
一种提高风电齿轮气体渗碳效率的激光冲击工艺.pdf

是你****优呀


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高风电齿轮气体渗碳效率的激光冲击工艺.pdf
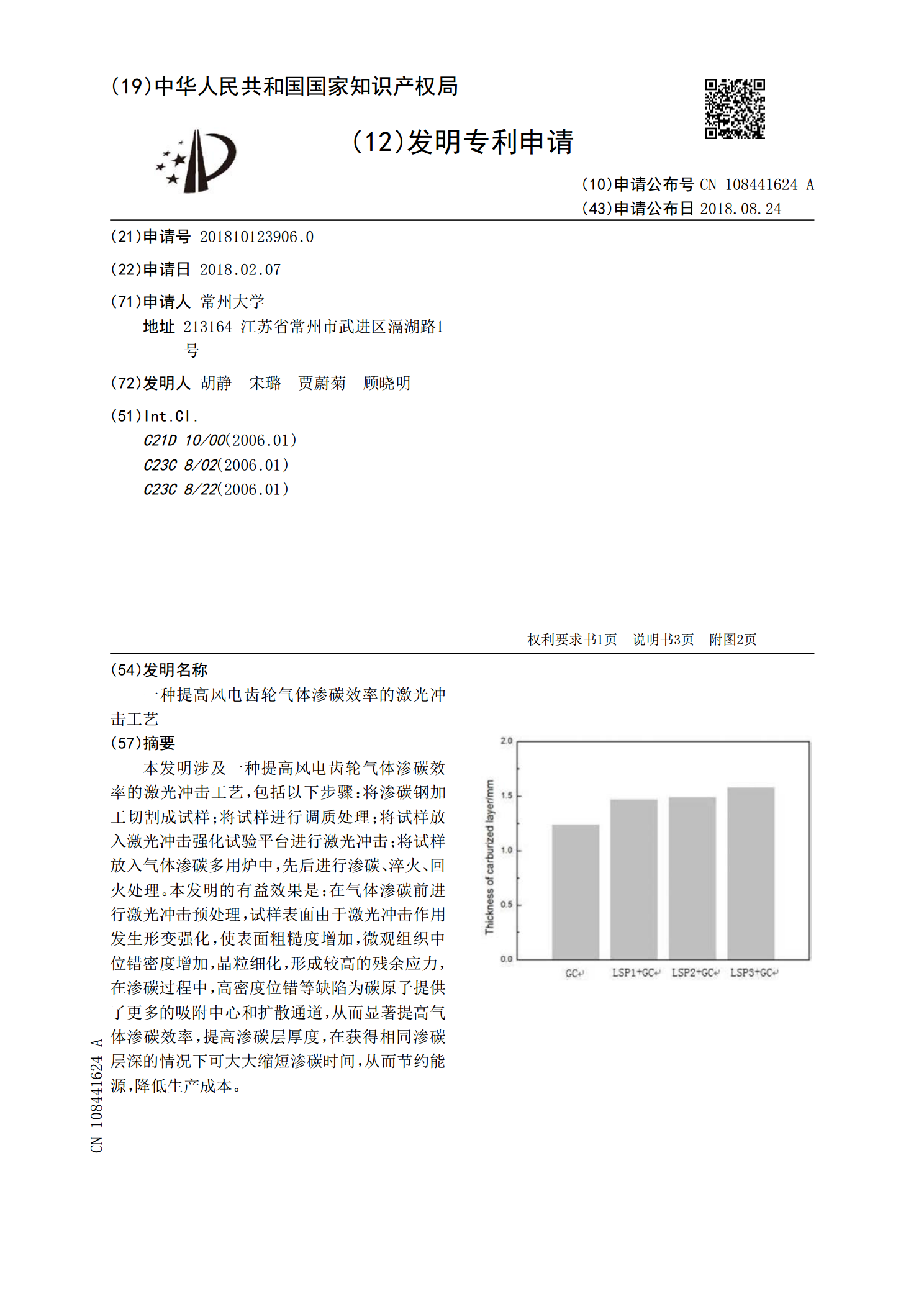
本发明涉及一种提高风电齿轮气体渗碳效率的激光冲击工艺,包括以下步骤:将渗碳钢加工切割成试样;将试样进行调质处理;将试样放入激光冲击强化试验平台进行激光冲击;将试样放入气体渗碳多用炉中,先后进行渗碳、淬火、回火处理。本发明的有益效果是:在气体渗碳前进行激光冲击预处理,试样表面由于激光冲击作用发生形变强化,使表面粗糙度增加,微观组织中位错密度增加,晶粒细化,形成较高的残余应力,在渗碳过程中,高密度位错等缺陷为碳原子提供了更多的吸附中心和扩散通道,从而显著提高气体渗碳效率,提高渗碳层厚度,在获得相同渗碳层深的情

