
钢管水雾冷却方法.pdf

小忆****ng

1/10
2/10
3/10
4/10
5/10

6/10
7/10
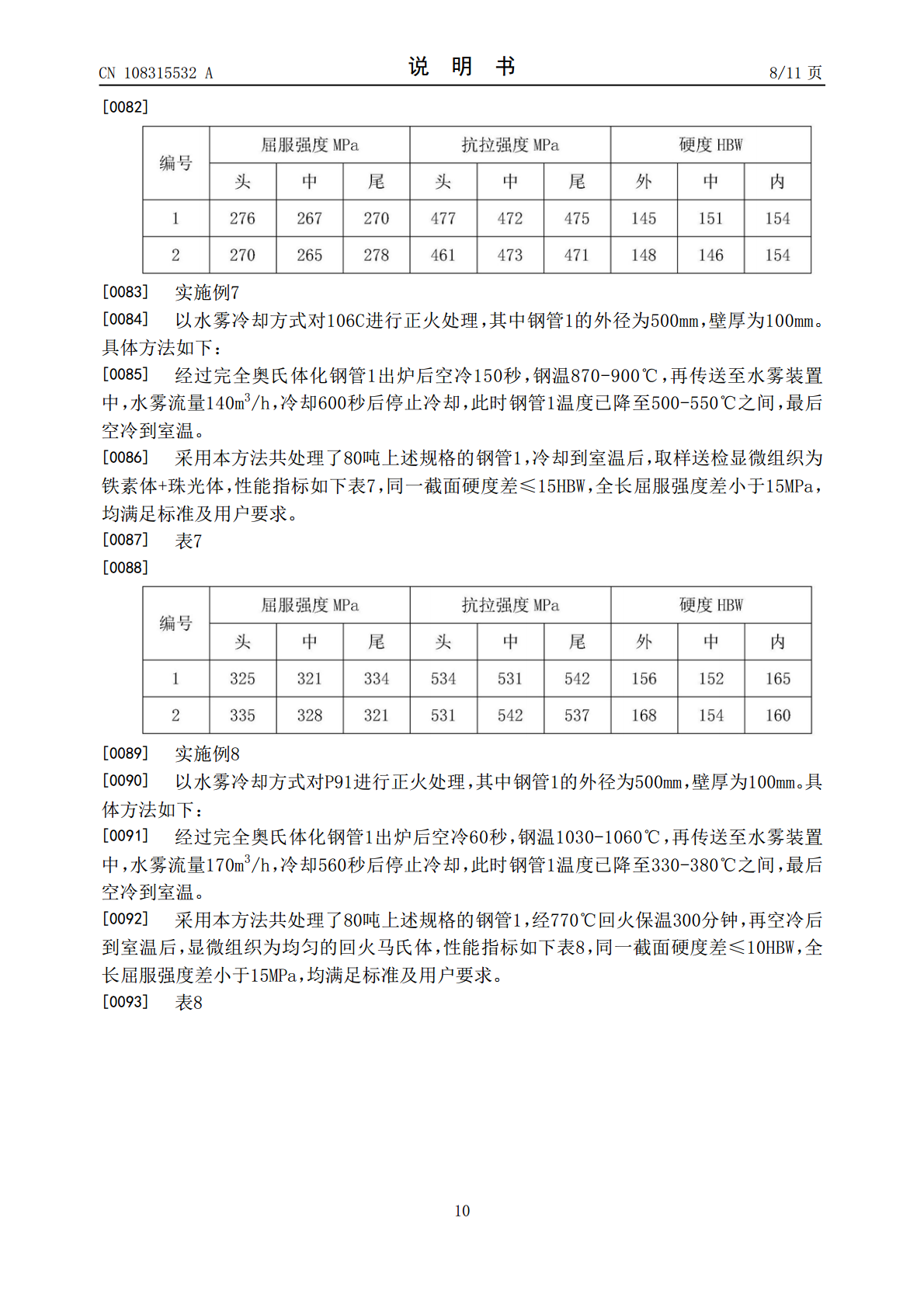
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢管水雾冷却方法.pdf
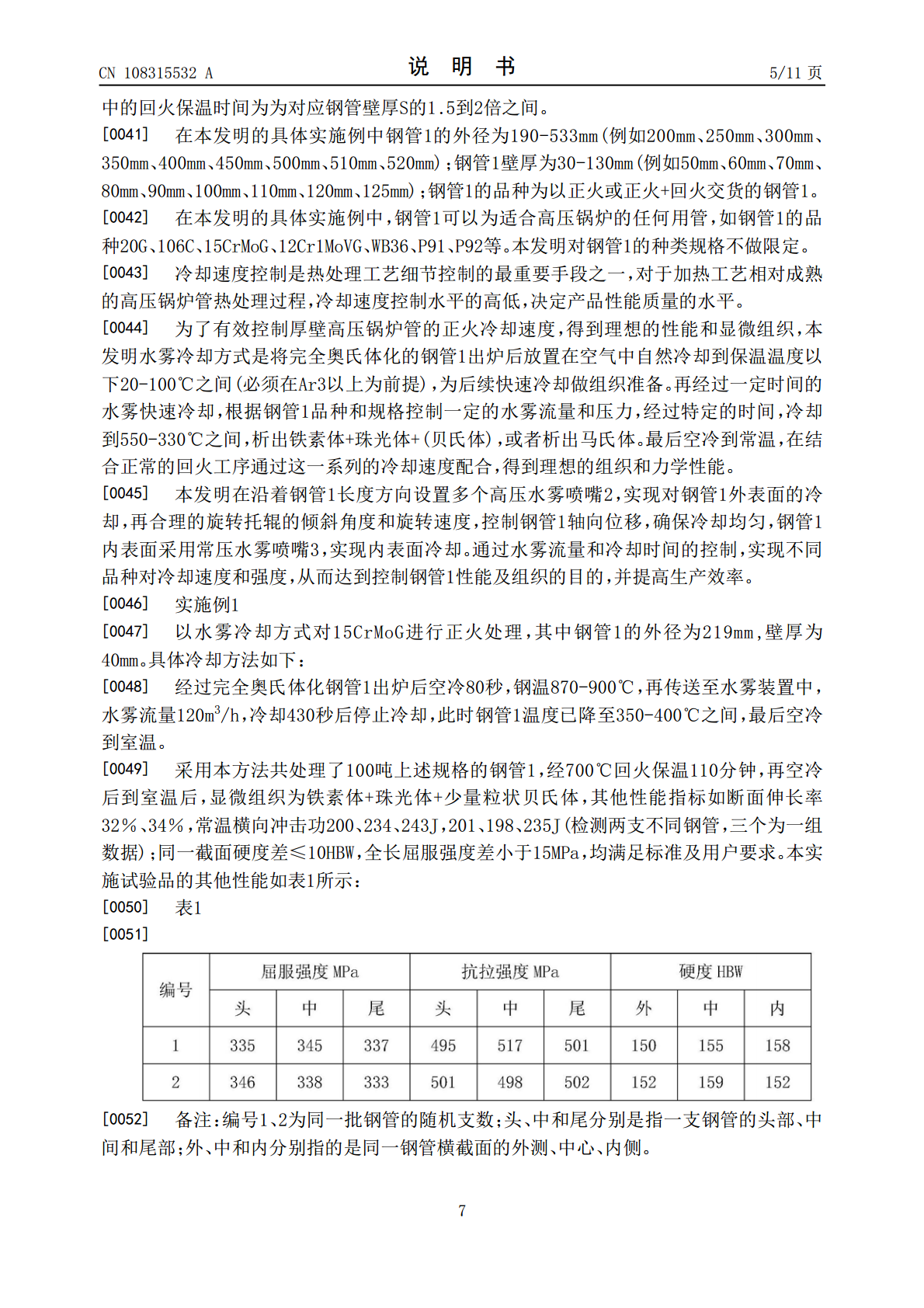
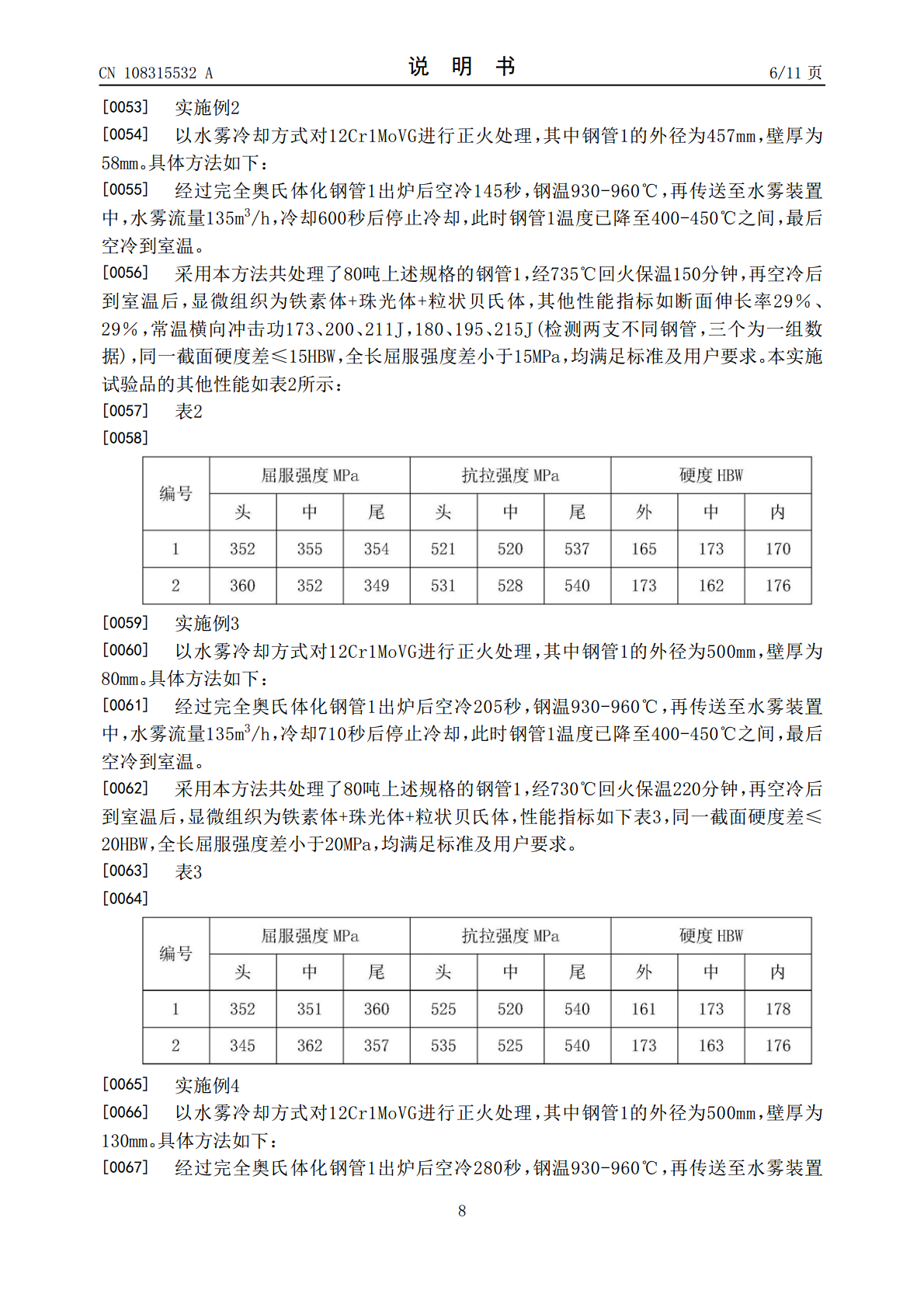
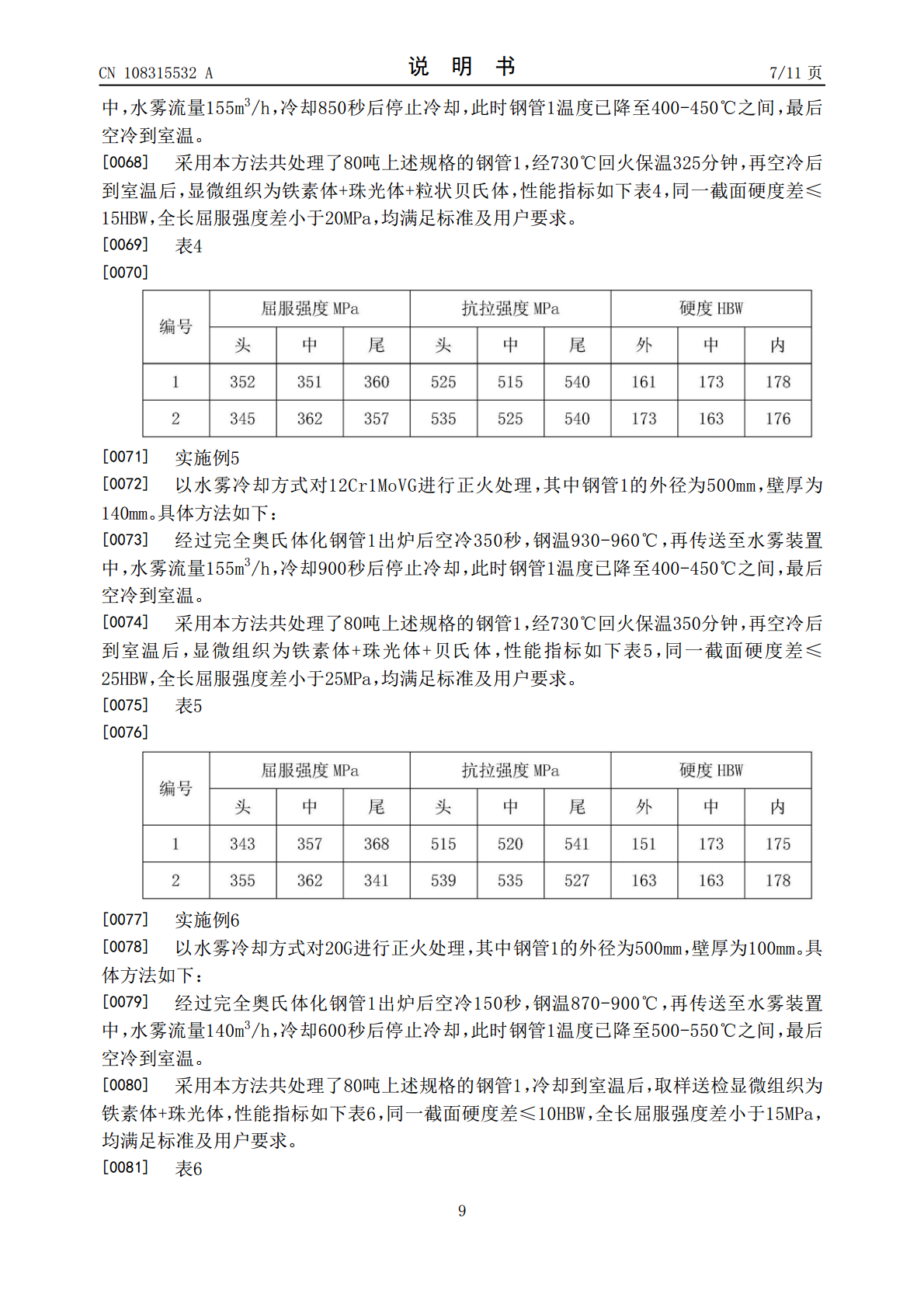
