
一种高炉安全放残铁开口控制方法.pdf

猫巷****傲柏


1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高炉安全放残铁开口控制方法.pdf
一种高炉安全放残铁开口控制方法,包括如下步骤:1)选定炉缸残铁口位置,对涉及的冷却壁内水管进行除水、封堵压浆;在炉皮开孔前确定好开孔形状并做好周边区域的炉皮保护工作;2)在炉缸残铁口位置使用开孔钻机在冷却壁开孔;3)在冷却壁开孔的范围内对炉缸碳砖进行钻孔,通过安放加强钢板,将加强钢板外侧进行硬质材料捣打料进行捣打密实,用钻孔设备对加强钢板及炉缸碳砖进行开孔,每钻进50~100mm进行温度检测,钻孔至温度检测600~800℃时用氧气管进行烧氧气,直至放出炉内残铁。本发明可对炉缸残铁口开口部位的炉皮、冷却壁进
一种高炉放残铁结构、高炉及高炉放残铁的方法.pdf
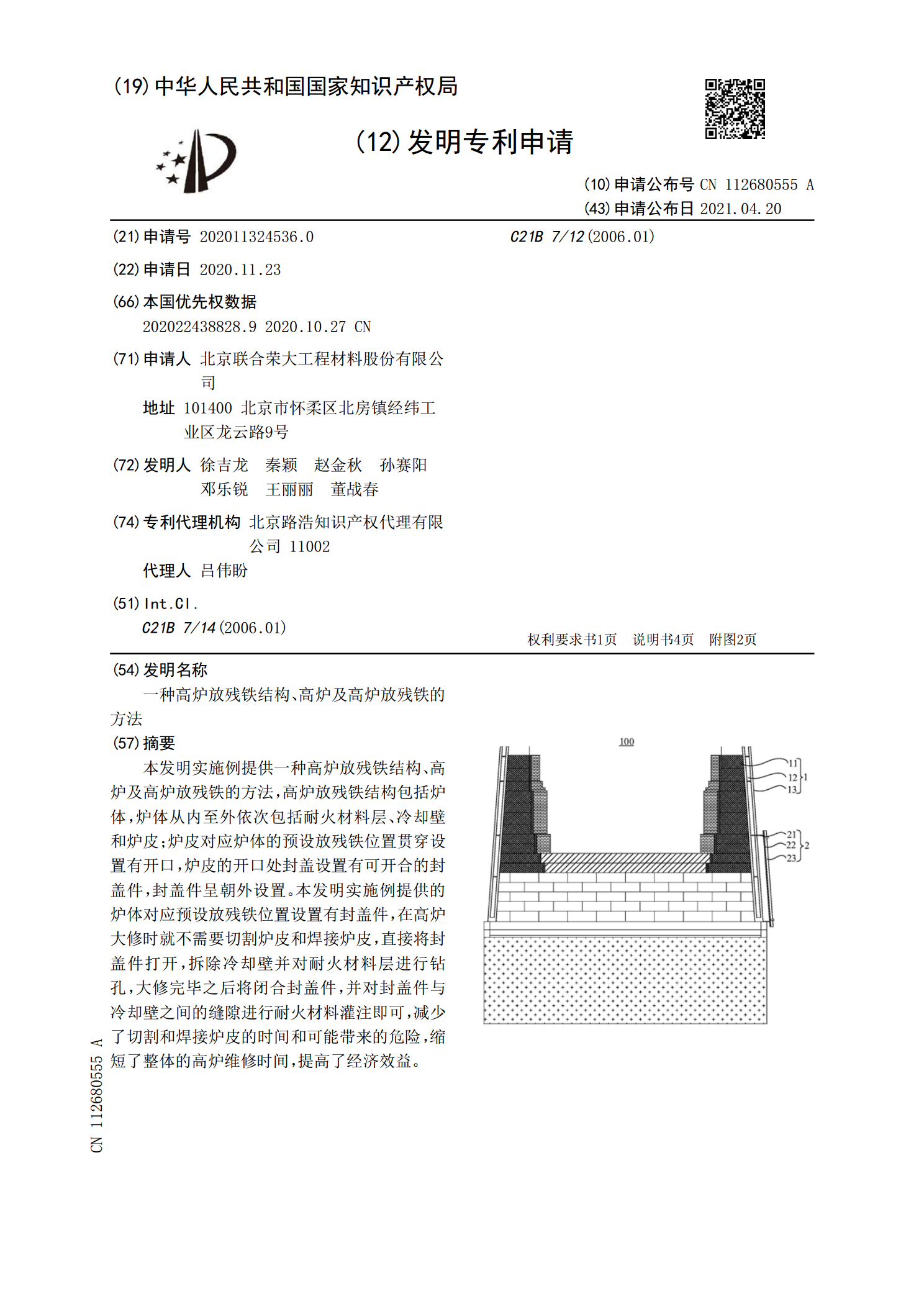
本发明实施例提供一种高炉放残铁结构、高炉及高炉放残铁的方法,高炉放残铁结构包括炉体,炉体从内至外依次包括耐火材料层、冷却壁和炉皮;炉皮对应炉体的预设放残铁位置贯穿设置有开口,炉皮的开口处封盖设置有可开合的封盖件,封盖件呈朝外设置。本发明实施例提供的炉体对应预设放残铁位置设置有封盖件,在高炉大修时就不需要切割炉皮和焊接炉皮,直接将封盖件打开,拆除冷却壁并对耐火材料层进行钻孔,大修完毕之后将闭合封盖件,并对封盖件与冷却壁之间的缝隙进行耐火材料灌注即可,减少了切割和焊接炉皮的时间和可能带来的危险,缩短了整体的高
一种高炉放残铁方法.pdf
