
一种低氧低夹杂轴承钢的制备方法.pdf

光誉****君哥

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种低氧低夹杂轴承钢的制备方法.pdf
一种低氧低夹杂轴承钢的制备方法,包括原料准备、转炉冶炼及合金化、LF+VD精炼、连铸、轧制、缓冷;控制轴承钢的化学成分质量百分比含量为:C1.06~1.1,Si0.7~0.75,Mn1.30~1.35,Mo0.02~0.05,Ni0.06~0.08、Cr1.85~1.9,Co0.02‑0.04,V0.02~0.03、Al
一种低氧低夹杂物P91电渣钢的制备方法.pdf
本发明属于电渣重熔技术领域,具体涉及一种Φ390~Φ500mm、P91电渣钢的氧含量及其非金属夹杂物的控制方法。所述方法包括以下步骤:采用抛丸方式清理自耗电极表面残留的氧化铁;控制电渣重熔渣系和渣量:所述渣系由以下重量百分比成分组成:CaF2?47~53%,Al2O3?23~27%,CaO?18~22%,MgO?4.2~5.8%;所述电渣钢锭锭型为Φ390~Φ500mm,渣量控制在54~120Kg/炉;电渣重熔过程中加入还原剂,所述还原剂为铝粉,铝粉加入量为0~8g/5min;通过本方法生产P91电渣钢的
一种真空感应冶炼制备超低氧轴承钢铸锭的方法.pdf
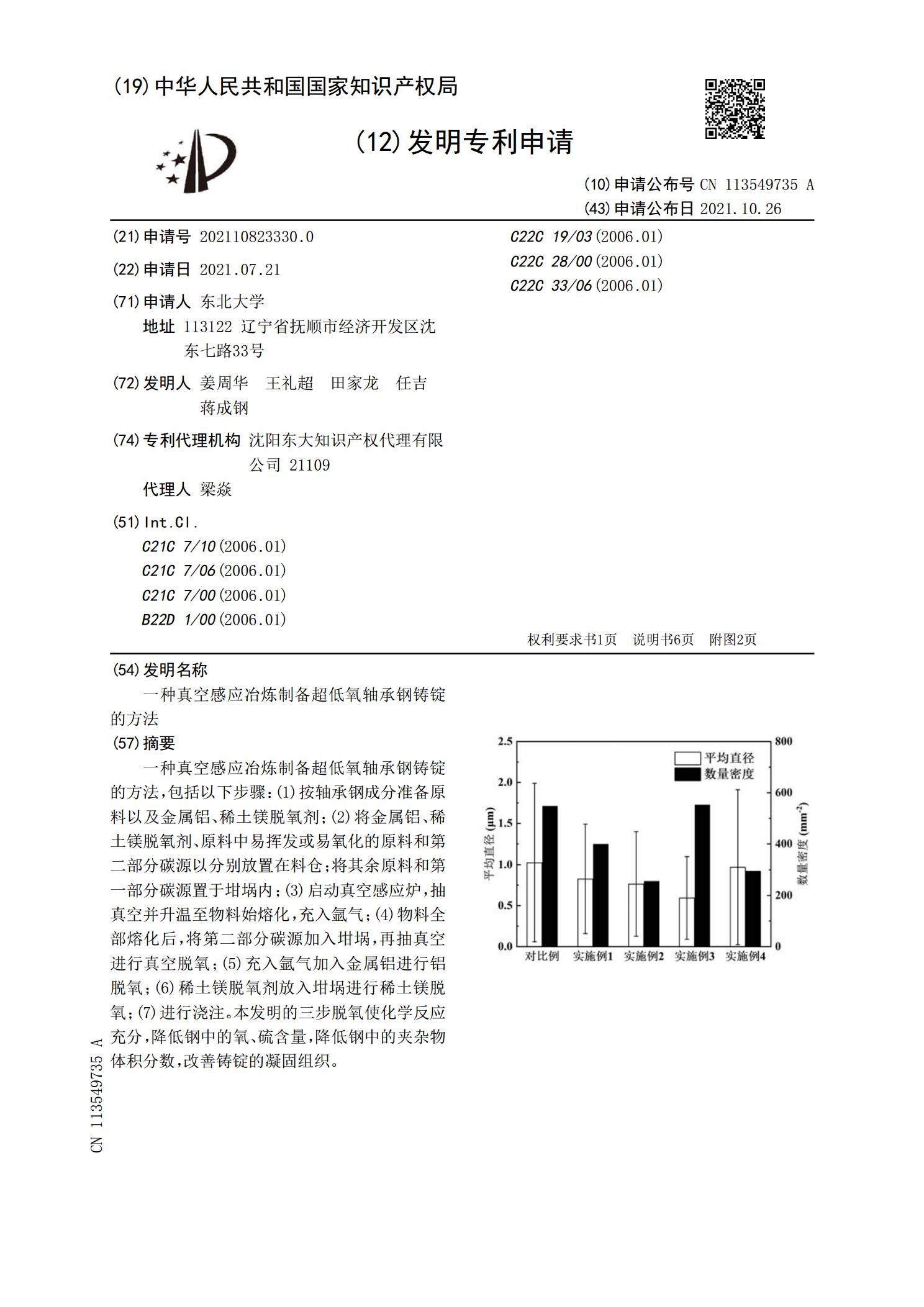
一种真空感应冶炼制备超低氧轴承钢铸锭的方法,包括以下步骤:(1)按轴承钢成分准备原料以及金属铝、稀土镁脱氧剂;(2)将金属铝、稀土镁脱氧剂、原料中易挥发或易氧化的原料和第二部分碳源以分别放置在料仓;将其余原料和第一部分碳源置于坩埚内;(3)启动真空感应炉,抽真空并升温至物料始熔化,充入氩气;(4)物料全部熔化后,将第二部分碳源加入坩埚,再抽真空进行真空脱氧;(5)充入氩气加入金属铝进行铝脱氧;(6)稀土镁脱氧剂放入坩埚进行稀土镁脱氧;(7)进行浇注。本发明的三步脱氧使化学反应充分,降低钢中的氧、硫含量,降
一种低氧低钛高碳铬轴承钢的炉外精炼生产方法.pdf
本发明涉及一种低氧低钛高碳铬轴承钢的炉外精炼生产方法,采用的工序为KR→BOF→LF→RH→CC→轧制,并进一步控制(1)KR铁水预处理的终点铁水硫含量≤0.005%;(2)BOF吹氧脱碳,终点碳含量在0.15%~0.80%,按铝氧平衡图出钢时向钢水中加入0.5kg/t以上的铝量使出钢后钢中氧含量降至30ppm以下,出钢温度控制在1600℃~1700℃;(3)在LF精炼中添加精炼渣,控制精炼渣中自由CaO摩尔分数为40%~60%,控制钢中铝含量在0.03%~0.07%,出钢时氧含量控制在10ppm以下,出
一种超低氧化夹杂物钢的生产方法.pdf
本发明公开了一种超低氧化夹杂物钢的生产方法,采取两次真空处理工艺,第一次真空处理利用碳脱氧,降低钢中自由氧含量;第二次真空处理使夹杂物充分上浮,以利于自由氧的排除。在两次真空处理工艺之间加入LF炉处理,保证钢水的升温效果,利用加铝进一步脱除钢中氧含量,形成易于吸附夹杂物的炉渣。同时,在第二次真空处理后期,采取弱吹氩工艺,进一步促进夹杂物的上浮和排除。实施本发明,可以将钢中氧含量稳定控制在5ppm以下,并且实现单浇次平均连浇3罐以上。