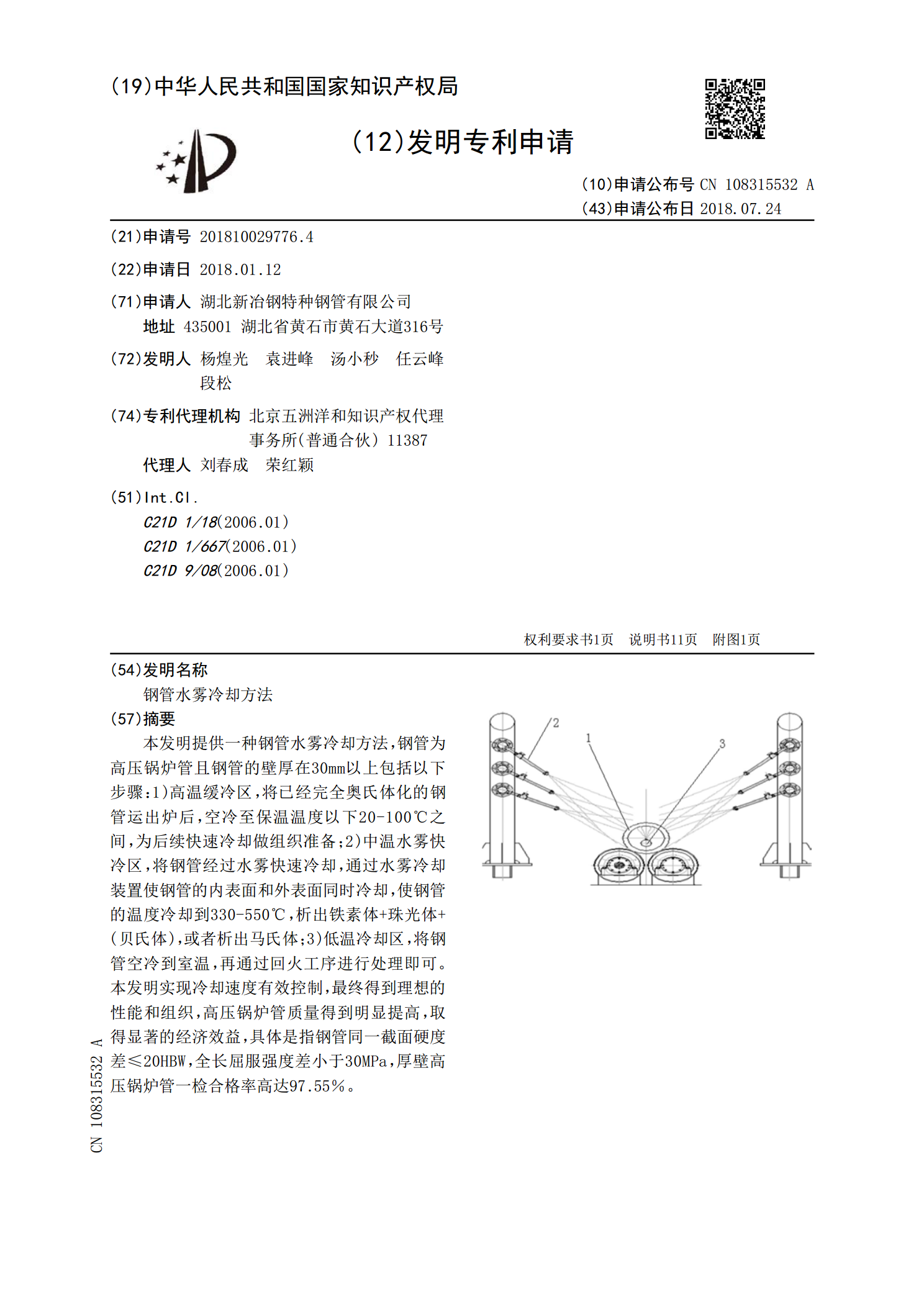
本发明提供一种钢管水雾冷却方法,钢管为高压锅炉管且钢管的壁厚在30mm以上包括以下步骤:1)高温缓冷区,将已经完全奥氏体化的钢管运出炉后,空冷至保温温度以下20‑100℃之间,为后续快速冷却做组织准备;2)中温水雾快冷区,将钢管经过水雾快速冷却,通过水雾冷却装置使钢管的内表面和外表面同时冷却,使钢管的温度冷却到330‑550℃,析出铁素体+珠光体+(贝氏体),或者析出马氏体;3)低温冷却区,将钢管空冷到室温,再通过回火工序进行处理即可。