一种提高风电齿轮气体渗碳效率的预氧化工艺.pdf
本发明涉及一种提高风电齿轮气体渗碳效率的预氧化工艺,包括以下步骤:将渗碳钢加工切割成齿型试样;将试样进行调质处理;将试样打磨处理后进行超声清洗、烘干;将试样放入程控箱式电炉中,进行预氧化处理;将试样放入气体渗碳多用炉中,先后进行渗碳、淬火、回火处理。本发明的有益效果是:在气体渗碳前进行预氧化处理,使试样表面生成一层氧化膜,试样表层润湿性增加,有利于活性碳原子的吸附,在渗碳过程中氧化膜优先被还原,使得试样表面存在大量的孔洞等缺陷,能够加快活性碳原子向基体内部的渗入,为碳原子的扩散提供一个快速通道,不仅能够显

一种提高风电齿轮气体渗碳效率的复合预处理工艺.pdf
本发明涉及一种提高风电齿轮气体渗碳效率的复合预处理工艺,包括以下步骤:将渗碳钢加工切割成试样;将试样进行调质处理;将试样放入激光冲击强化试验平台中进行激光冲击;将激光冲击后的试样放入多用炉中预氧化,随后进行渗碳、淬火、回火处理。本发明的有益效果是,在气体渗碳前进行激光冲击+预氧化处理,试样表面生成一层氧化膜,在渗碳过程中氧化膜会逐渐被还原,形成疏松多孔的扩散通道,另外由于激光冲击作用发生形变强化,微观组织中位错密度增加,晶粒细化,在渗碳过程中,高密度位错等缺陷为碳原子提供了更多的吸附中心和扩散通道,显著提

