
一种提高高强塑积中锰钢激光焊接接头塑性的热处理方法.pdf

Jo****34

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高高强塑积中锰钢激光焊接接头塑性的热处理方法.pdf
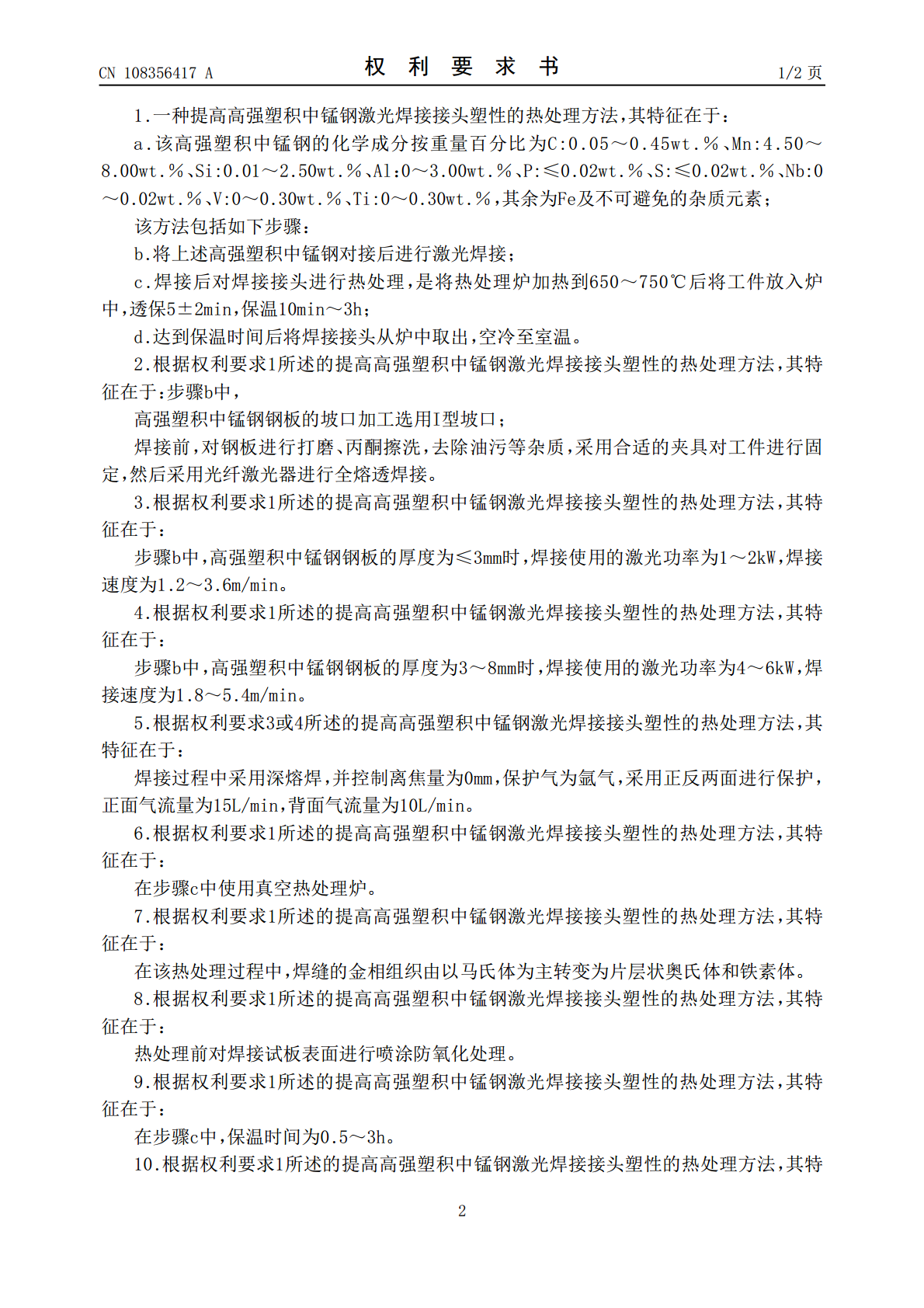
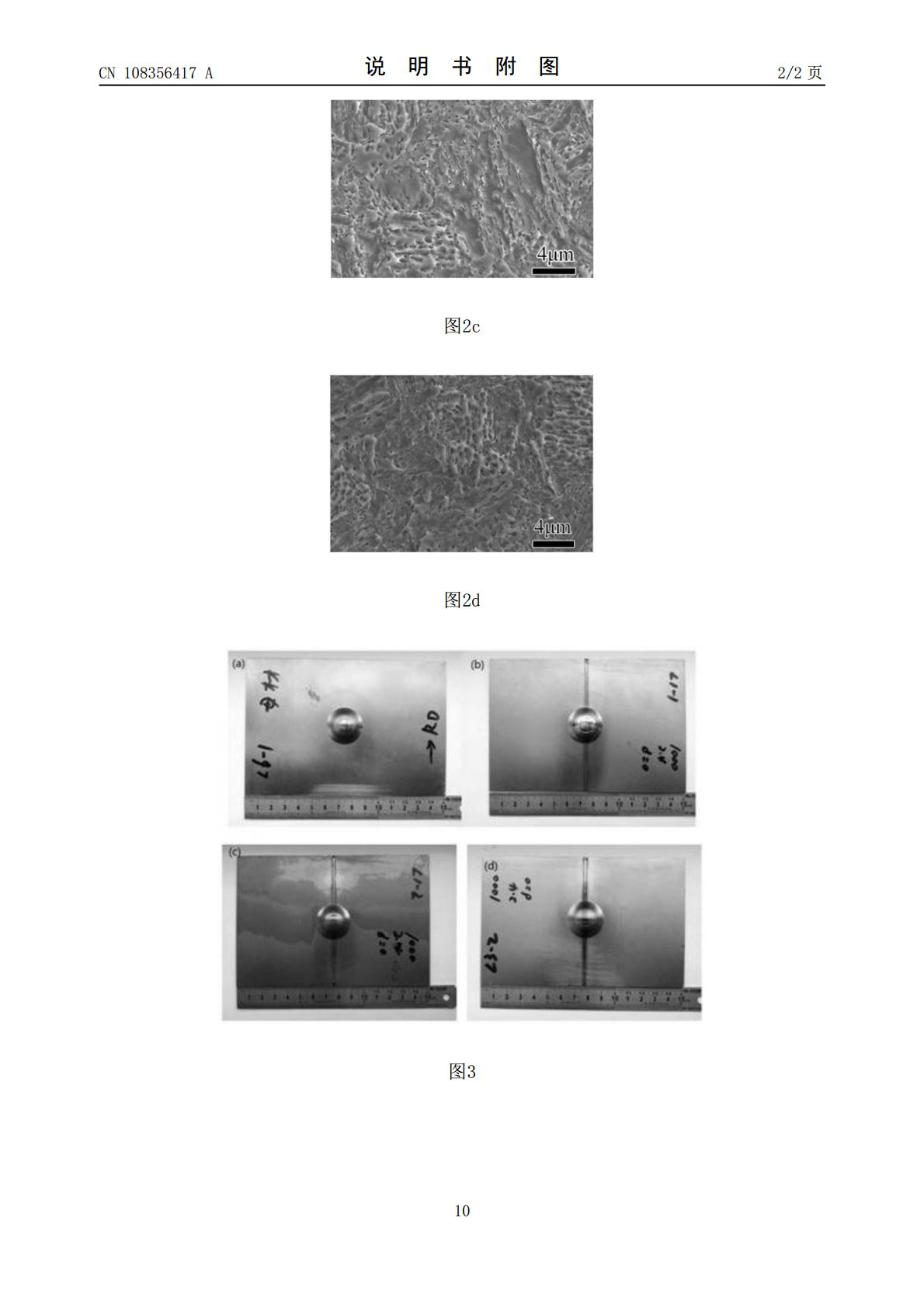
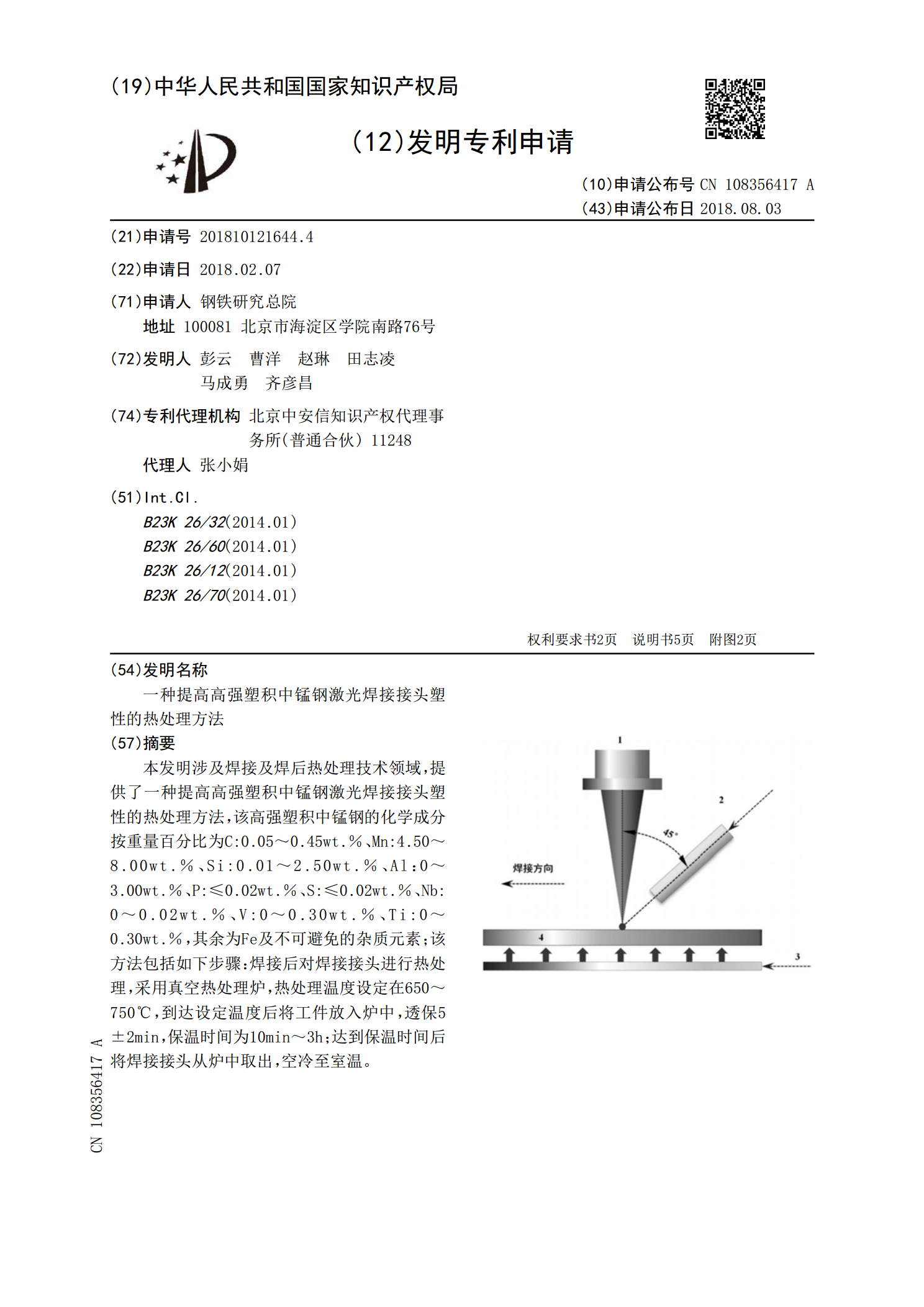
