
汽车用钣金部件深拉延冲压成型工艺.pdf

盼易****君a

1/7
2/7

3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车用钣金部件深拉延冲压成型工艺.pdf
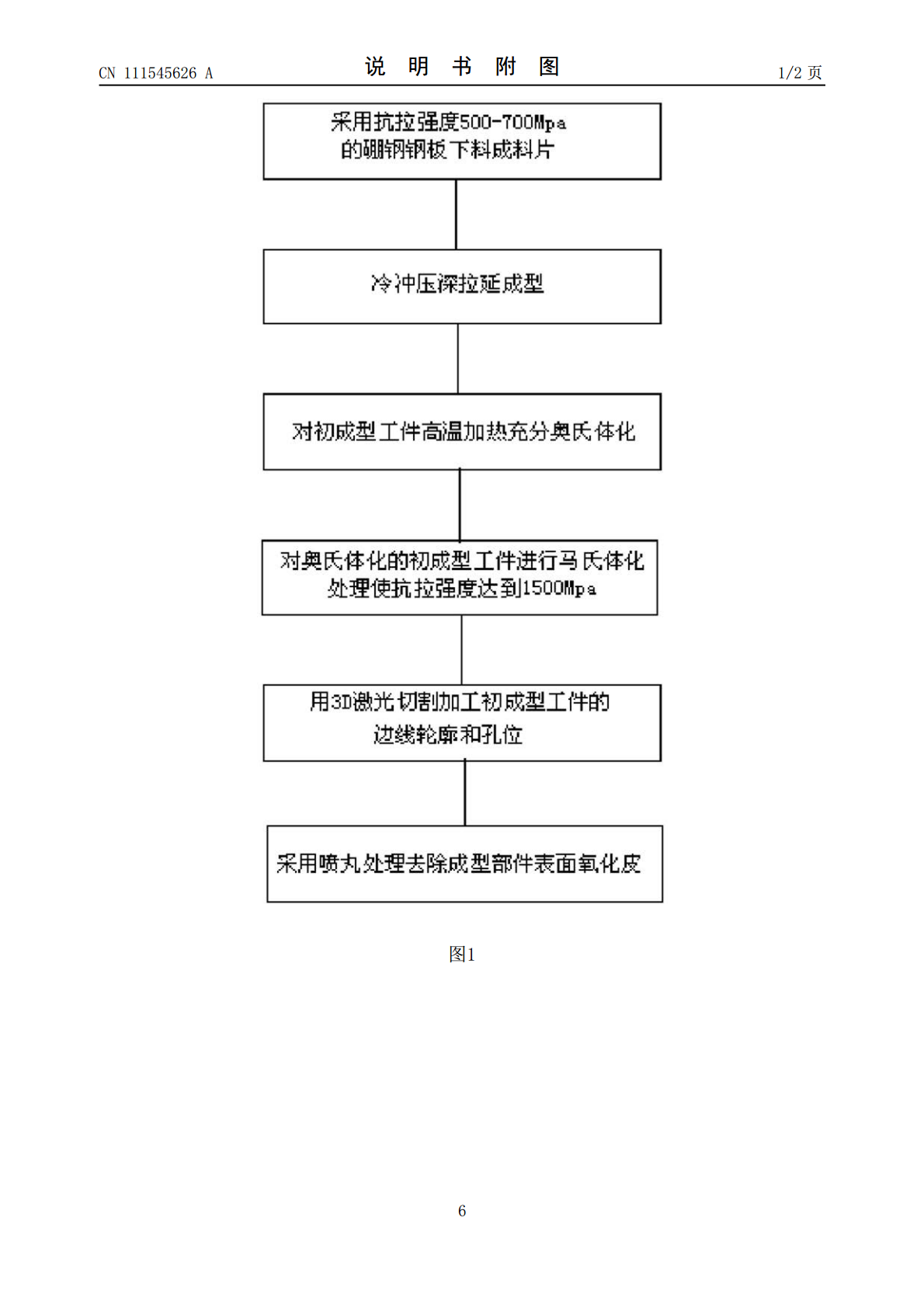
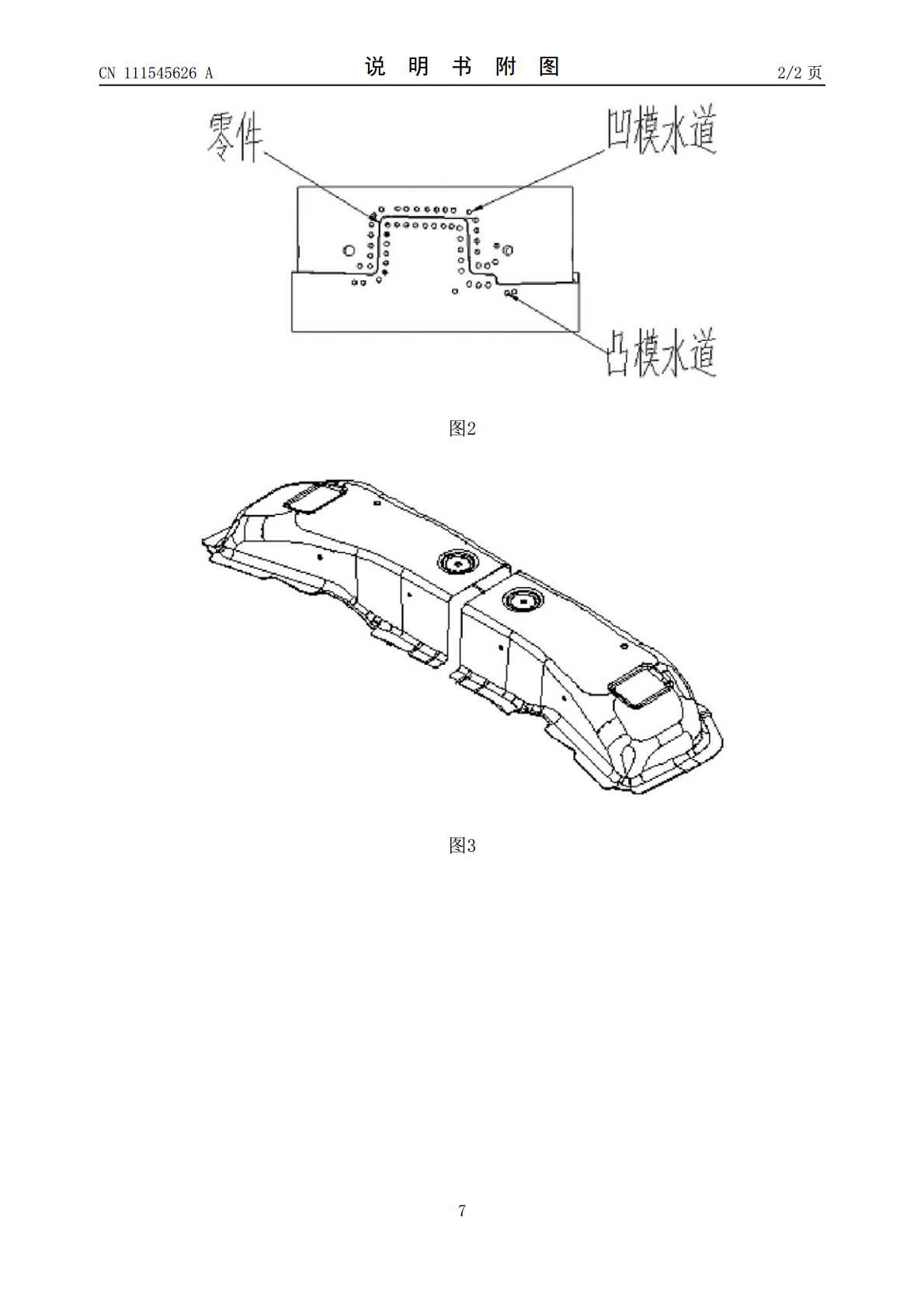
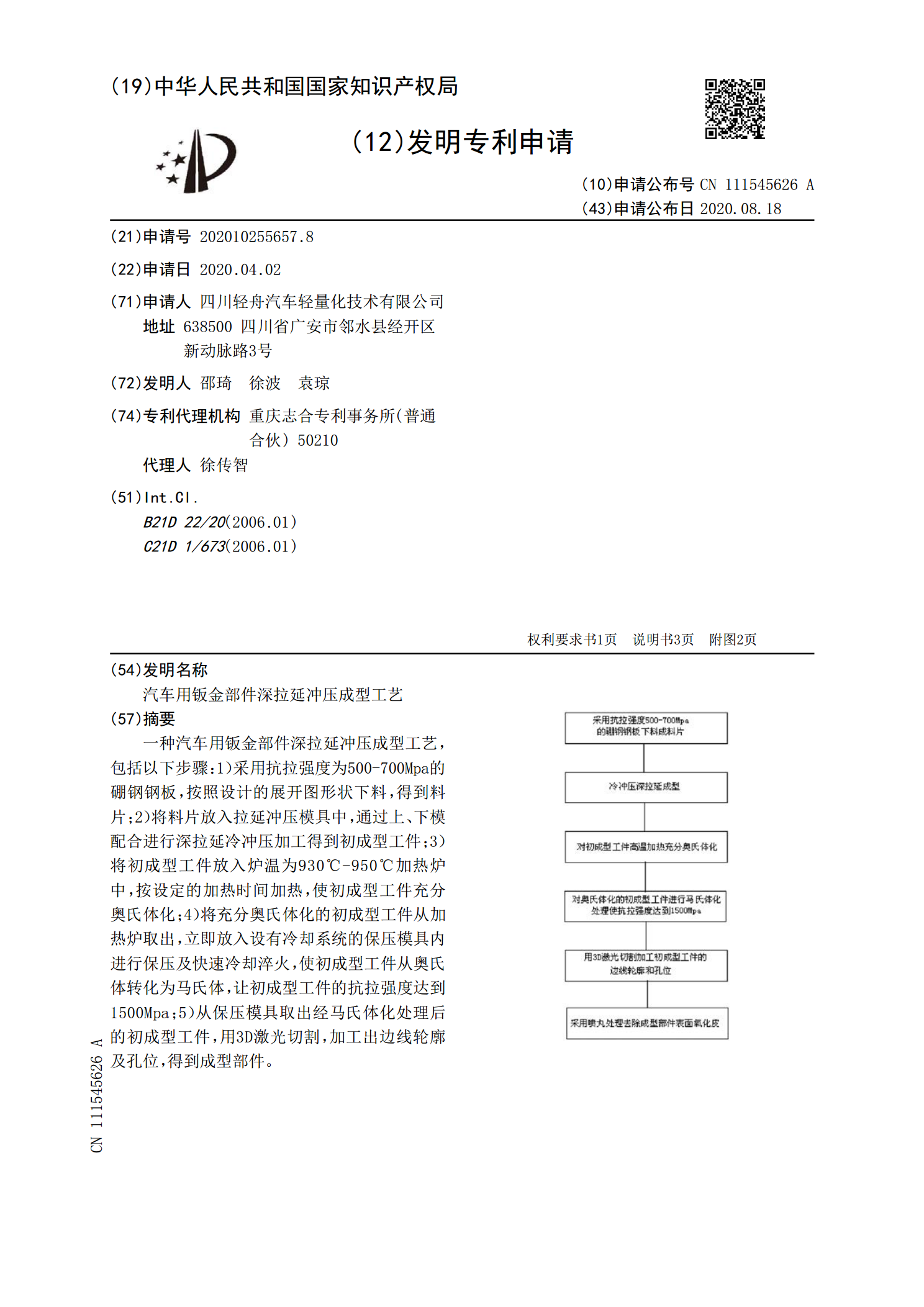
一种汽车用钣金部件深拉延冲压成型工艺,包括以下步骤:1)采用抗拉强度为500‑700Mpa的硼钢钢板,按照设计的展开图形状下料,得到料片;2)将料片放