齿轮激光淬火技术替代常规渗碳工艺.doc
齿轮激光淬火技术替代常规渗碳工艺周建忠张永康杨继昌毕瑞陈奉斌摘要:齿轮表面质量的好坏直接影响传动部件的质量和寿命,为此需对齿轮表面进行强化处理,传统的处理方法如渗碳等存在着诸如变形较大,硬化层沿齿廓分布不均等缺陷,从而影响齿轮的使用寿命.通过分析可替代常规齿轮渗碳淬火的激光齿面淬火新技术研究的意义及经济价值,着重讨论了齿面激光淬火的关键技术——表面预处理涂层与方法、激光扫描方式.比较了激光淬火与渗碳工艺的硬度、硬化层深度及抗点蚀疲劳性能等重要指标.结果表明:采用激光淬火齿面技术不仅能提高生产率,降低成本,
汽车齿轮传动部件用井式气体渗碳炉以及一种渗碳工艺.pdf
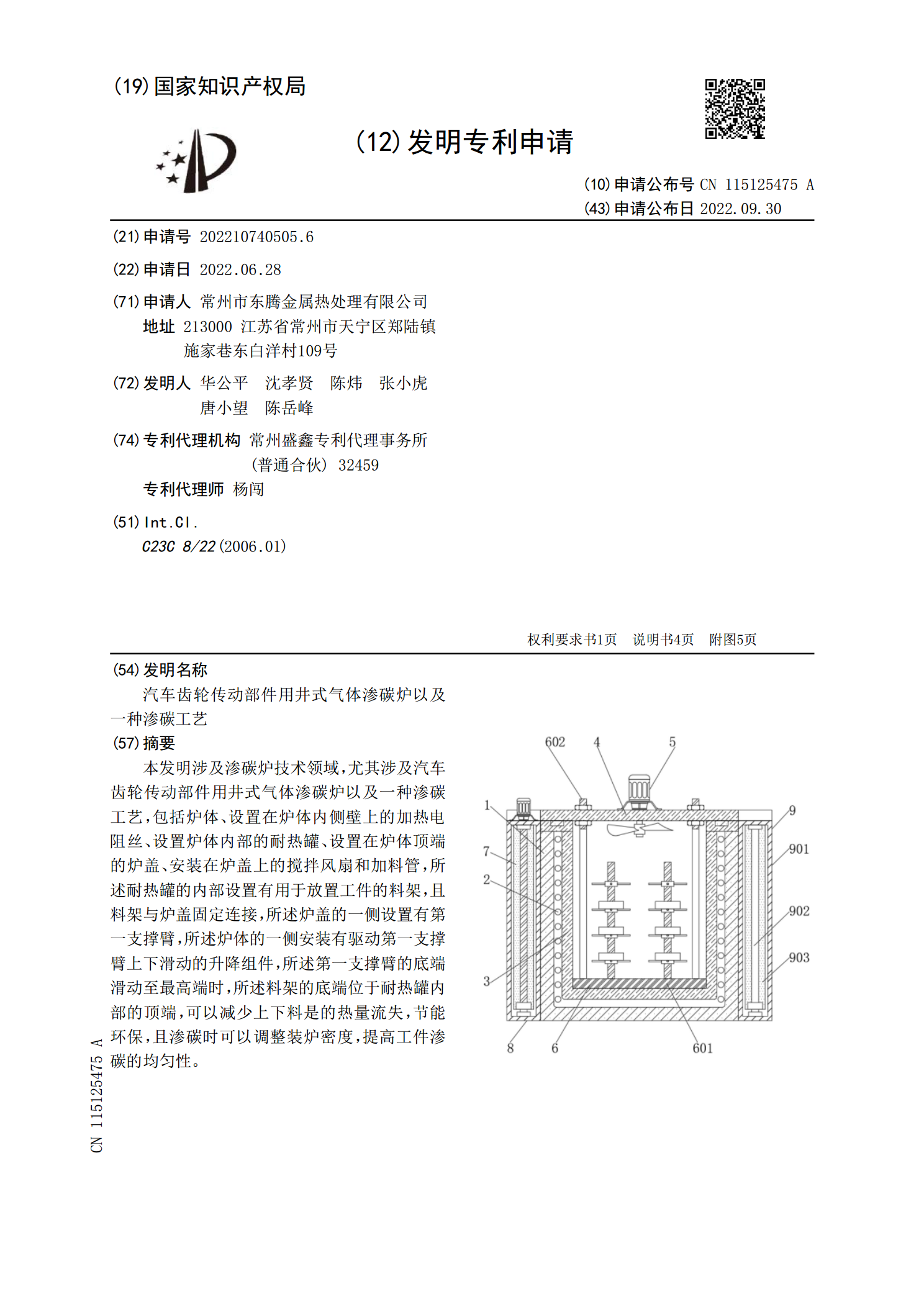
本发明涉及渗碳炉技术领域,尤其涉及汽车齿轮传动部件用井式气体渗碳炉以及一种渗碳工艺,包括炉体、设置在炉体内侧壁上的加热电阻丝、设置炉体内部的耐热罐、设置在炉体顶端的炉盖、安装在炉盖上的搅拌风扇和加料管,所述耐热罐的内部设置有用于放置工件的料架,且料架与炉盖固定连接,所述炉盖的一侧设置有第一支撑臂,所述炉体的一侧安装有驱动第一支撑臂上下滑动的升降组件,所述第一支撑臂的底端滑动至最高端时,所述料架的底端位于耐热罐内部的顶端,可以减少上下料是的热量流失,节能环保,且渗碳时可以调整装炉密度,提高工件渗碳的均匀性。