
一种高强度球墨铸铁的绿色铸造方法及装置.pdf

觅松****哥哥


1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度球墨铸铁的绿色铸造方法及装置.pdf
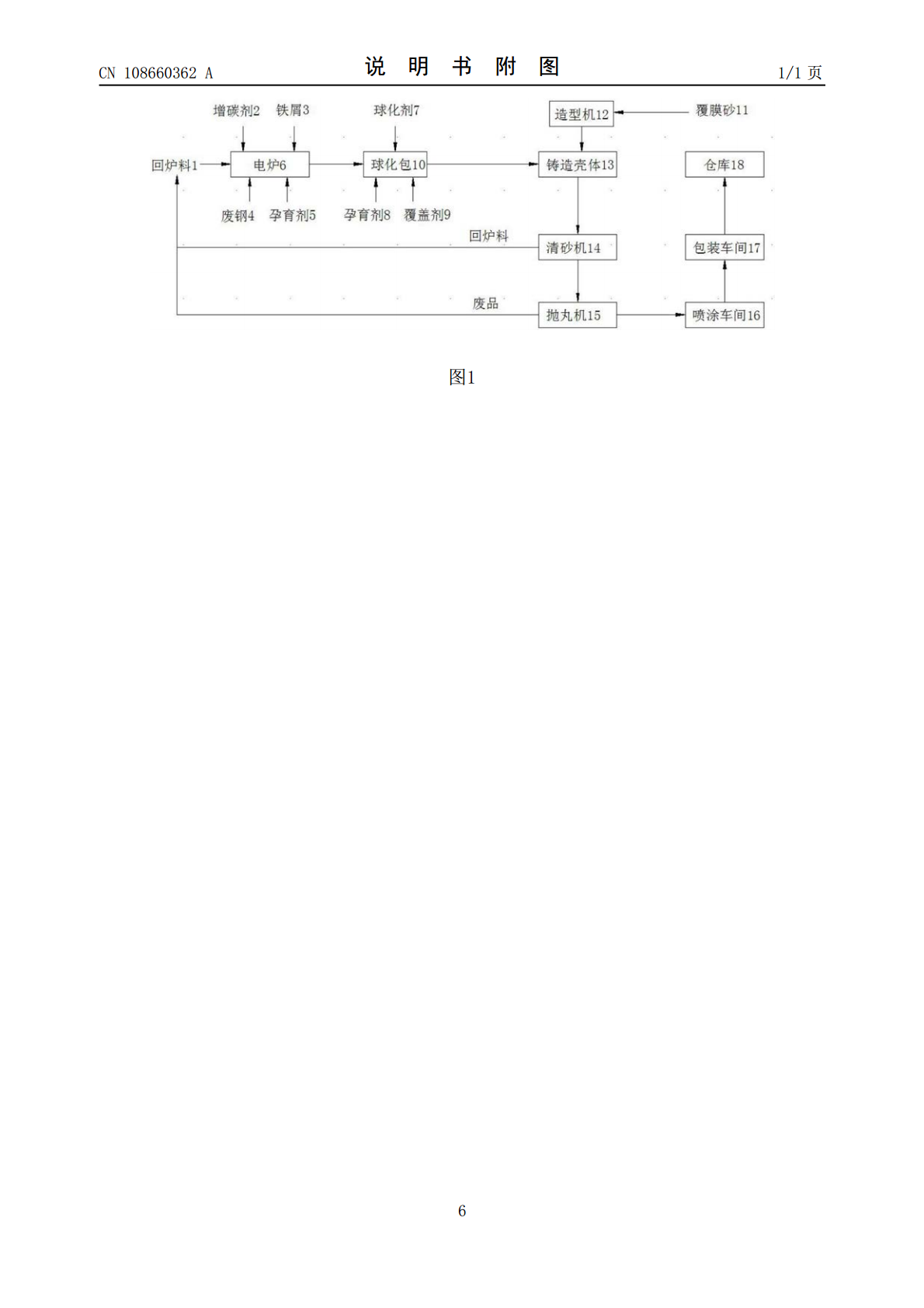
本发明提供一种高强度球墨铸铁的绿色铸造方法,解决现有球墨铸铁产品生产成本过高和硬度、弯曲强度等机械性能较差的问题。按照废钢70‑80%、回炉料20‑30%、球化剂1%、孕育剂0.9%、增碳剂4.5%的比例进行配料。原材料经过电炉的熔化、增碳、孕育后,铁水倒入球化包进行球化处理后倒入叠铸腹膜沙腔体内部成型。上述球墨铸铁微量元素的化学成分严格控制在:C:3.60‑3.9%,Si:1.60‑1.90%,P:0.033‑0.035%,S:0.032‑0.035%,Mn:0.20‑0.40%。本发明以废钢为主要原材
