
一种防止带钢在立式退火炉中跑偏的方法及装置.pdf

慧颖****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种防止带钢在立式退火炉中跑偏的方法及装置.pdf
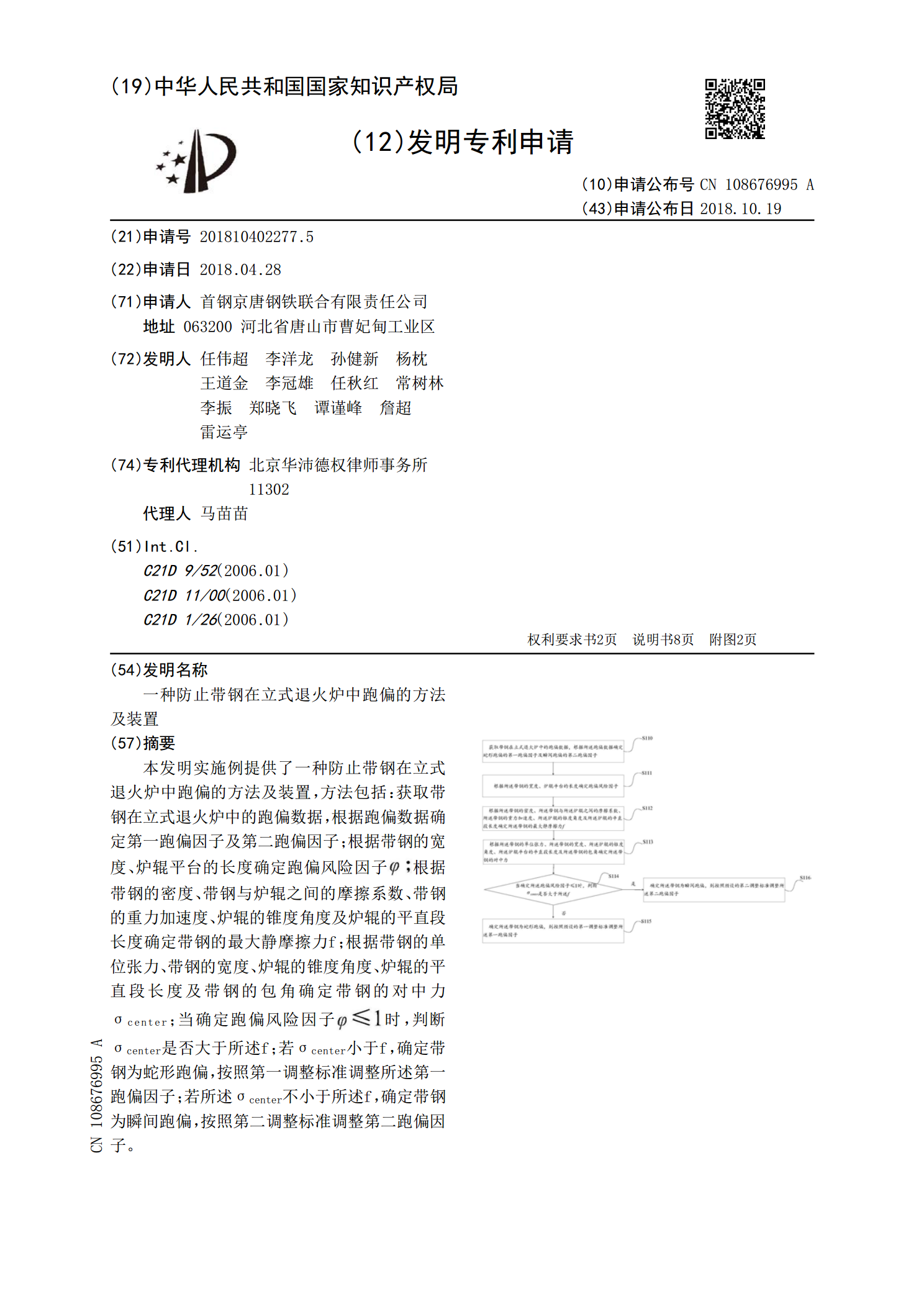
本发明实施例提供了一种防止带钢在立式退火炉中跑偏的方法及装置,方法包括:获取带钢在立式退火炉中的跑偏数据,根据跑偏数据确定第一跑偏因子及第二跑偏因子;根据带钢的宽度、炉辊平台的长度确定跑偏风险因子
一种防止带钢跑偏的控制方法.pdf
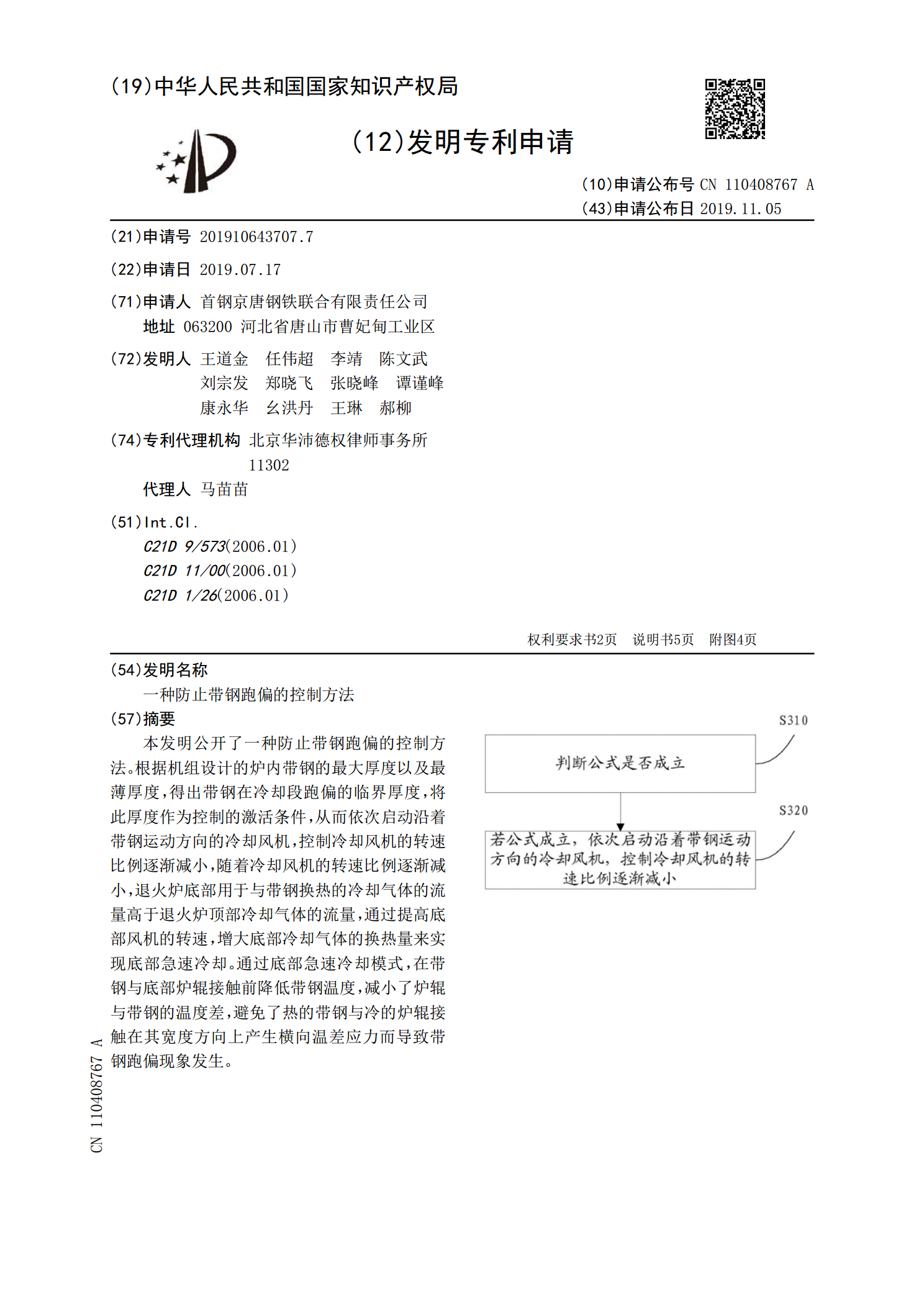
本发明公开了一种防止带钢跑偏的控制方法。根据机组设计的炉内带钢的最大厚度以及最薄厚度,得出带钢在冷却段跑偏的临界厚度,将此厚度作为控制的激活条件,从而依次启动沿着带钢运动方向的冷却风机,控制冷却风机的转速比例逐渐减小,随着冷却风机的转速比例逐渐减小,退火炉底部用于与带钢换热的冷却气体的流量高于退火炉顶部冷却气体的流量,通过提高底部风机的转速,增大底部冷却气体的换热量来实现底部急速冷却。