入拉延冲压模具中,通过上、下模配合进行深拉延冷冲压加工得到初成型工件;3)将初成型工件放入炉温为930℃‑950℃加热炉中,按设定的加热时间加热,使初成型工件充分奥氏体化;4)将充分奥氏体化的初成型工件从加热炉取出,立即放入设有冷却系统的保压模具内进行保压及快速冷却淬火,使初成型工件从奥氏体转化为马氏体,让初成型工件的抗拉强度达到1500Mpa;5)从保压模
一种定位稳固的汽车钣金冲压成型用模具及其冲压工艺.pdf
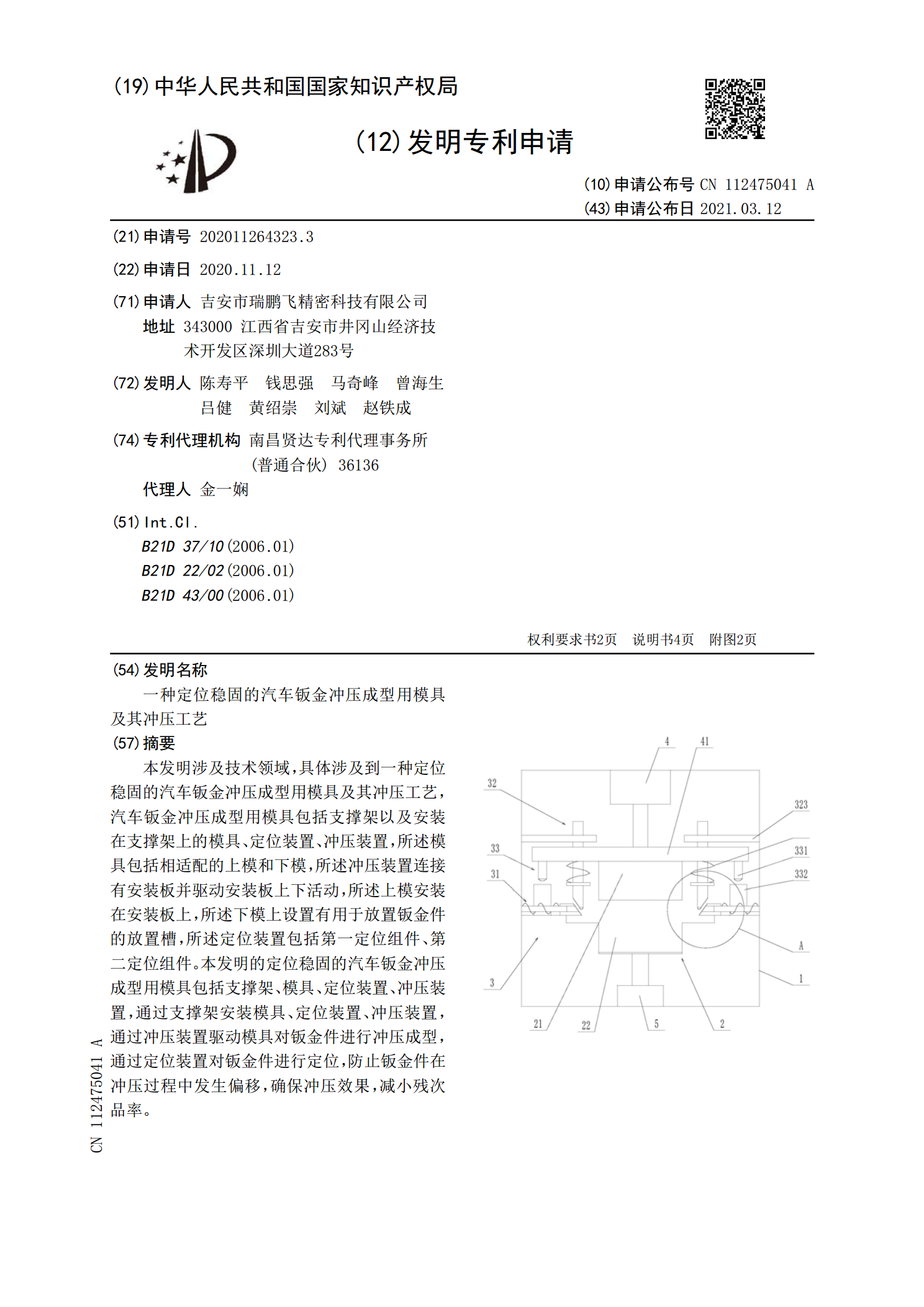
本发明涉及技术领域,具体涉及到一种定位稳固的汽车钣金冲压成型用模具及其冲压工艺,汽车钣金冲压成型用模具包括支撑架以及安装在支撑架