
一种更换连续退火炉炉鼻子时的带钢处理方法.pdf

小长****6淑

1/7

2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种更换连续退火炉炉鼻子时的带钢处理方法.pdf
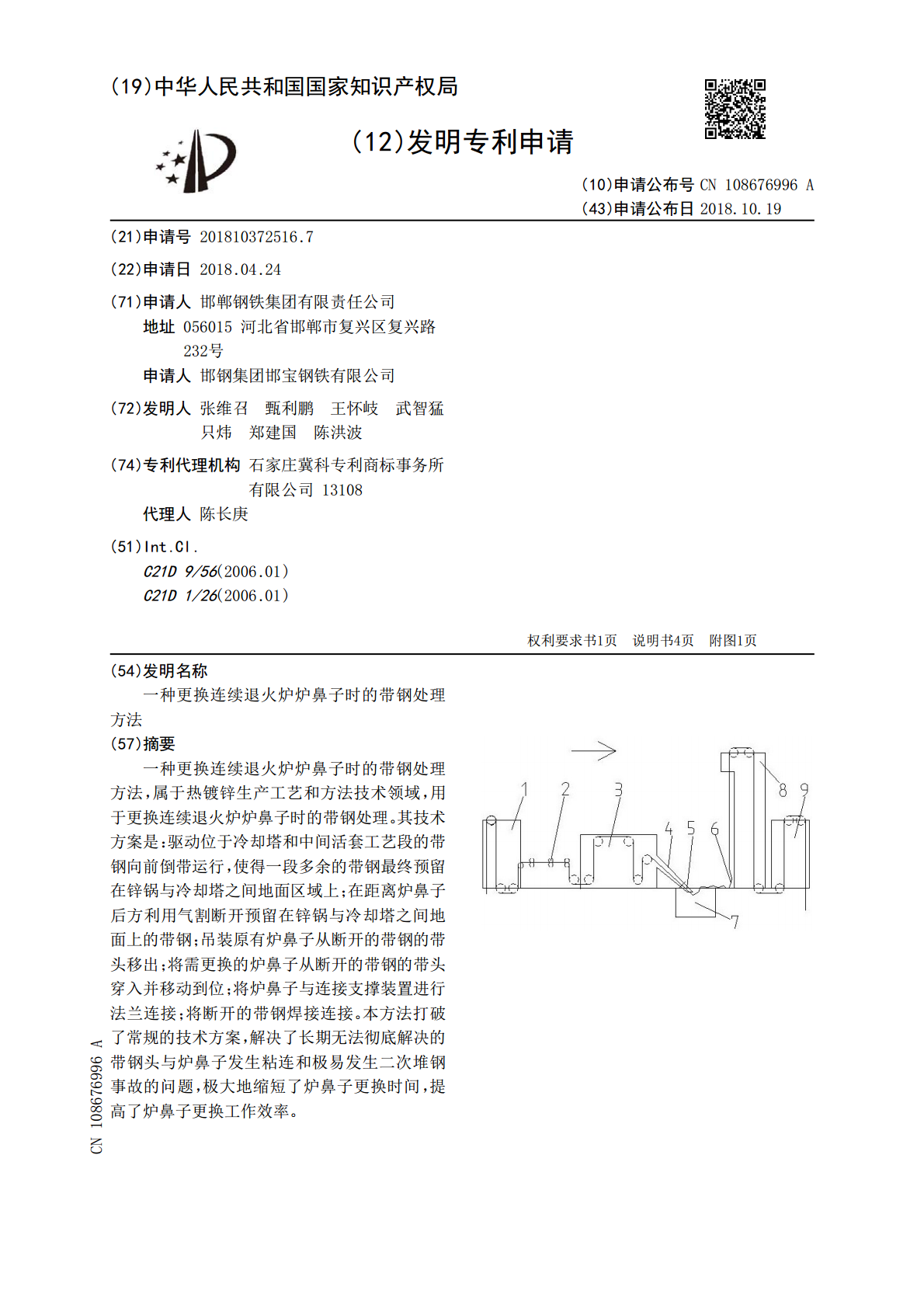
一种更换连续退火炉炉鼻子时的带钢处理方法,属于热镀锌生产工艺和方法技术领域,用于更换连续退火炉炉鼻子时的带钢处理。其技术方案是:驱动位于冷却塔和中间活套工艺段的带钢向前倒带运行,使得一段多余的带钢最终预留在锌锅与冷却塔之间地面区域上;在距离炉鼻子后方利用气割断开预留在锌锅与冷却塔之间地面上的带钢;吊装原有炉鼻子从断开的带钢