
一种板料的热成型生产系统.pdf

一吃****新冬


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种板料的热成型生产系统.pdf
本发明公开了一种板料的热成型生产系统,其属于热成型领域的技术,包括:地装直线导轨;对中平台,设置于所述地装直线导轨的前端;箱式加热炉,设置于所述地装直线导轨的一侧或两侧;第一六轴工业机器人,所述第一六轴工业机器人的固定端滑动设置于所述地装直线导轨,所述第一六轴工业机器人的自由端设有一上料叉;压机,设置于所述地装直线导轨的后端;第二六轴工业机器人,所述第二六轴工业机器人设置于所述地装直线导轨的一侧,所述第二六轴工业机器人的自由端设有一坯料抓手。该技术方案的有益效果是:本发明提高了生产效率,坯料抓手和工业机器

板料热成型技术及其应用.docx
板料热成型技术及其应用板料热成型技术及其应用摘要:板料热成型技术是一种先进的制造技术,广泛应用于汽车、航空航天、船舶等领域。本文对板料热成型技术的工艺过程、优势和应用进行了深入研究,并对其未来的发展趋势进行了探讨。一、引言板料热成型技术是一种通过加热金属板料使其软化、塑性增加,然后通过压力使其变形成型的工艺方法。相对于传统的冷成型技术,板料热成型技术具有成形速度快、成形品质好等优点。近年来,随着汽车、航空航天等行业的不断发展,对材料性能和加工工艺的要求也越来越高,板料热成型技术得到了越来越广泛的应用。二、

一种大型板料热成型成套设备.pdf
本发明公开了一种大型板料热成型成套设备,包括压机,使板料成形的上模、下模,转运板料的转运架,加热板料的加热炉,设于压机立柱上的机械手横梁,设于机械手横梁上的横梁滑板,设于横梁滑板正面上的机械手,设于机械手上的端拾器架,加热炉内部设有放置板料的板料架,机械手可XZ轴两个方向移动;运转架设置在加热炉一侧,端拾器架设置在转运架一侧可沿着机械手在Y轴方向移动,端拾器架上设有夹持板料的气动夹钳,上模、下模设于压机上,设置在端拾器架的一侧,通过机械手、端拾器和自动转运设备,将大型板料快速、精准的送入加热炉加热并送入压