通过底部急速冷却模式,在带钢与底部炉辊接触前降低带钢温度,减小了炉辊与带钢的温度差,避免了热的带钢与冷的炉辊接触在其宽度方

立式连续退火炉内带钢防跑偏的控制方法及控制系统.pdf
本发明公开了一种立式连续退火炉内带钢防跑偏的控制方法,包括:获取冷硬卷的板形实际曲线、板形仪对冷硬卷的分区信息;根据板形实际曲线和分区信息,确定冷硬卷的板形判定区域;在板形判定区域内,根据板形实际曲线,判断冷硬卷的板形是否符合板形内控标准;若不符合板形内控标准,继续判断冷硬卷的板形是否符合板形判定标准;若不符合板形判定标准,对冷硬卷进行预平整处理或预拉矫处理;控制处理后的冷硬卷在立式连续退火炉的加热段的运行速度执行第一类限速;若符合板形判定标准,控制冷硬卷在立式连续退火炉的加热段的运行速度执行第二类限速;
一种避免带钢跑偏的方法及装置.pdf
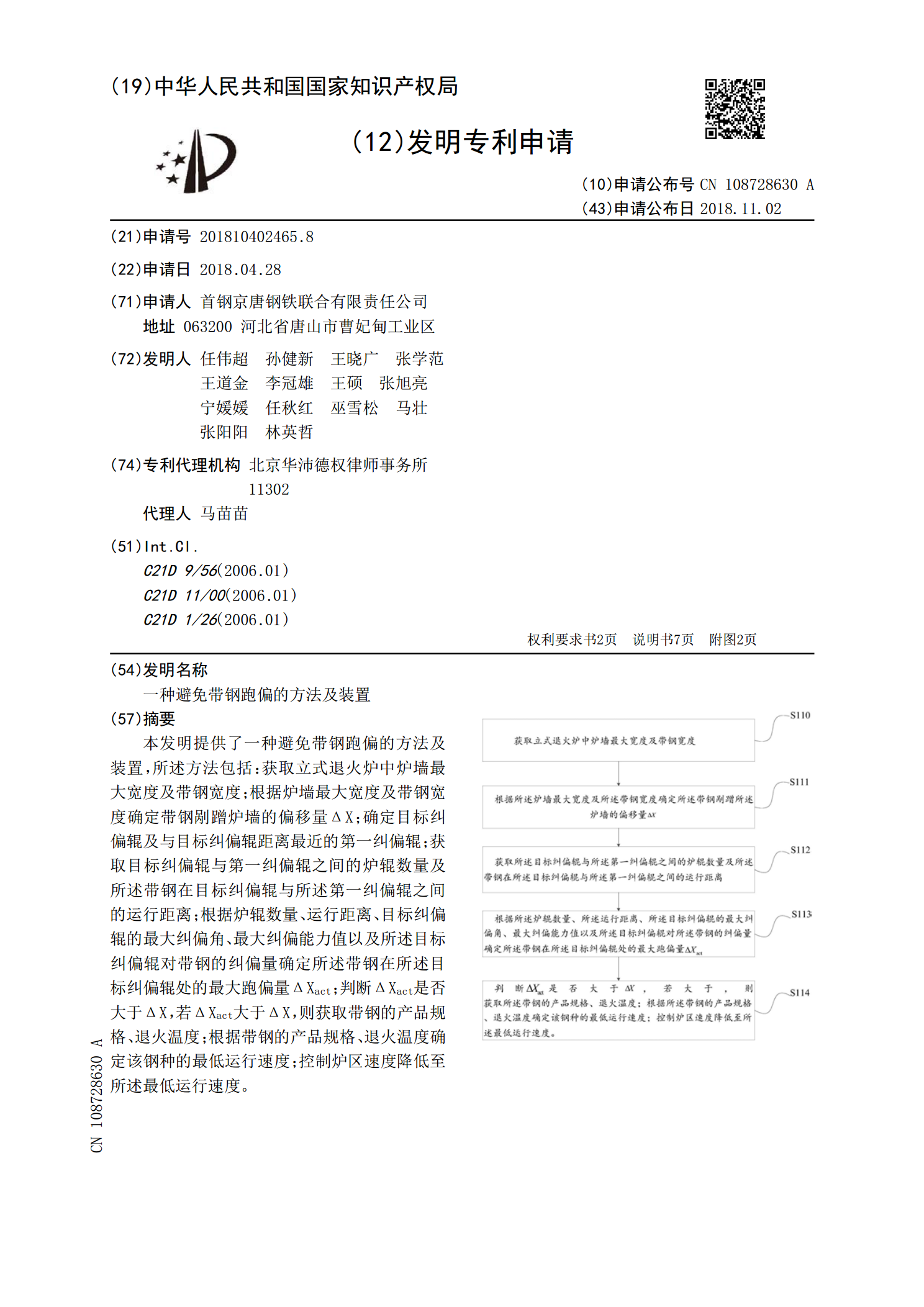