的带头移出;将需更换的炉鼻子从断开的带钢的带头穿入并移动到位;将炉鼻子与连接支撑装置进行法兰连接;将断开的带钢焊接连接。本方法打破了常规的技术方案,解决了长期无法彻底解决的带钢头与炉鼻子
冷轧连续退火炉炉辊的更换方法.pdf
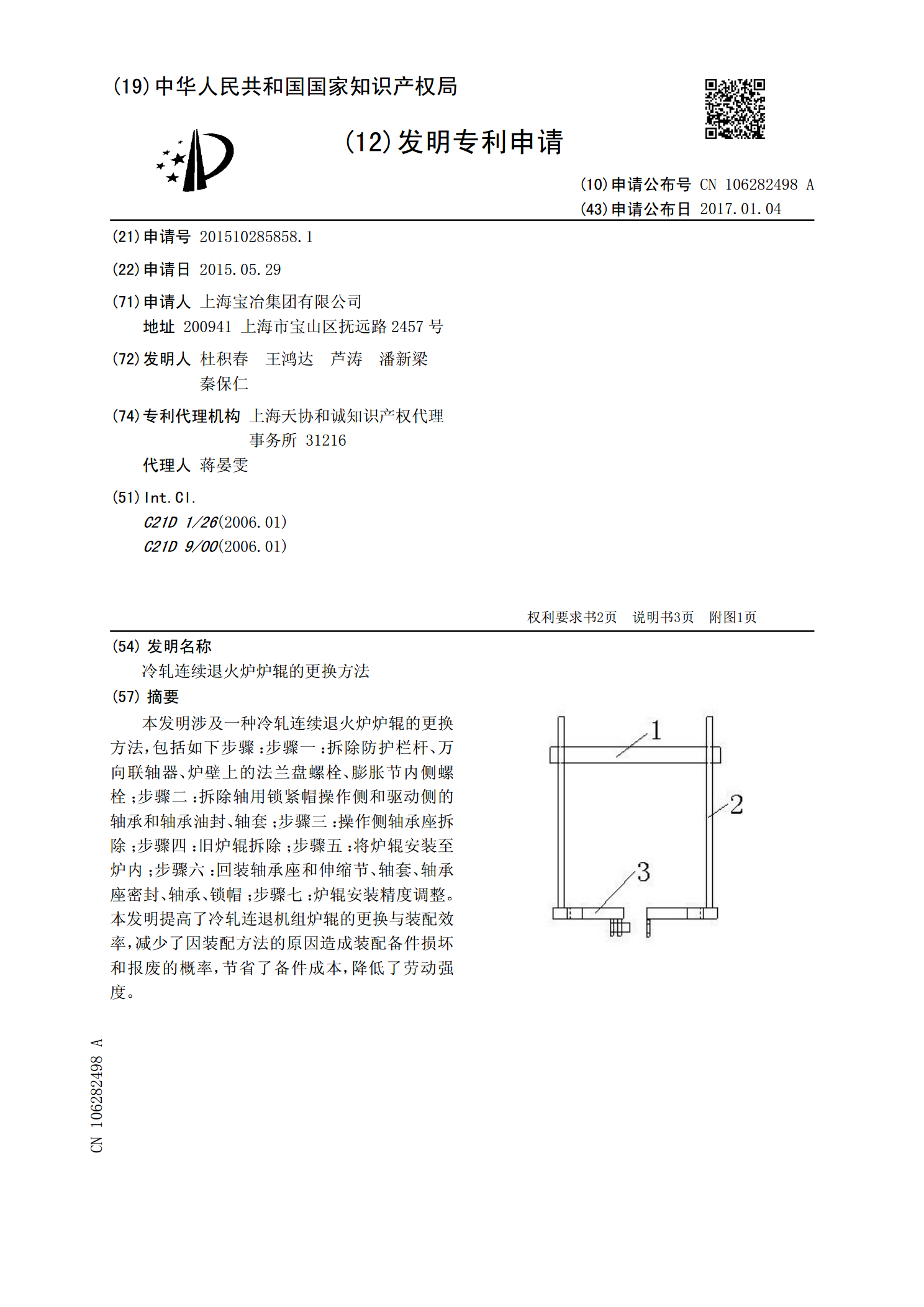
本发明涉及一种冷轧连续退火炉炉辊的更换方法,包括如下步骤:步骤一:拆除防护栏杆、万向联轴器、炉壁上的法兰盘螺栓、膨胀节内侧螺栓;步骤二:拆除轴用锁紧帽操作侧和驱动侧的轴承和轴承油封、轴套;步骤三:操作侧轴承座拆除;步骤四:旧炉辊拆除;步骤五:将炉辊安装至炉内;步骤六:回装轴承座和伸缩节、轴套、轴承座密封、轴承、锁帽;步骤七:炉辊安装精度调整。