本发明涉及焊接及焊后热处理技术领域,提供了一种提高高强塑积中锰钢激光焊接接头塑性的热处理方法,该高强塑积中锰钢的化学成分按重量百分比为C:0.05~0.45wt.%、Mn:4.50~8.00wt.%、Si:0.01~2.50wt.%、Al:0~3.00wt.%、P:≤0.02wt.%、S:≤0.02wt.%、Nb:0~0.02wt.%、V:0~0.30wt.%、Ti:0~0.30wt.%,其余为Fe及不可避免的杂质元素;该方法包括如下步骤:焊接后对焊接接头进行热处理,采用真空热处理炉,热处理温度设定在65
一种高强塑积无屈服平台冷轧中锰钢板的制备方法.pdf
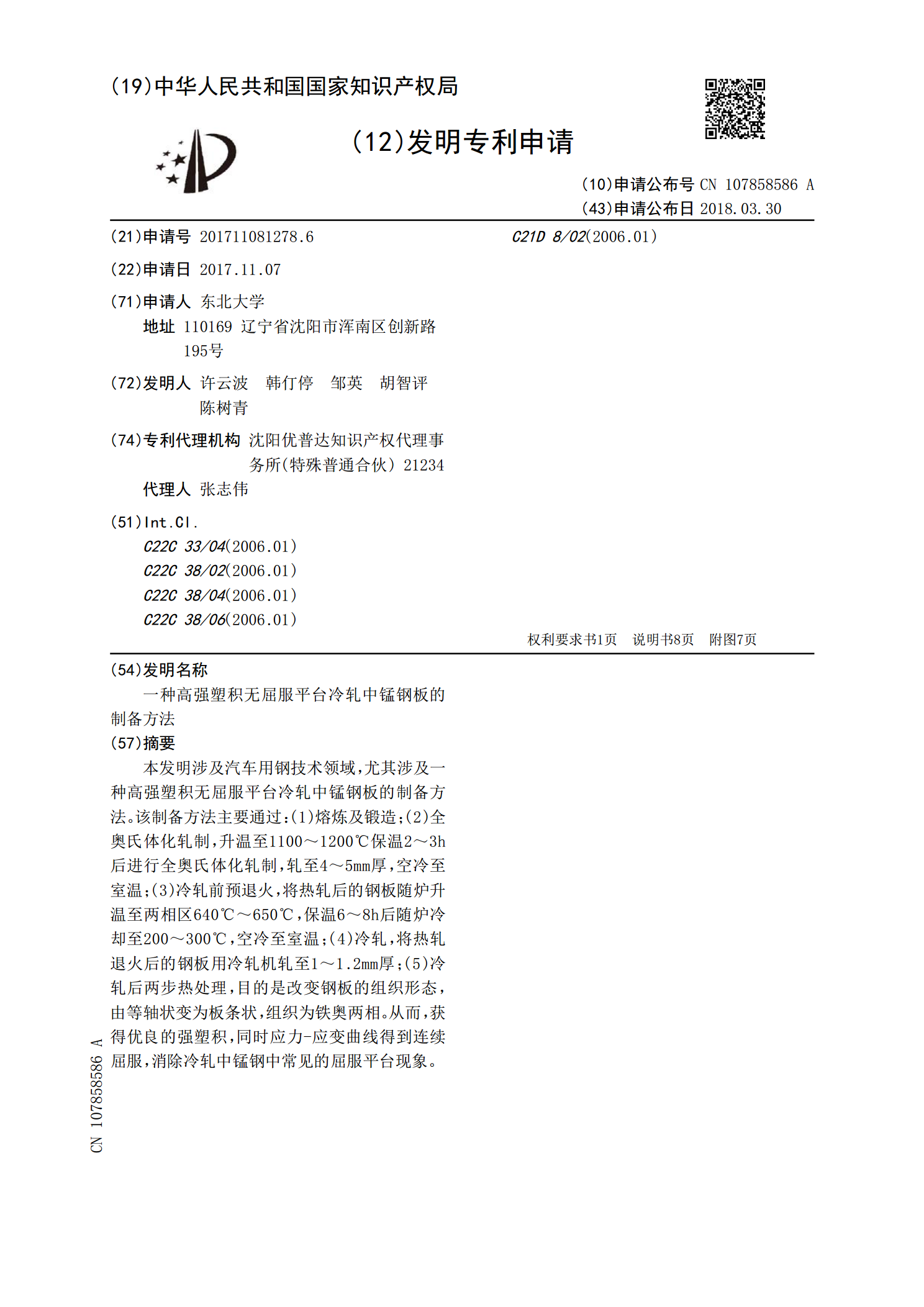
本发明涉及汽车用钢技术领域,尤其涉及一种高强塑积无屈服平台冷轧中锰钢板的制备方法。该制备方法主要通过:(1)熔炼及锻造;(2)全奥氏体化轧制,升温至1100~1200℃保温2~3h后进行全奥氏体化轧制,轧至4~5mm厚,空冷至室温;(3)冷轧前预退火,将热轧后的钢板随炉升温至两相区640℃~650℃,保温6~8h后随炉冷却至200~300℃,空冷至室温;(4)冷轧,将热轧退火后的钢板用冷轧机轧至1~1.2mm厚;(5)冷轧后两步热处理,目的是改变钢板的组织形态,由等轴状变为板条状,组织为铁奥两相。从而,获