本发明提供了一种高炉放残铁的方法,所述方法包括,获得高炉放残铁位置;所述高炉停风前2‑7天,对所述高炉炉皮进行预切割;在高炉停风前3‑4天,向高炉中加入萤石以使高炉终渣中CaF
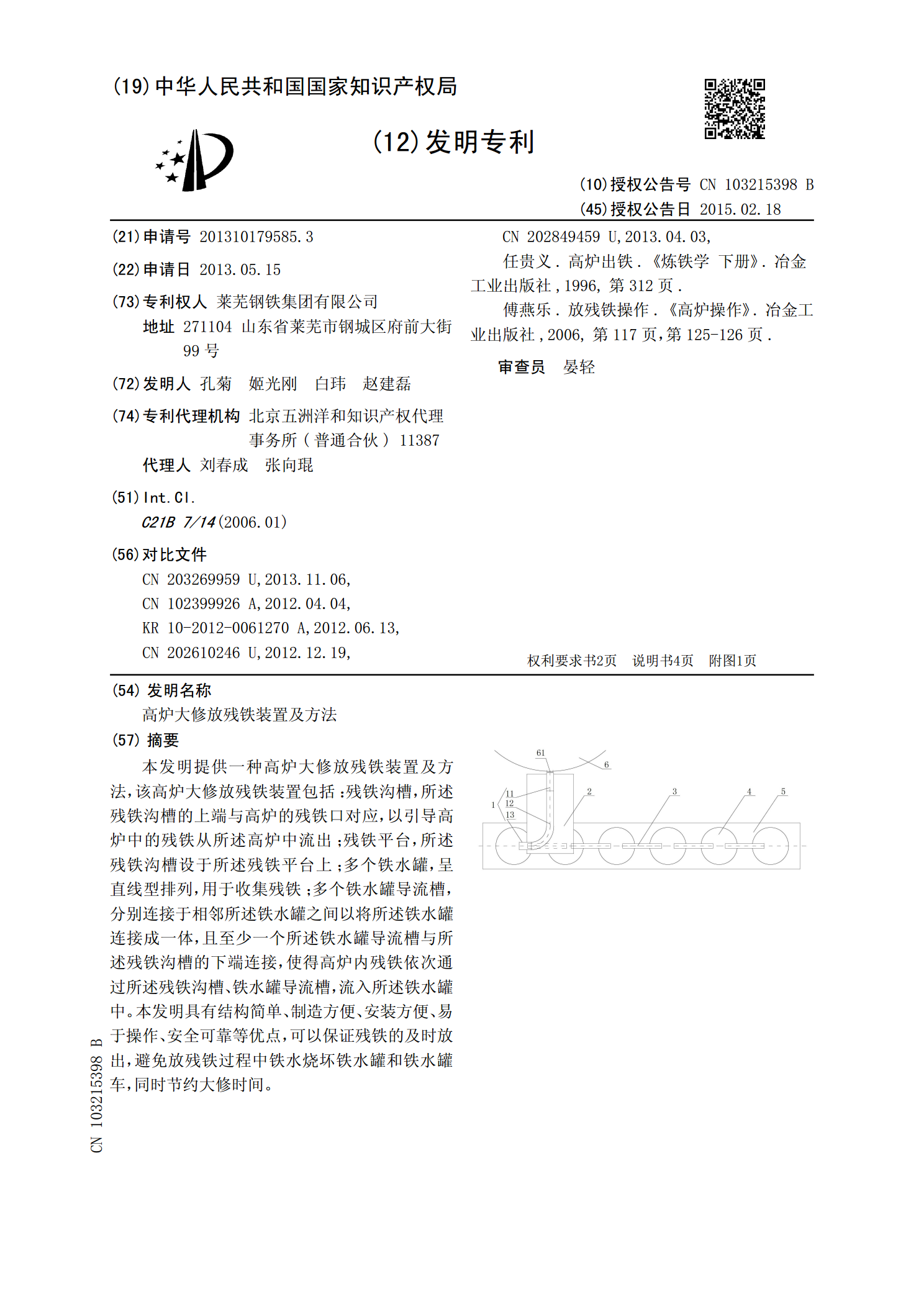
高炉大修放残铁装置及方法.pdf
本发明提供一种高炉大修放残铁装置及方法,该高炉大修放残铁装置包括:残铁沟槽,所述残铁沟槽的上端与高炉的残铁口对应,以引导高炉中的残铁从所述高炉中流出;残铁平台,所述残铁沟槽设于所述残铁平台上;多个铁水罐,呈直线型排列,用于收集残铁;多个铁水罐导流槽,分别连接于相邻所述铁水罐之间以将所述铁水罐连接成一体,且至少一个所述铁水罐导流槽与所述残铁沟槽的下端连接,使得高炉内残铁依次通过所述残铁沟槽、铁水罐导流槽,流入所述铁水罐中。本发明具有结构简单、制造方便、安装方便、易于操作、安全可靠等优点,可以保证残铁的及时放