本发明提高了冷轧连退机组炉辊的更换与装配效率,减少了因装配方法的原因造成装配备件损坏和报废的概率,节省了备件成本,降低了劳动强度。
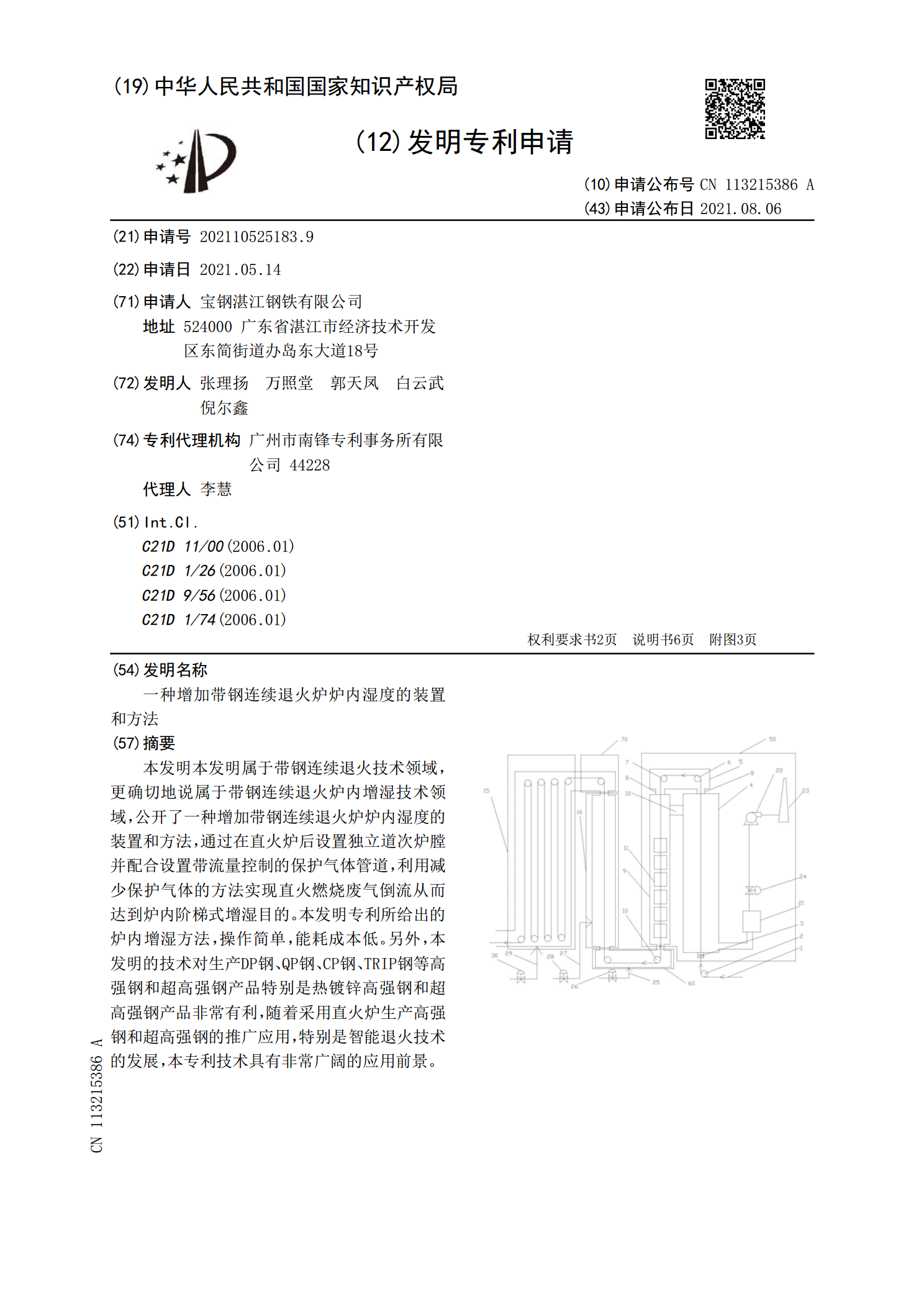
一种增加带钢连续退火炉炉内湿度的装置和方法.pdf
本发明本发明属于带钢连续退火技术领域,更确切地说属于带钢连续退火炉内增湿技术领域,公开了一种增加带钢连续退火炉炉内湿度的装置和方法,通过在直火炉后设置独立道次炉膛并配合设置带流量控制的保护气体管道,利用减少保护气体的方法实现直火燃烧废气倒流从而达到炉内阶梯式增湿目的。本发明专利所给出的炉内增湿方法,操作简单,能耗成本低。