本发明实现冷却速度有效控制,最终得到理想的性能和组织,高压锅炉管质量得

车轮热处理后水雾冷却方法.pdf
车轮热处理后水雾冷却方法,包括高温冷却,低温冷却和风刀吹扫三个工序。所述高温冷却工序的冷却室长度为8m,水泵水压6‑7MPa,所述低温冷却工序的冷却室长度长7m,水泵压力5‑6Mpa。冷却室两侧各布置两条冷却管路,第一路高度在辊道上方100‑200mm,第二路高度在辊道上方380‑420mm;在每路冷却管上,均布30‑35个雾化冷却喷嘴,雾化喷嘴型号为5010。所述风刀吹扫工序的长度为4m。风刀吹扫风力由离心风机提供,离心风机功率1.8kW。所述冷却室上方配有冷凝管,处于通风口和冷却风机之间。冷却室设置冷

轮毂的铸造方法及其使用的水雾冷却装置.pdf
本发明公开的了一种轮毂的铸造方法,它包括以下步骤:1)将模具及冷却装置安装在铸造机上;2)将液态的铝水浇铸到模具的型腔内;3)通过水冷却装置(6)进行初步冷却,打开侧模(1);4)启动水雾冷却装置(3),直接对准轮毂铸件(2)的边缘部位进行水雾冷却;5)冷却至室温后,进行起模;6)脱模。该铸造方法中所使用的水雾冷却装置中,雾管的一端与雾源相通,另一端与喷雾头(35)相通,并且雾管通过连接支架(31)固定在上模(4)的顶端,喷雾头(35)位于轮毂铸件(2)边缘部位的上方。