
一种调质预硬型塑料模具钢板及其制备方法.pdf

沛芹****ng

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种调质预硬型塑料模具钢板及其制备方法.pdf
本发明公开了一种调质预硬型塑料模具钢板及其制备方法,该方法适用的钢板厚度≤120mm,该方法包括如下步骤:配置钢种成分、铁水KR机械搅拌脱硫、转炉吹氧冶炼、LF精炼、RH真空处理、喂线、软搅拌、板坯连铸、板坯再加热、轧制、下线堆冷出堆、超声波探伤、淬火、回火、带温切割取样、入库。钢板包含的成分及重量百分比为:C0.38~0.43%,Si0.15~0.35%,Mn0.6~0.8%,Al0.02~0.05%,Cr0.9~1.2%,Mo0.15~0.25%,P≤0.02%,S≤0.015%,N≤0.
一种非调质预硬塑料模具钢钢板及其制备工艺.pdf
本发明提供了一种非调质预硬塑料模具钢钢板及其制备工艺,该钢板的成分按重量百分比计如下:C:0.24%‑0.36%;Si:0.18%‑0.32%;Mn:1.2%‑1.4%的;P≤0.010%;S≤0.005%;Cr:1.8%‑2.1%;Mo:0.20%‑0.42%;Ni:0.50%‑0.80%;余量为Fe和不可避免的杂质。制备工艺包括转炉冶炼、连铸、板坯再加热、轧制、回火,板坯开轧温度不小于1100℃,终轧温度890~930℃;钢板轧后空冷至200~300℃;空冷后立即入炉进行回火处理,回火温度550~58
1.2316预硬调质塑料模具钢及其制备方法.pdf
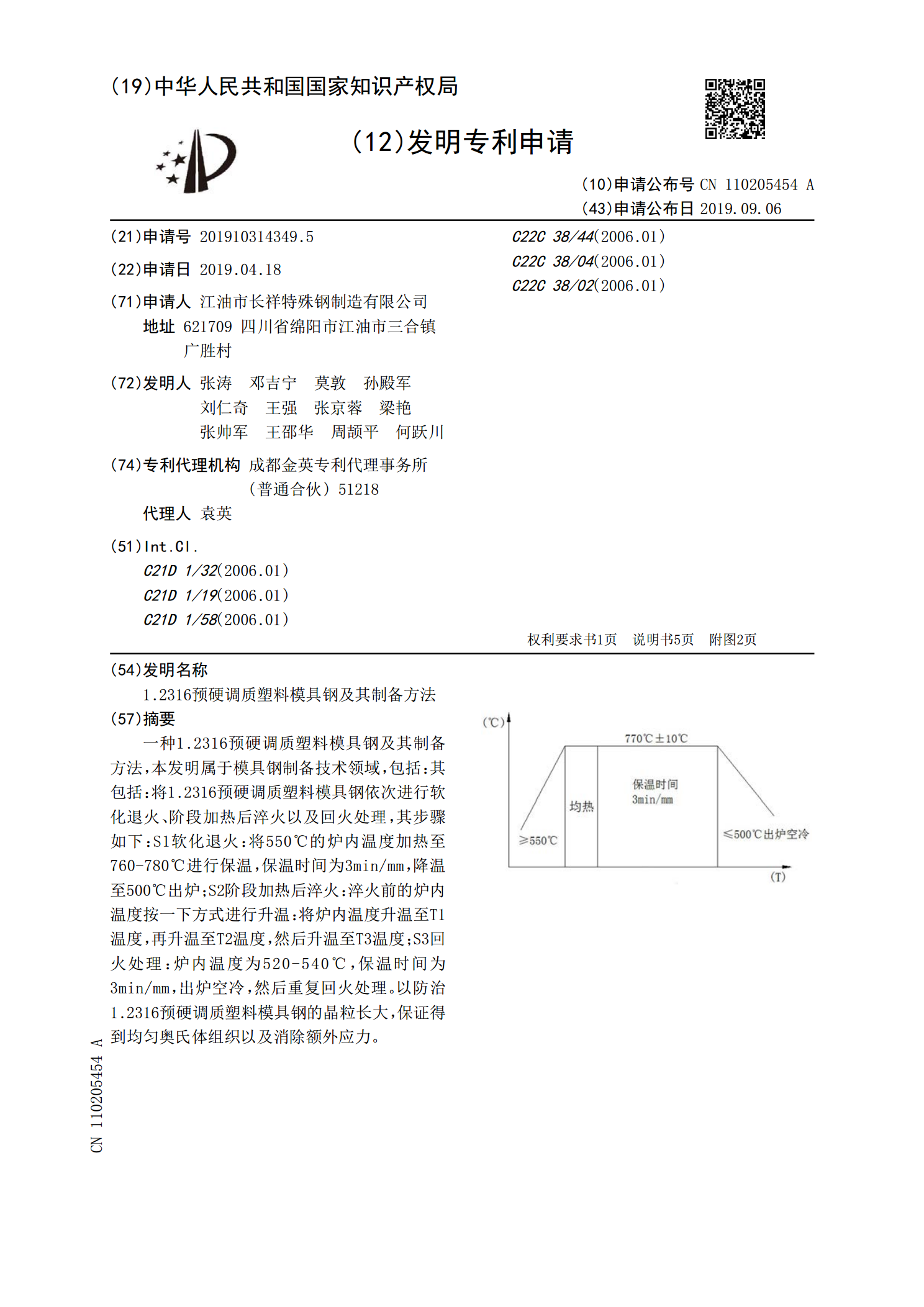
一种1.2316预硬调质塑料模具钢及其制备方法,本发明属于模具钢制备技术领域,包括:其包括:将1.2316预硬调质塑料模具钢依次进行软化退火、阶段加热后淬火以及回火处理,其步骤如下:S1软化退火:将550℃的炉内温度加热至760‑780℃进行保温,保温时间为3min/mm,降温至500℃出炉;S2阶段加热后淬火:淬火前的炉内温度按一下方式进行升温:将炉内温度升温至T1温度,再升温至T2温度,然后升温至T3温度;S3回火处理:炉内温度为520‑540℃,保温时间为3min/mm,出炉空冷,然后重复回火处理。
一种预硬型塑料模具钢及其制备方法.pdf
一种预硬型塑料模具钢及其制备方法,其成分按质量百分比含C0.32~0.40%,Si0.20~0.35%,Mn1.30~1.60%,Cr1.80~2.10%,Ni0.90~1.15%,P≤0.015%,S≤0.005%,V0.10~0.35%,余量为Fe;其等向性≥0.80。方法为:(1)冶炼钢水,浇铸成钢锭;(2)600~700℃预热后加热至1200~1250℃保温;(3)进行锻造后随炉冷却;(4)880±10℃正火处理;(5)900~940℃保温2~3h,然后水冷;(6)在450~550℃回

一种高耐磨预硬型塑料模具钢及其制备方法.pdf
本发明公开了一种高耐磨预硬型塑料模具钢,该模具钢在传统预硬型塑料模具钢的元素配比上加大了Mn、Ti以及Mo、Sr等元素的配比,同时控制其他合金元素的用量,在保证传统塑料模具钢力学性能及加工性能的基础上进一步改善了合金的耐磨耐蚀性,可以满足多种类型的塑料件浇注用,加入的稀土氧化物包覆纳米碳化钨复合变质剂进一步改善了模具钢的组织结构,增强增韧效果显著,与金属液的浸润性更佳,变质效果均匀稳定;该模具钢制备方法简单高效,制造周期短,极具生产应用价值。