
一种非调质预硬塑料模具钢钢板及其制备工艺.pdf

兴朝****45


1/7
2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种非调质预硬塑料模具钢钢板及其制备工艺.pdf
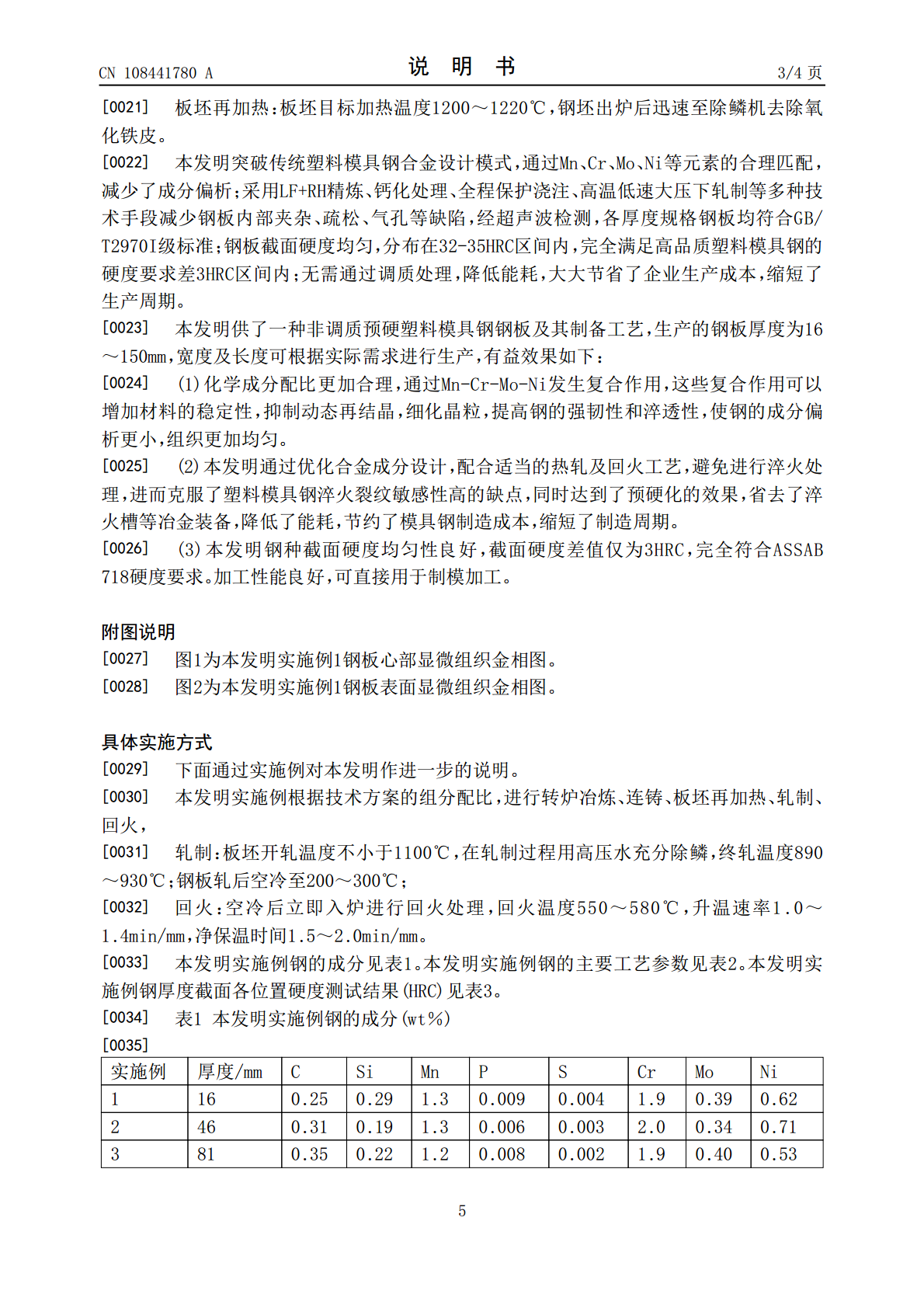
本发明提供了一种非调质预硬塑料模具钢钢板及其制备工艺,该钢板的成分按重量百分比计如下:C:0.24%‑0.36%;Si:0.18%‑0.32%;Mn:1.2%‑1.4%的;P≤0.010%;S≤0.005%;Cr:1.8%‑2.1%;Mo:0.20%‑0.42%;Ni:0.50%‑0.80%;余量为Fe和不可避免的杂质。制备工艺包括转炉冶炼、连铸、板坯再加热、轧制、回火,板坯开轧温度不小于1100℃,终轧温度890~930℃;钢板轧后空冷至200~300℃;空冷后立即入炉进行回火处理,回火温度550~58
一种调质预硬型塑料模具钢板及其制备方法.pdf
本发明公开了一种调质预硬型塑料模具钢板及其制备方法,该方法适用的钢板厚度≤120mm,该方法包括如下步骤:配置钢种成分、铁水KR机械搅拌脱硫、转炉吹氧冶炼、LF精炼、RH真空处理、喂线、软搅拌、板坯连铸、板坯再加热、轧制、下线堆冷出堆、超声波探伤、淬火、回火、带温切割取样、入库。钢板包含的成分及重量百分比为:C0.38~0.43%,Si0.15~0.35%,Mn0.6~0.8%,Al0.02~0.05%,Cr0.9~1.2%,Mo0.15~0.25%,P≤0.02%,S≤0.015%,N≤0.
1.2316预硬调质塑料模具钢及其制备方法.pdf
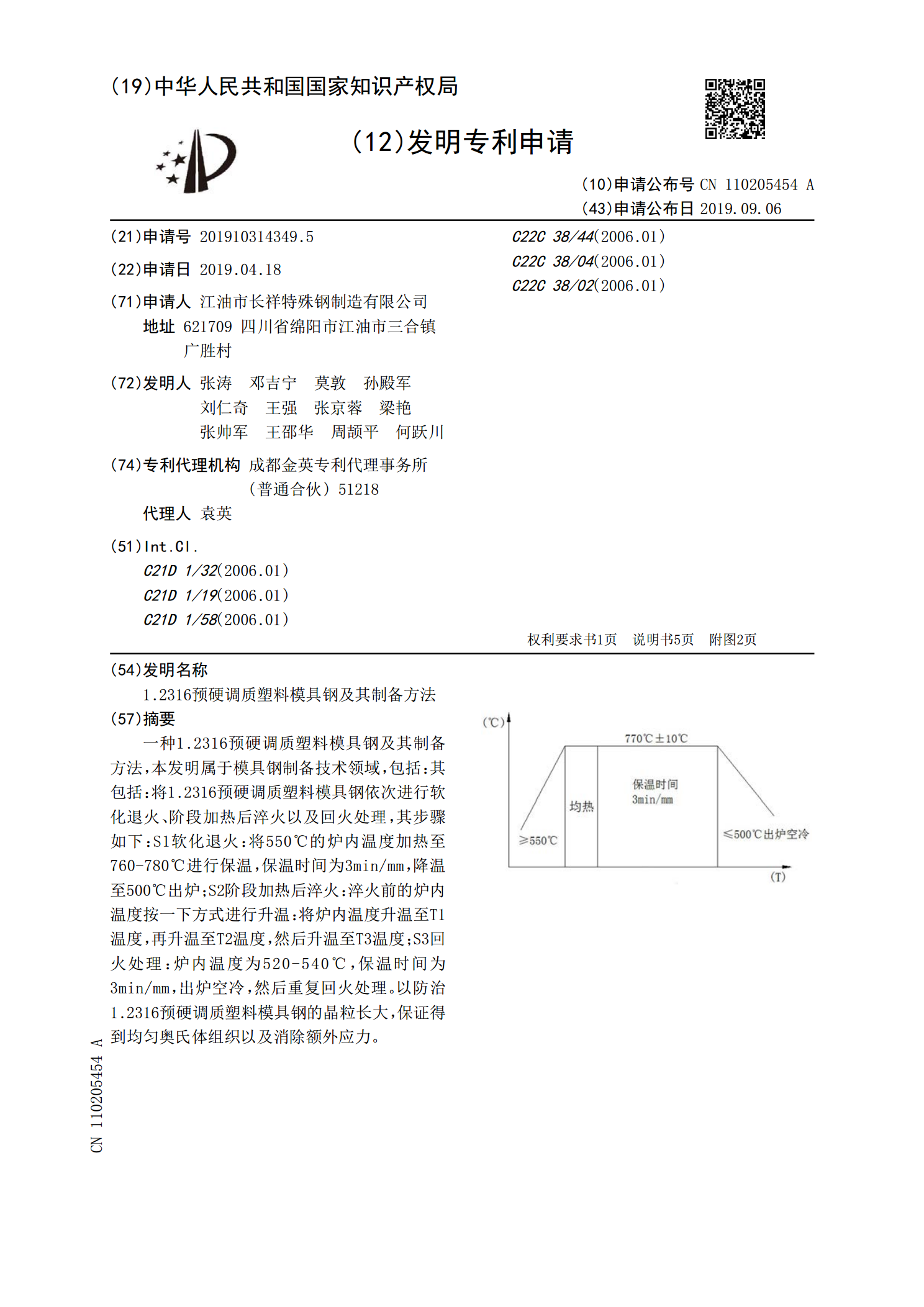
一种1.2316预硬调质塑料模具钢及其制备方法,本发明属于模具钢制备技术领域,包括:其包括:将1.2316预硬调质塑料模具钢依次进行软化退火、阶段加热后淬火以及回火处理,其步骤如下:S1软化退火:将550℃的炉内温度加热至760‑780℃进行保温,保温时间为3min/mm,降温至500℃出炉;S2阶段加热后淬火:淬火前的炉内温度按一下方式进行升温:将炉内温度升温至T1温度,再升温至T2温度,然后升温至T3温度;S3回火处理:炉内温度为520‑540℃,保温时间为3min/mm,出炉空冷,然后重复回火处理。