一种螺旋道钉热成型自动生产系统及生产方法.pdf
本发明公开了一种螺旋道钉热成型自动生产系统,冷镦机与清洗机之间通过传送带直连,清洗机与加热炉之间通过传送带直连,加热炉的一侧设置有落料传送带和机械手,机械手用于将胚料抓取至落料传送带上并传输至滚丝机内;滚丝机与热处理炉之间通过AGV转运,热处理炉与抛丸机之间通过AGV转运,抛丸机与防腐线之间通过传送带直连,防腐线与包装线之间通过传送带直连;该螺旋道钉热成型生产方法使用螺旋道钉热成型自动生产系统完成,包括:备料、冷镦、清洗、加热、滚丝、热处理、抛丸、防腐和包装入库步骤,实现了螺旋道钉热成型自动生产过程连续化
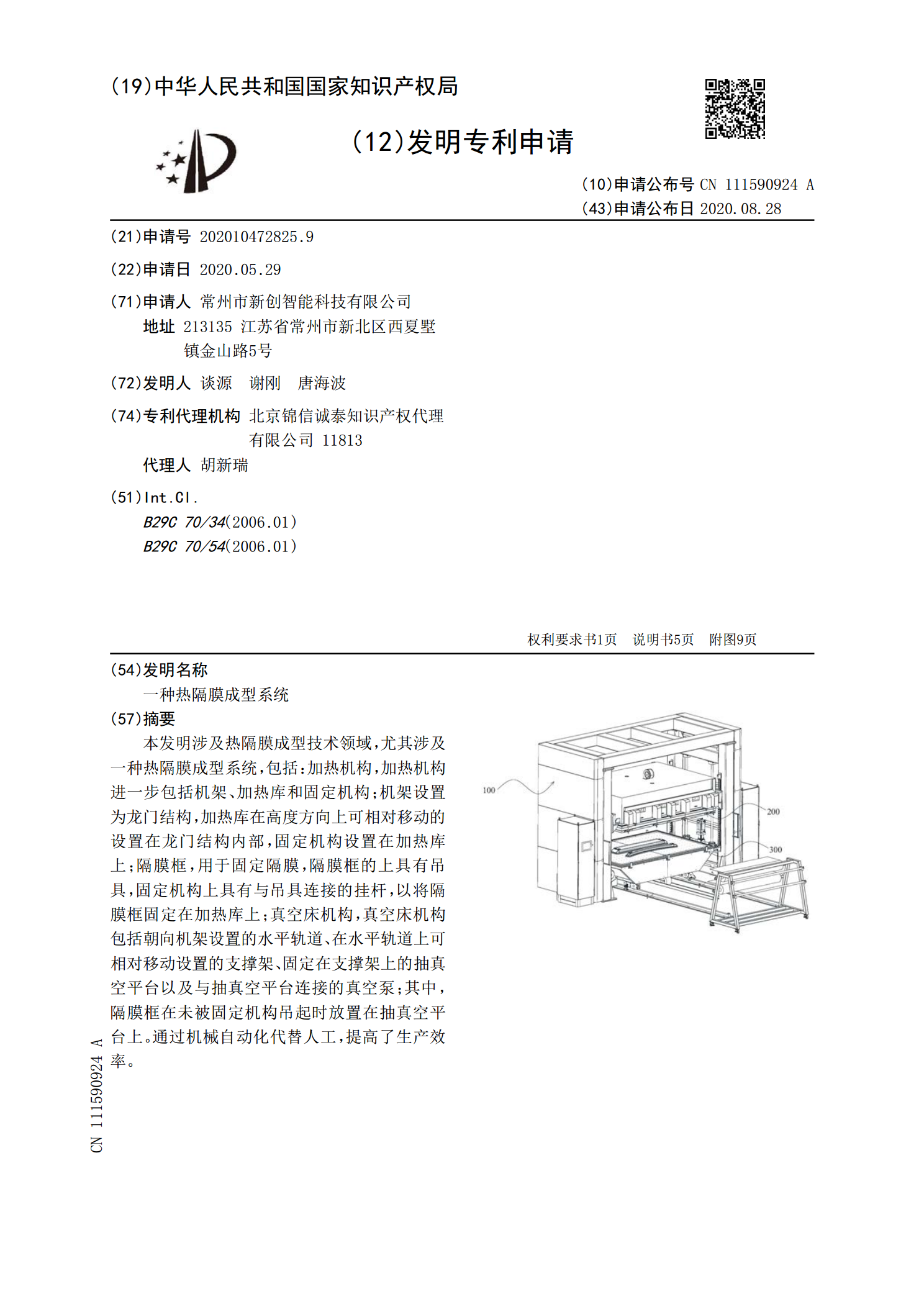
一种热隔膜成型系统.pdf
本发明涉及热隔膜成型技术领域,尤其涉及一种热隔膜成型系统,包括:加热机构,加热机构进一步包括机架、加热库和固定机构;机架设置为龙门结构,加热库在高度方向上可相对移动的设置在龙门结构内部,固定机构设置在加热库上;隔膜框,用于固定隔膜,隔膜框的上具有吊具,固定机构上具有与吊具连接的挂杆,以将隔膜框固定在加热库上;真空床机构,真空床机构包括朝向机架设置的水平轨道、在水平轨道上可相对移动设置的支撑架、固定在支撑架上的抽真空平台以及与抽真空平台连接的真空泵;其中,隔膜框在未被固定机构吊起时放置在抽真空平台上。通过机