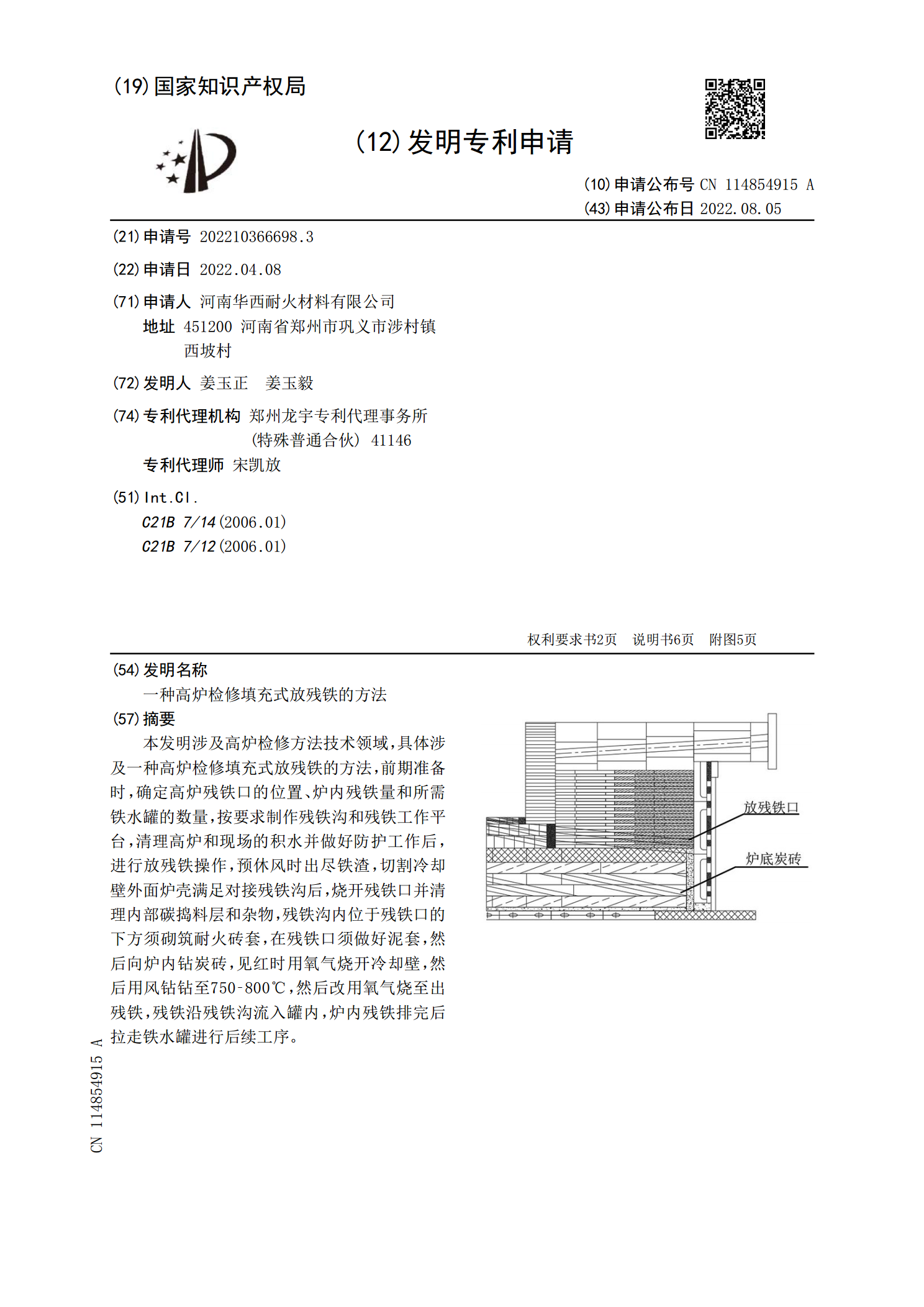
一种高炉检修填充式放残铁的方法.pdf
本发明涉及高炉检修方法技术领域,具体涉及一种高炉检修填充式放残铁的方法,前期准备时,确定高炉残铁口的位置、炉内残铁量和所需铁水罐的数量,按要求制作残铁沟和残铁工作平台,清理高炉和现场的积水并做好防护工作后,进行放残铁操作,预休风时出尽铁渣,切割冷却壁外面炉壳满足对接残铁沟后,烧开残铁口并清理内部碳捣料层和杂物,残铁沟内位于残铁口的下方须砌筑耐火砖套,在残铁口须做好泥套,然后向炉内钻炭砖,见红时用氧气烧开冷却壁,然后用风钻钻至750‑800℃,然后改用氧气烧至出残铁,残铁沿残铁沟流入罐内,炉内残铁排完后拉走