发展非调质的大截面预硬塑料模具钢--外文翻译.doc
毕业设计(论文)外文资料翻译学院(系):专业:姓名:学号:外文出处:DevelopmentofPlasticMould附件:1.外文资料翻译译文;2.外文原文。指导教师评语:签名:年月日注:请将该封面与附件装订成册。附件1:外文资料翻译译文发展非调质的大截面预硬塑料模具钢LUOYi,WUXiao-chun,MINYong-an,ZHUZhu,WANGHong-bin(上海大学材料科学与工程学院,上海200072,中国)摘要:为了满足大截面预硬塑料模具钢的需求和能源节约,一种非调质预硬钢正在发展。一个大型温

发展非调质的大截面预硬塑料模具钢--外文翻译.doc
毕业设计(论文)外文资料翻译学院(系):专业:姓名:学号:外文出处:DevelopmentofPlasticMould附件:1.外文资料翻译译文;2.外文原文。指导教师评语:签名:年月日注:请将该封面与附件装订成册。附件1:外文资料翻译译文发展非调质的大截面预硬塑料模具钢LUOYi,WUXiao-chun,MINYong-an,ZHUZhu,WANGHong-bin(上海大学材料科学与工程学院,上海200072,中国)摘要:为了满足大截面预硬塑料模具钢的需求和能源节约,一种非调质预硬钢正在发展。一个大型温