
滑轨托承式PCB板再流焊炉辅助传送系统.pdf

是秋****写意

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

滑轨托承式PCB板再流焊炉辅助传送系统.pdf
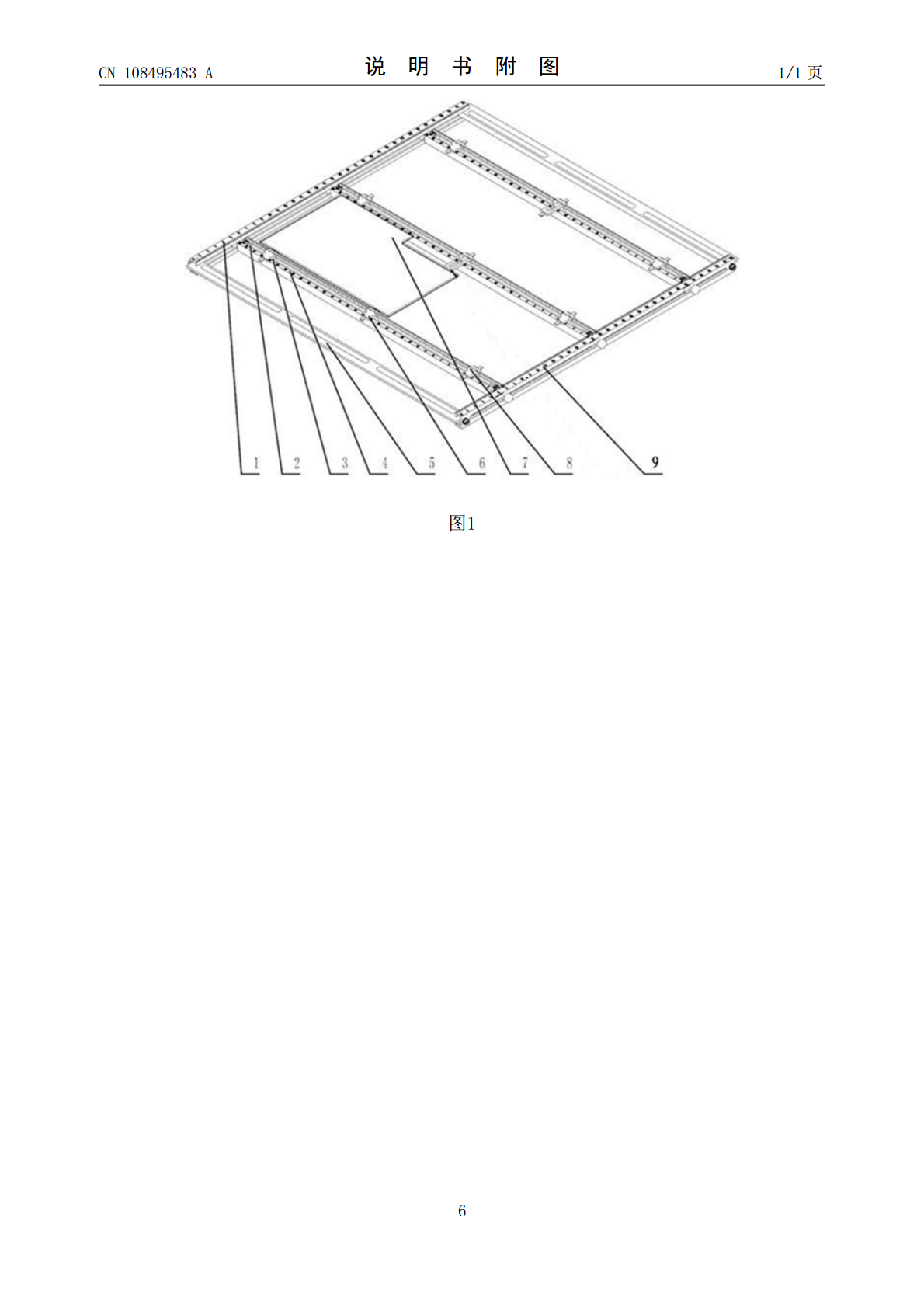
本发明公开的一种滑轨托承式PCB板再流焊炉辅助传送系统,旨在提供一种定位准确、传送可靠性的再流焊炉辅助传送系统。本发明通过下述技术方案予以实现:矩形滑轨上下平行,并制有沿横向贯穿的滑轨槽,至少三根矩形滑杆通过两端矩形滑轨滑动并由锁紧滑块和手紧螺钉定位在上述滑轨槽内,每根矩形滑杆的纵向面制有倒T形凹槽,倒T形凹槽内装配有定位印制电路板PCBA的矩形滑块,每根矩形滑块制有托承PCB板的托块,矩形滑块沿倒T形凹槽滑动,能够快速的滑动组合出PCB板所需的托承模式,至少四个矩形滑块和托块构成的组合均采用手紧螺钉将P