一种球墨铸铁铸造装置及铸造方法.pdf
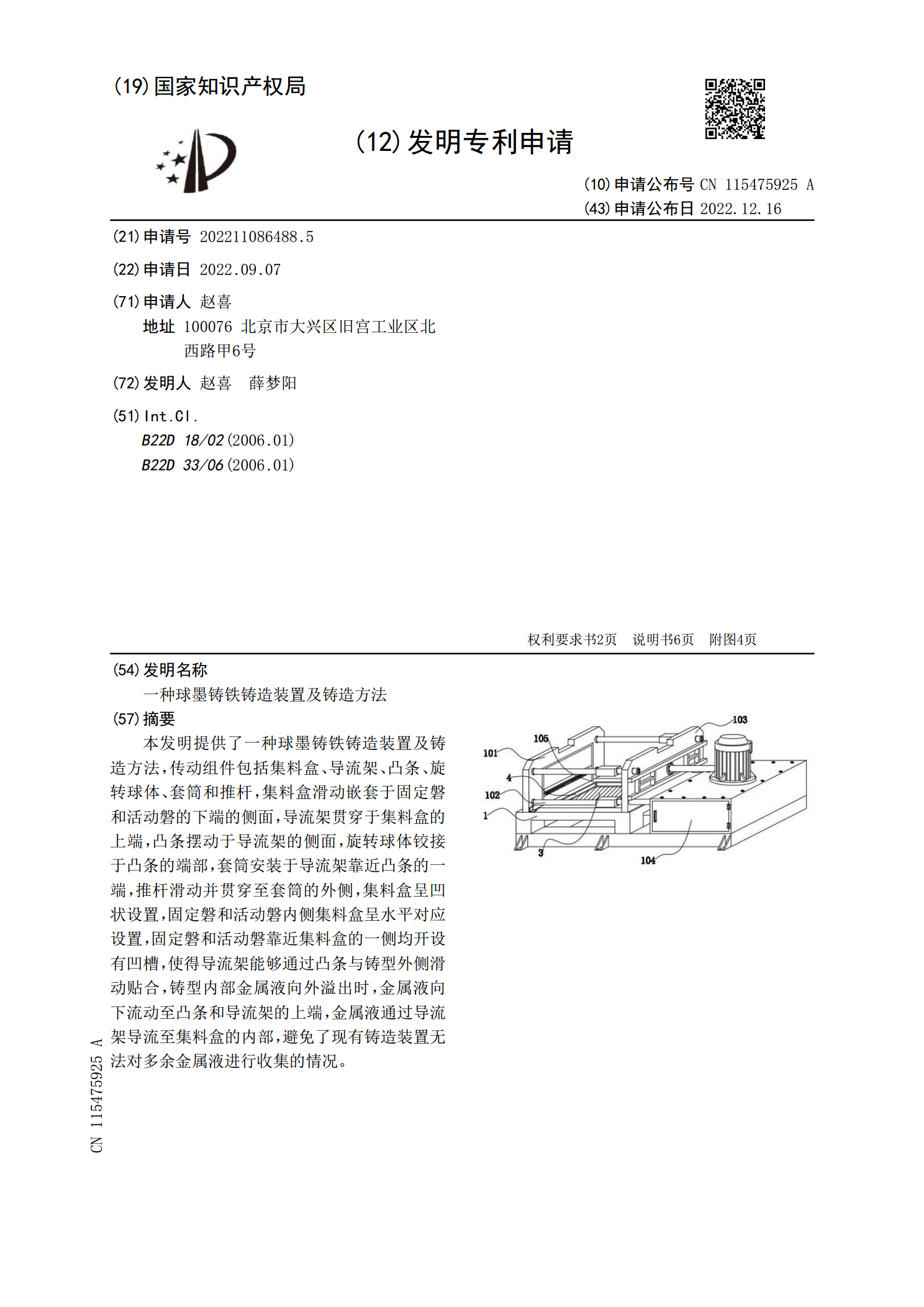
本发明提供了一种球墨铸铁铸造装置及铸造方法,传动组件包括集料盒、导流架、凸条、旋转球体、套筒和推杆,集料盒滑动嵌套于固定磐和活动磐的下端的侧面,导流架贯穿于集料盒的上端,凸条摆动于导流架的侧面,旋转球体铰接于凸条的端部,套筒安装于导流架靠近凸条的一端,推杆滑动并贯穿至套筒的外侧,集料盒呈凹状设置,固定磐和活动磐内侧集料盒呈水平对应设置,固定磐和活动磐靠近集料盒的一侧均开设有凹槽,使得导流架能够通过凸条与铸型外侧滑动贴合,铸型内部金属液向外溢出时,金属液向下流动至凸条和导流架的上端,金属液通过导流架导流至集
一种离心铸造高强度球墨铸铁气缸套的方法.pdf