一种44GPa·%高强塑积冷轧中锰钢及其制备方法.pdf
本发明涉及中锰钢的制备技术领域,特别涉及一种高强塑积冷轧中锰钢及其制备方法,该高强塑积冷轧中锰钢的化学成分质量百分比为C:0.15?0.2%,Mn:6?8%,Si:1.45?1.5%,Al:2?4%,Cu:0.5?0.51%,Mo:0.15?0.2%,Cr:0.3?0.35%,Nb:0.1?0.11%,Sc:0.05?0.07%,B:0.001?0.003%,Ni:0.021?0.027%(wt%),余量为Fe和不可避免的杂质。制备方法包括锻造、加热保温、热轧、冷轧、Q&P热处理。具体热处理步骤是
一种提高钛合金焊接接头塑韧性的热处理方法.pdf
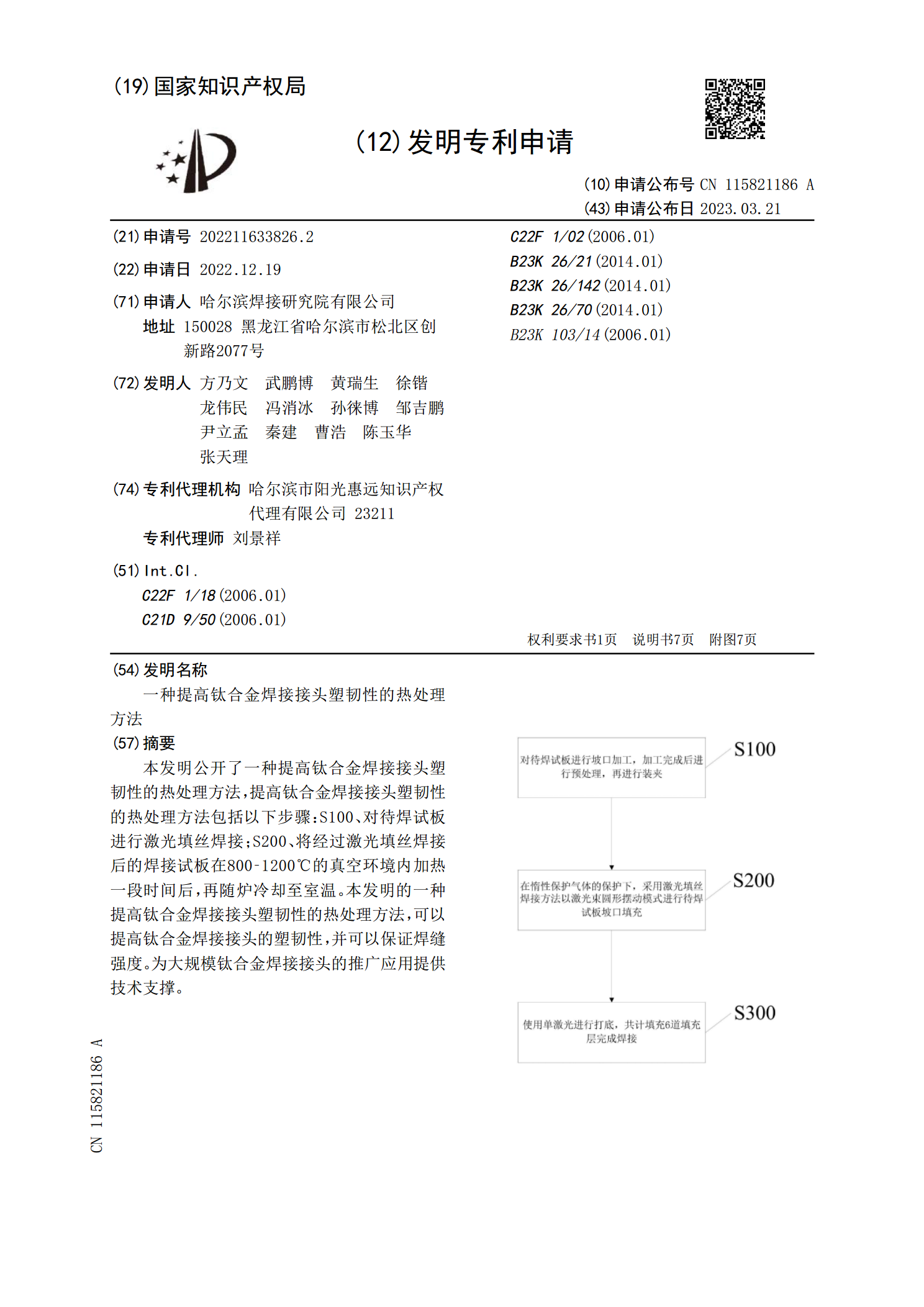
本发明公开了一种提高钛合金焊接接头塑韧性的热处理方法,提高钛合金焊接接头塑韧性的热处理方法包括以下步骤:S100、对待焊试板进行激光填丝焊接;S200、将经过激光填丝焊接后的焊接试板在800‑1200℃的真空环境内加热一段时间后,再随炉冷却至室温。本发明的一种提高钛合金焊接接头塑韧性的热处理方法,可以提高钛合金焊接接头的塑韧性,并可以保证焊缝强度。为大规模钛合金焊接接头的推广应用提供技术支撑。