具有润滑机构的PCB板传送系统.pdf
本发明公开了一种具有润滑机构的PCB板传送系统,所述PCB板传送系统设置在贴片机与固化炉之间以将经过所述贴片机贴片处理后的PCB板传送至所述固化炉中进行贴片加固处理;包括传送组件、用于驱动所述传送组件的驱动装置和润滑机构,所述传送组件的两端分别与所述贴片机的传输出口以及所述固化炉的传输入口相连接;其中,所述润滑机构设于所述传送组件的端部以向位于所述贴片机传输出口的链条(13)或位于所述固化炉传输入口的链条(13)上添加润滑油。该PCB板传送系统能够及时准确地向与PCB板传送系统两端相连接的贴片机和固化炉的
PCB板悬挂传送装置.pdf
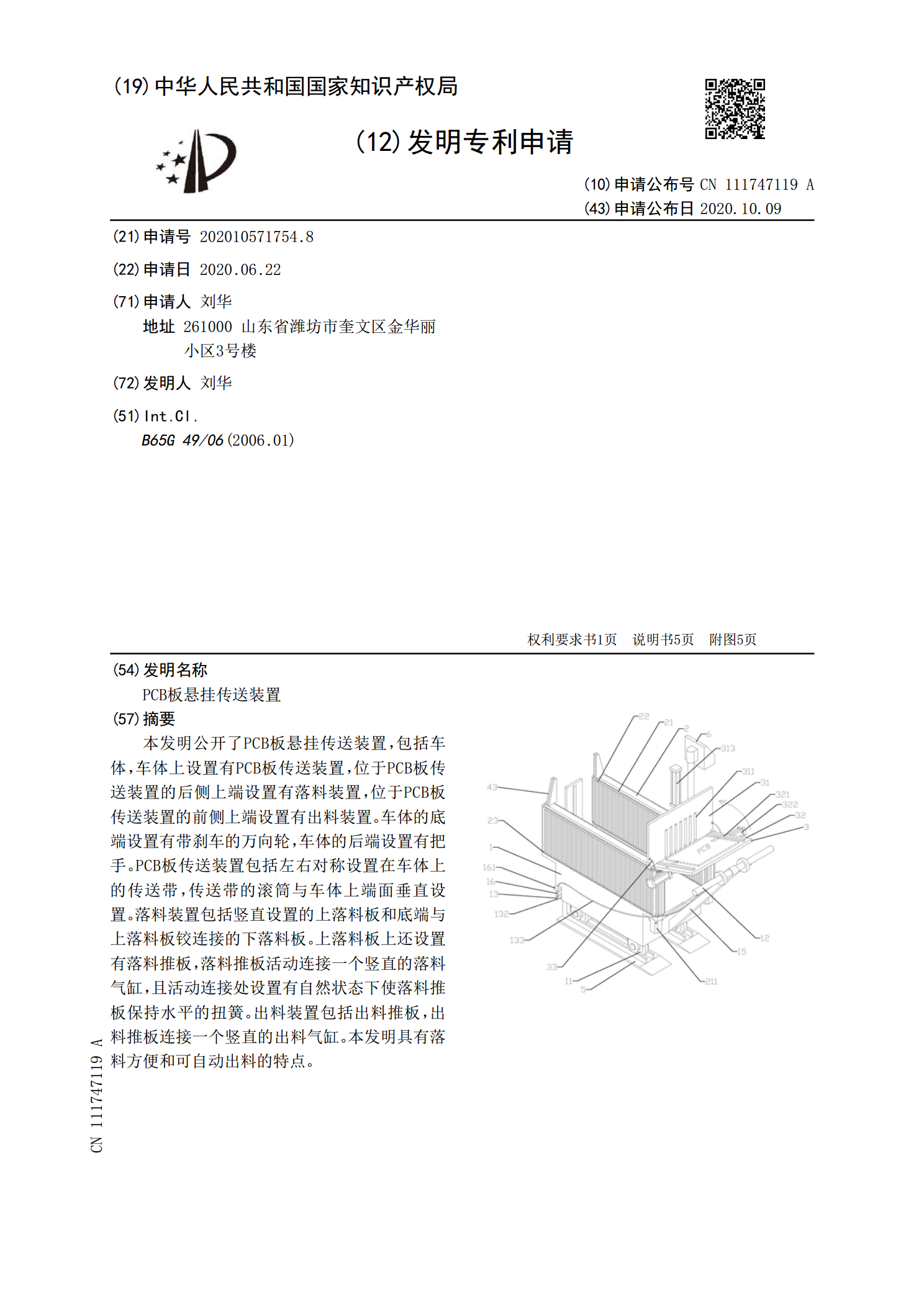
本发明公开了PCB板悬挂传送装置,包括车体,车体上设置有PCB板传送装置,位于PCB板传送装置的后侧上端设置有落料装置,位于PCB板传送装置的前侧上端设置有出料装置。车体的底端设置有带刹车的万向轮,车体的后端设置有把手。PCB板传送装置包括左右对称设置在车体上的传送带,传送带的滚筒与车体上端面垂直设置。落料装置包括竖直设置的上落料板和底端与上落料板铰连接的下落料板。上落料板上还设置有落料推板,落料推板活动连接一个竖直的落料气缸,且活动连接处设置有自然状态下使落料推板保持水平的扭簧。出料装置包括出料推板,出