这样,避免轮毂的上端边缘处产生缩松等
一种水雾冷却方式.pdf
本发明公开了一种水雾冷却方式,使用水雾冷却装置对模具进行冷却,包括对底模冷却、上模冷却、边模冷却。所述的水雾冷却装置的冷却介质水的温度30℃以上,35℃以下;所述的水雾冷却的水和气的用量比(体积比)为1∶530~1∶510。由于本发明使用水雾冷却工艺容易对冷却速度进行控制,轮辋部位的缩松缺陷几率较小;冷却介质为水和气的混合体,直接作用于模具表面,毛坯的机械性能也一定的改善,降低针孔报废率及返工率,模具的使用寿命也显著提高。?

铸铁机高效水雾冷却装置.doc
铸铁机高效水雾冷却装置开发前提目前,国内各炼铁厂铸铁机使用的都是常规喷淋冷却系统,此种结构铸铁模冷却方式的原理是用安装在铸铁机链带上方的多排壁上打小孔的钢管组成,冷却水通过钢管小孔向铸铁模喷水。这种结构的冷却系统存在以下不足:用水量大,不节能。由于链带、铸铁模工作在高温状态下(1300℃),喷淋的不均匀性造成了铸铁模热胀冷缩的不一致,这种交变应力是铸铁模断裂损坏的主要原因之一。水喷淋到未凝固或刚凝固的铸铁表面时由于水珠大造成铁水在铸铁表面爆炸,产生崩铁现象,爆炸产生的细小铁粉