本发明公开了一种离心铸造高强度球墨铸铁气缸套的方法,包括配料、熔炼、球化处理、浇注、冷却及保温;球化处理:使用喂丝球化的方法对球化前铁水进行球化处理,得到球化后铁水;浇注:将球化后铁水导入无芯气压保温浇注炉内,通过无芯气压保温浇注炉将球化后铁水注入离心浇注机内;离心浇注机向浇注模内进行浇注,得到气缸套铸件。本发明工艺简单,操作方便;使用喂丝球化的方法进行球化处理,减少球化过程的人为影响;使用无芯气压保温浇注炉,可长时间的连续向多工位离心浇注机注入球化后铁水,保证生产效率的同时,提高成品率,降低生产成本,实
一种高强度高韧性球墨铸铁的铸造工艺.pdf
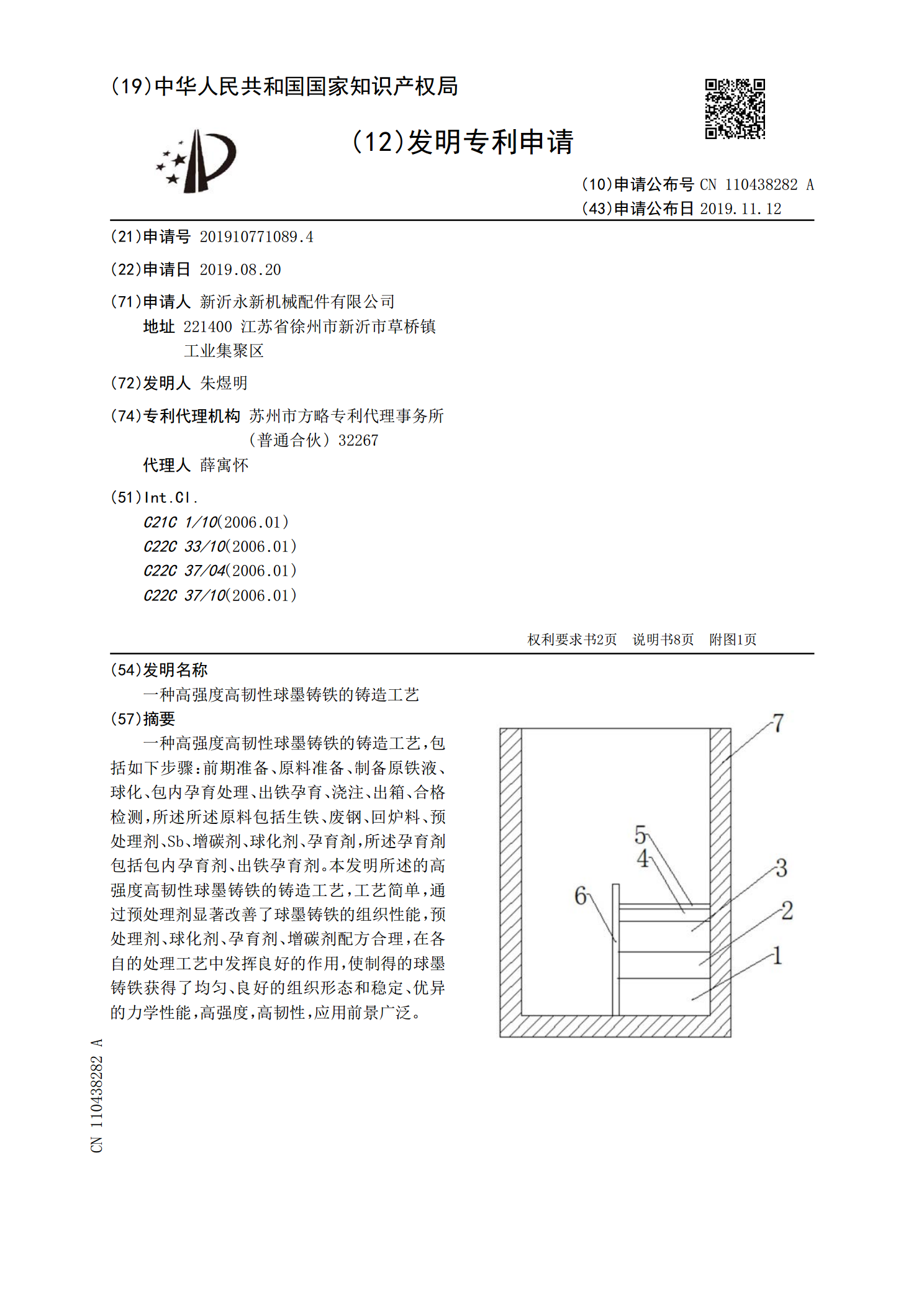
一种高强度高韧性球墨铸铁的铸造工艺,包括如下步骤:前期准备、原料准备、制备原铁液、球化、包内孕育处理、出铁孕育、浇注、出箱、合格检测,所述所述原料包括生铁、废钢、回炉料、预处理剂、Sb、增碳剂、球化剂、孕育剤,所述孕育剤包括包内孕育剂、出铁孕育剂。本发明所述的高强度高韧性球墨铸铁的铸造工艺,工艺简单,通过预处理剂显著改善了球墨铸铁的组织性能,预处理剂、球化剂、孕育剂、增碳剂配方合理,在各自的处理工艺中发挥良好的作用,使制得的球墨铸铁获得了均匀、良好的组织形态和稳定、优异的力学性能,高强度,高韧性,应用前景

一种高强度高韧性球墨铸铁的铸造工艺.pdf
本发明提供一种高强度高韧性球墨铸铁的铸造工艺,涉及金属铸造领域,包括以下步骤:将废钢、硅铁、生铁和增碳剂混合加热熔化成铁水后,调整铁液中各化学成分及含量,保温出炉,将孕育剂以随流方式加入,铁液全部加入到铁液包后,进行喂丝操作,所用喂丝线成分为:Mg15‑25%、Si40‑60%、Re1.5‑2.5%、Ca1.5‑2.5%、其余为铁,喂丝操作结束后,进行二次孕育和浇注,即可得到所述高强度高韧性球墨铸铁,本发明具有生产成本低、安全、环保的优点,且生产出的球墨铸铁具有极高的强度和韧性,各方面机械性能优越