一种高强钢的激光焊接及热处理方法.pdf
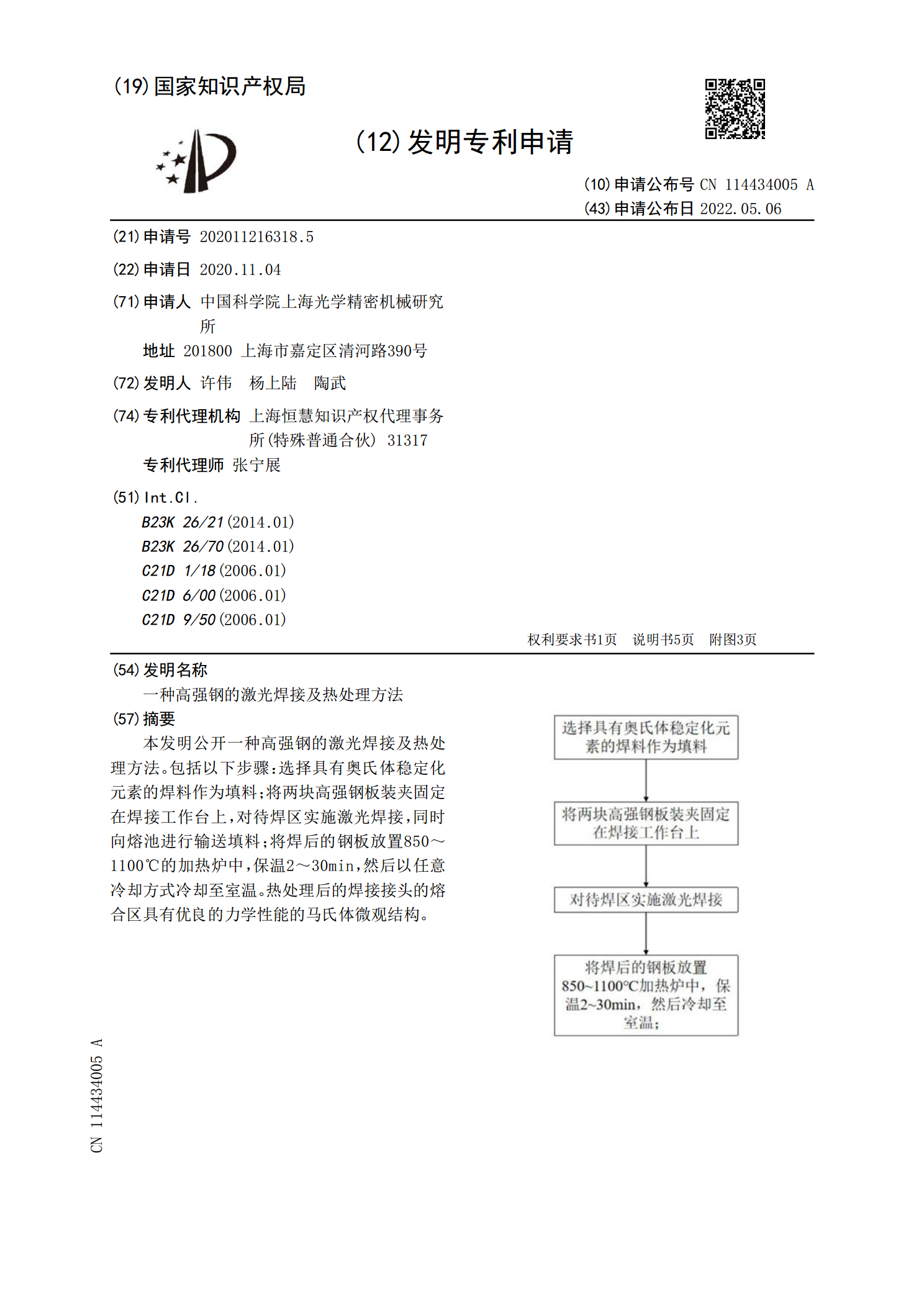
本发明公开一种高强钢的激光焊接及热处理方法。包括以下步骤:选择具有奥氏体稳定化元素的焊料作为填料;将两块高强钢板装夹固定在焊接工作台上,对待焊区实施激光焊接,同时向熔池进行输送填料;将焊后的钢板放置850~1100℃的加热炉中,保温2~30min,然后以任意冷却方式冷却至室温。热处理后的焊接接头的熔合区具有优良的力学性能的马氏体微观结构。