本发明提供了一种避免带钢跑偏的方法及装置,所述方法包括:获取立式退火炉中炉墙最大宽度及带钢宽度;根据炉墙最大宽度及带钢宽度确定带钢剐蹭炉墙的偏移量ΔX;确定目标纠偏辊及与目标纠偏辊距离最近的第一纠偏辊;获取目标纠偏辊与第一纠偏辊之间的炉辊数量及所述带钢在目标纠偏辊与所述第一纠偏辊之间的运行距离;根据炉辊数量、运行距离、目标纠偏辊的最大纠偏角、最大纠偏能力值以及所述目标纠偏辊对带钢的纠偏量确定所述带钢在所述目标纠偏辊处的最大跑偏量ΔX

一种带钢跑偏控制方法和装置.pdf
本发明公开了一种带钢跑偏控制方法和装置,包括:从目标带钢的多个长度段中确定目标长度段,长度段为沿目标带钢的长度方向确定的带钢段;获取目标长度段中在宽度方向上的第一不对称度数据组;根据第一不对称度数据组,确定目标长度段的第一跑偏概率;当第一跑偏概率超过设定的第一预设阈值时,控制目标长度段在下一个工艺阶段的生产速度降低至预设速度。本申请可以根据在当前工艺阶段中带钢的板形的不对称度,确定带钢的跑偏概率,当带钢的目标长度段很可能跑偏时,则在下一工艺阶段中进行降速处理,进而降低带钢跑偏的几率,也就降低了限速事故和断