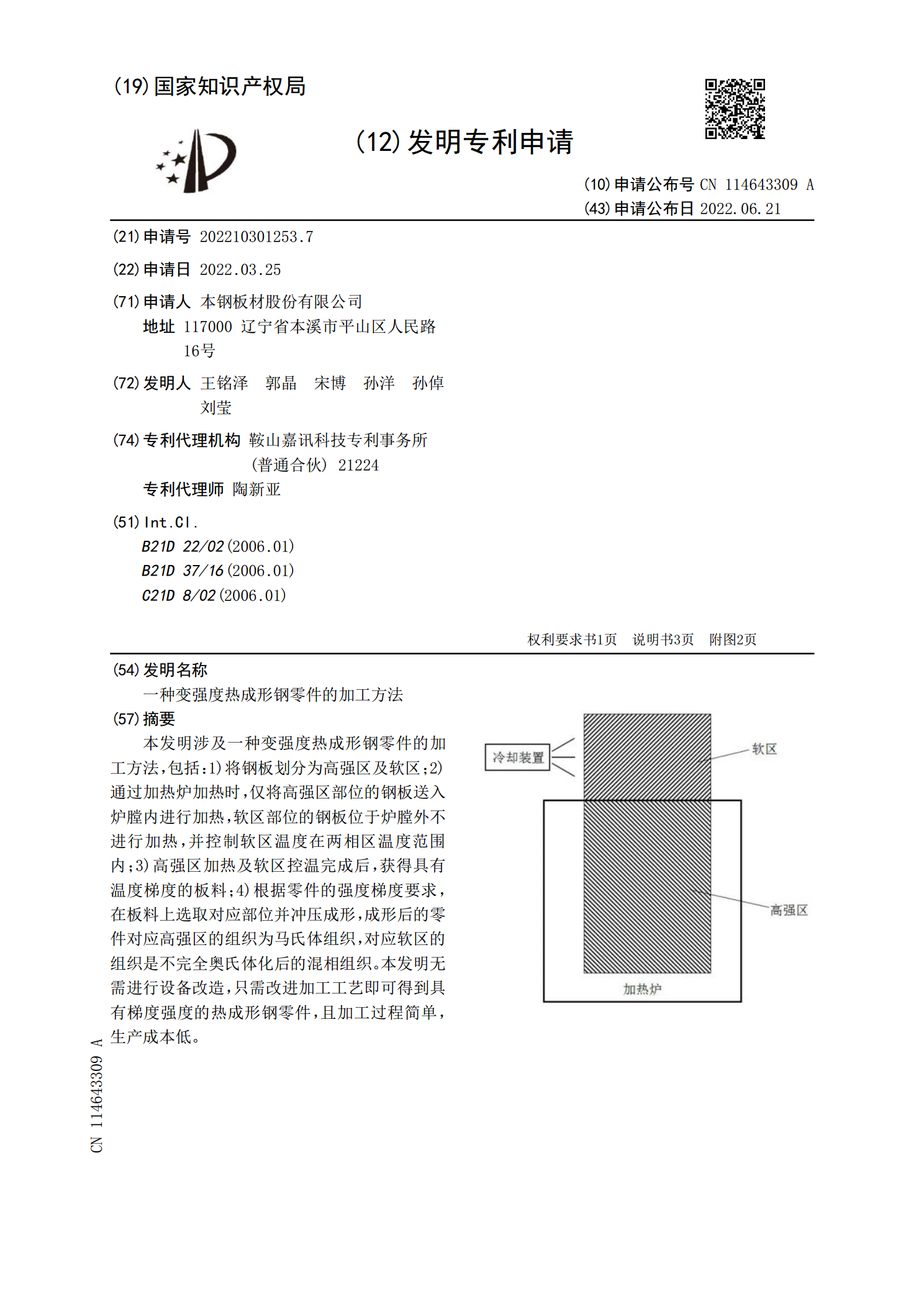
本发明涉及一种变强度热成形钢零件的加工方法,包括:1)将钢板划分为高强区及软区;2)通过加热炉加热时,仅将高强区部位的钢板送入炉膛内进行加热,软区部位的钢板位于炉膛外不进行加热,并控制软区温度在两相区温度范围内;3)高强区加热及软区控温完成后,获得具有温度梯度的板料;4)根据零件的强度梯度要求,在板料上选取对应部位并冲压成形,成形后的零件对应高强区的组织为马氏体组织,对应软区的组织是不完全奥氏体化后的混相组织。本发明无需进行设备改造,只需改进加工工艺即可得到具有梯度强度的热成形钢零件,且加工过程简单,生产