
一种推钢式加热炉中坯料移动装置与方法.pdf

含平****ng

1/8
2/8
3/8

4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种推钢式加热炉中坯料移动装置与方法.pdf
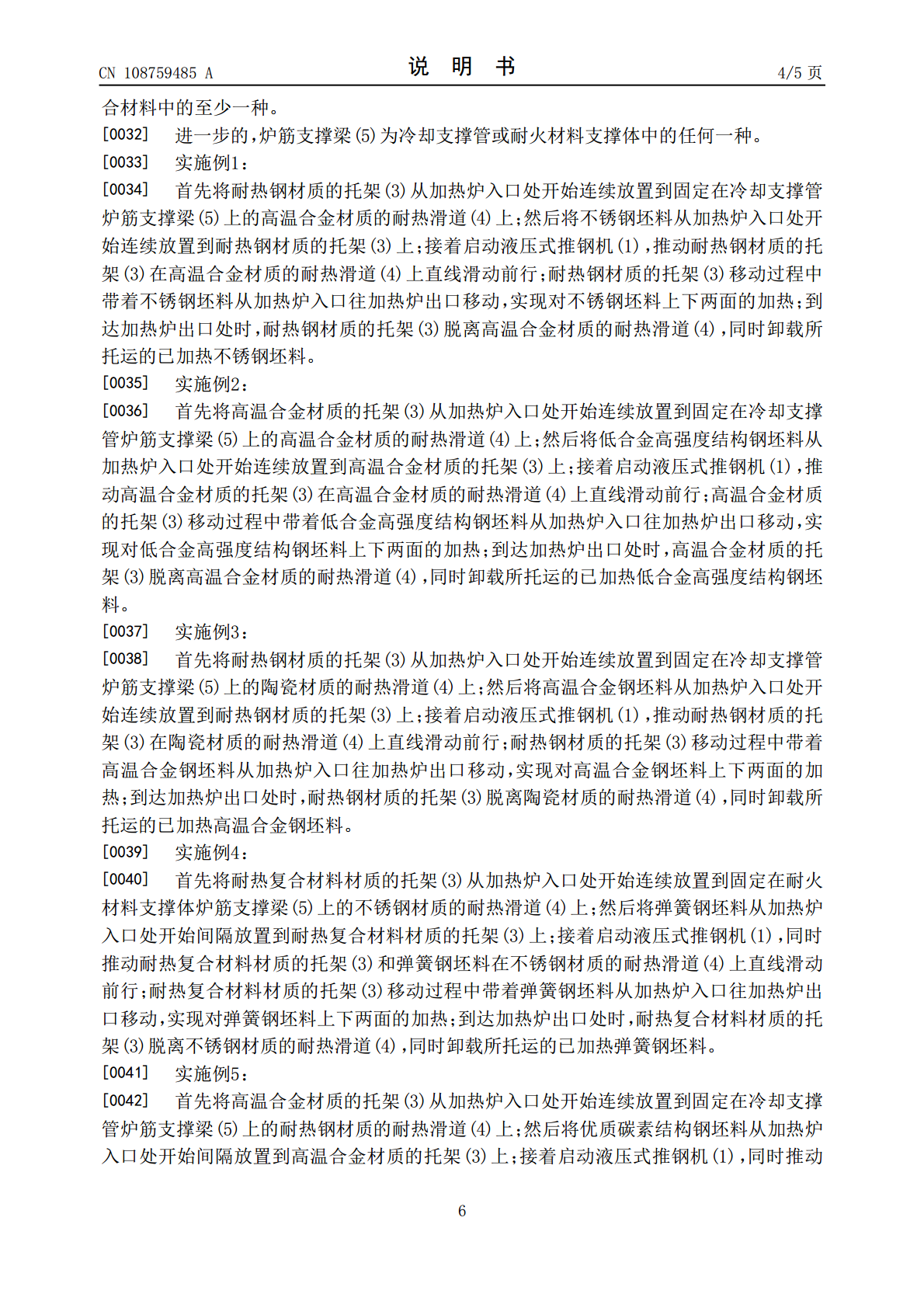