一种PCB焊盘设计方法、PCB焊盘及PCB板.pdf
本发明提供一种PCB焊盘设计方法、PCB焊盘及PCB板,所述方法包括:预先设置焊盘尺寸阈值,从PCB设计文件中筛选出尺寸达到所述阈值的目标焊盘;根据设定的钢网面积限值为所述目标焊盘生成多个钢网区域;获取所述目标焊盘的过孔数量,在多个钢网区域组成的钢网覆盖区边缘均匀生成相应数量的过孔。本发明通过分割大尺寸焊盘的钢网区域,并限定过孔位置和尺寸,能够有效防止PCB焊接过程中产生气泡,提升板卡良率和可靠性。

PCB板焊盘及电路板.pdf
本发明公开了一种PCB板焊盘,包括焊条部以及沿板面延展方向相分离设置的留空板部和焊接板部,所述焊条部的两端分别与所述留空板部和所述焊接板部导电衔接。将焊盘根据焊接和留空,分离成焊接板部和留空板部,并在两者之间通过焊条部进行导电,以保证导电要求。因为焊接板部与留空板部分离,所以彼此之间无法直接传热,而又因为焊条部宽度减小,通过焊条部传递的热量并不多。这使得在进行回炉焊的过程中,焊接板部的热量不会过多的传递至留空板部,进而不会被留空板部影响其散热速度,以在使用时,电子元件的两端焊锡升温速度以及降温速度均趋于一