另外,本发明的技术对生产DP钢、QP钢、CP钢、TRIP钢等高强钢和超高强钢产品特别是热镀锌高强钢和超高强钢产品非常有利,随着采用直火炉生产高强钢和超高强钢的推广应用,特别是智能退火技术的
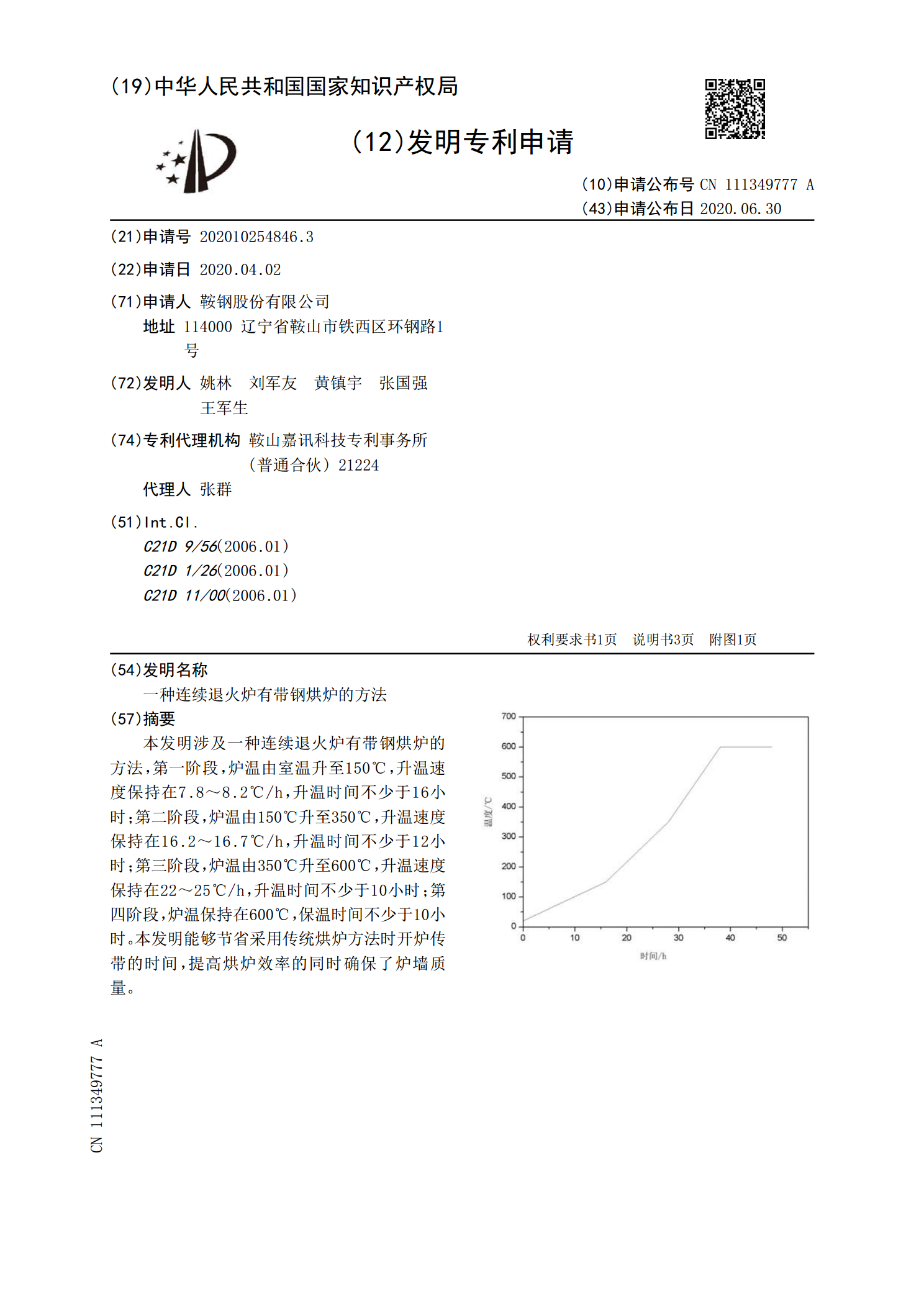
一种连续退火炉有带钢烘炉的方法.pdf
本发明涉及一种连续退火炉有带钢烘炉的方法,第一阶段,炉温由室温升至150℃,升温速度保持在7.8~8.2℃/h,升温时间不少于16小时;第二阶段,炉温由150℃升至350℃,升温速度保持在16.2~16.7℃/h,升温时间不少于12小时;第三阶段,炉温由350℃升至600℃,升温速度保持在22~25℃/h,升温时间不少于10小时;第四阶段,炉温保持在600℃,保温时间不少于10小时。本发明能够节省采用传统烘炉方法时开炉传带的时间,提高烘炉效率的同时确保了炉墙质量。

立式连续退火炉内带钢-炉辊热力耦合研究.docx
立式连续退火炉内带钢-炉辊热力耦合研究立式连续退火炉是一种广泛应用于钢铁行业的热处理设备,具有加热速度快、温度均匀、节能环保等优点。其中,炉辊作为炉内带钢的支撑和传输装置,起着至关重要的作用。炉辊与带钢之间存在热力耦合作用,会影响带钢的温度分布、热应力等工艺参数,因此对立式连续退火炉内炉辊-带钢热力耦合作用进行研究具有重要意义。热力耦合作用是指热量和力的相互影响,即温度变化引起物体的变形力,力的作用也能引起物体的温度变化。在立式连续退火炉内,炉辊与带钢之间的热力耦合作用主要表现为以下几个方面:一、炉辊对带