上的模具、定位装置、冲压装置,所述模具包括相适配的上模和下模,所述冲压装置连接有安装板并驱动安装板上下活动,所述上模安装在安装板上,所述下模上设置有用于放置钣金件的放置槽,所述定位装置包括第一定位组件、第二定位组件。本发明的定位稳固的汽车钣金冲压成型用模具包括支撑架、模具、定位装置、冲压装置,通过支撑架安装模具、定位装置、冲压装置,通过冲压装置驱动模具对钣金件进行冲压成型,通过定

一种钣金成型用冲压模具.pdf
本发明公开了一种钣金成型用冲压模具,属于冲压模具设备技术领域,一种钣金成型用冲压模具,包括有工作台,所述工作台内部开设有成型腔,且工作台底端焊接连接有支撑柱,所述工作台底端四周分别焊接连接有支撑杆,且支撑杆底端焊接连接有顶板,所述顶板底端安装有成型机构,且成型机构内部包括有与顶板嵌合连接的液压杆,本发明中,在成型机构的作用下,当液压杆带动着托板与冲压头升降移动时,托板通过四周的第一滑块,可以在第一滑槽内滑动,使其托板升降移动的更为稳定,防止托板晃动偏移,造成冲压位置偏移,提高冲压的精准度,转动套筒,可以使

塑料成型钣金冲压知识.ppt
冲压工艺目录前言第三阶段:70年代为全自动冲压生产线即多台压力机配备拆垛装置上、下料机器人压机中间翻转或穿梭传送装置等再加上电控系统就组成了1至2人操作的全自动冲压生产线;第四阶段:80年代由于多工位压力机的出现采用一台双动拉伸压力机和一台多工位压力机组成冲压生产线。多工位压力机的主夹板机械穿入双动压力机的模区同时在双动压力机与多工位压力机之间配备有相应的翻转机械以完成工件传递;第五阶段:进入90年代以来数控液压气垫出现后不再采用双动拉伸压

塑料成型钣金冲压知识.pptx
冲压工艺目录前言第三阶段:70年代为全自动冲压生产线即多台压力机配备拆垛装置上、下料机器人压机中间翻转或穿梭传送装置等再加上电控系统就组成了1至2人操作的全自动冲压生产线;第四阶段:80年代由于多工位压力机的出现采用一台双动拉伸压力机和一台多工位压力机组成冲压生产线。多工位压力机的主夹板机械穿入双动压力机的模区同时在双动压力机与多工位压力机之间配备有相应的翻转机械以完成工件传递;第五阶段:进入90年代以来数控液压气垫出现后不再采用双动拉伸压