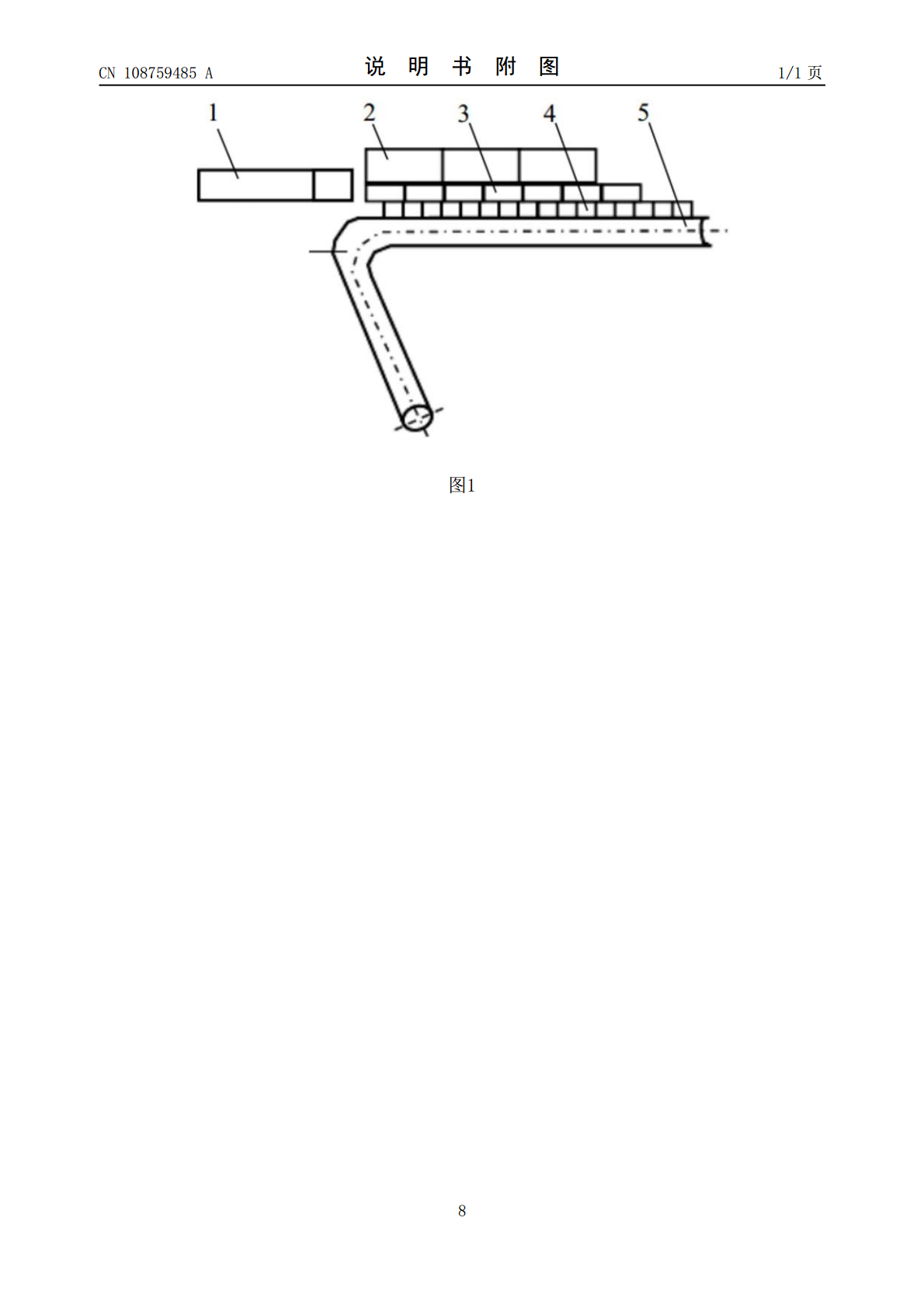
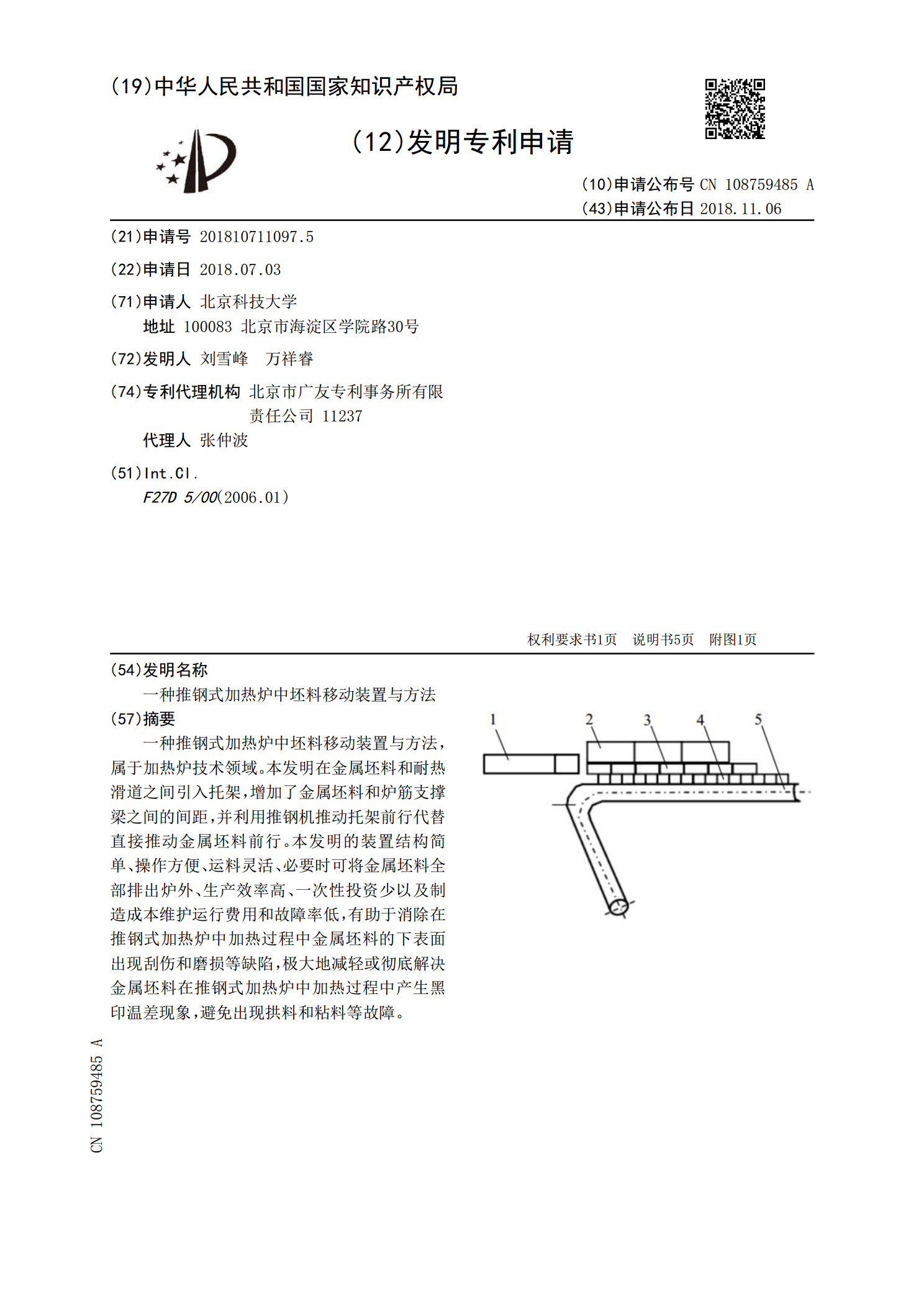
一种推钢式加热炉中坯料移动装置与方法,属于加热炉技术领域。本发明在金属坯料和耐热滑道之间引入托架,增加了金属坯料和炉筋支撑梁之间的间距,并利用推钢机推动托架前行代替直接推动金属坯料前行。本发明的装置结构简单、操作方便、运料灵活、必要时可将金属坯料全部排出炉外、生产效率高、一次性投资少以及制造成本维护运行费用和故障率低,有助于消除在推钢式加热炉中加热过程中金属坯料的下表面出现刮伤和磨损等缺陷,极大地减轻或彻底解决金属坯料在推钢式加热炉中加热过程中产生黑印温差现象,避免出现拱料和粘料等故障。
一种推钢式步进加热炉坯料输送控制系统及方法.pdf
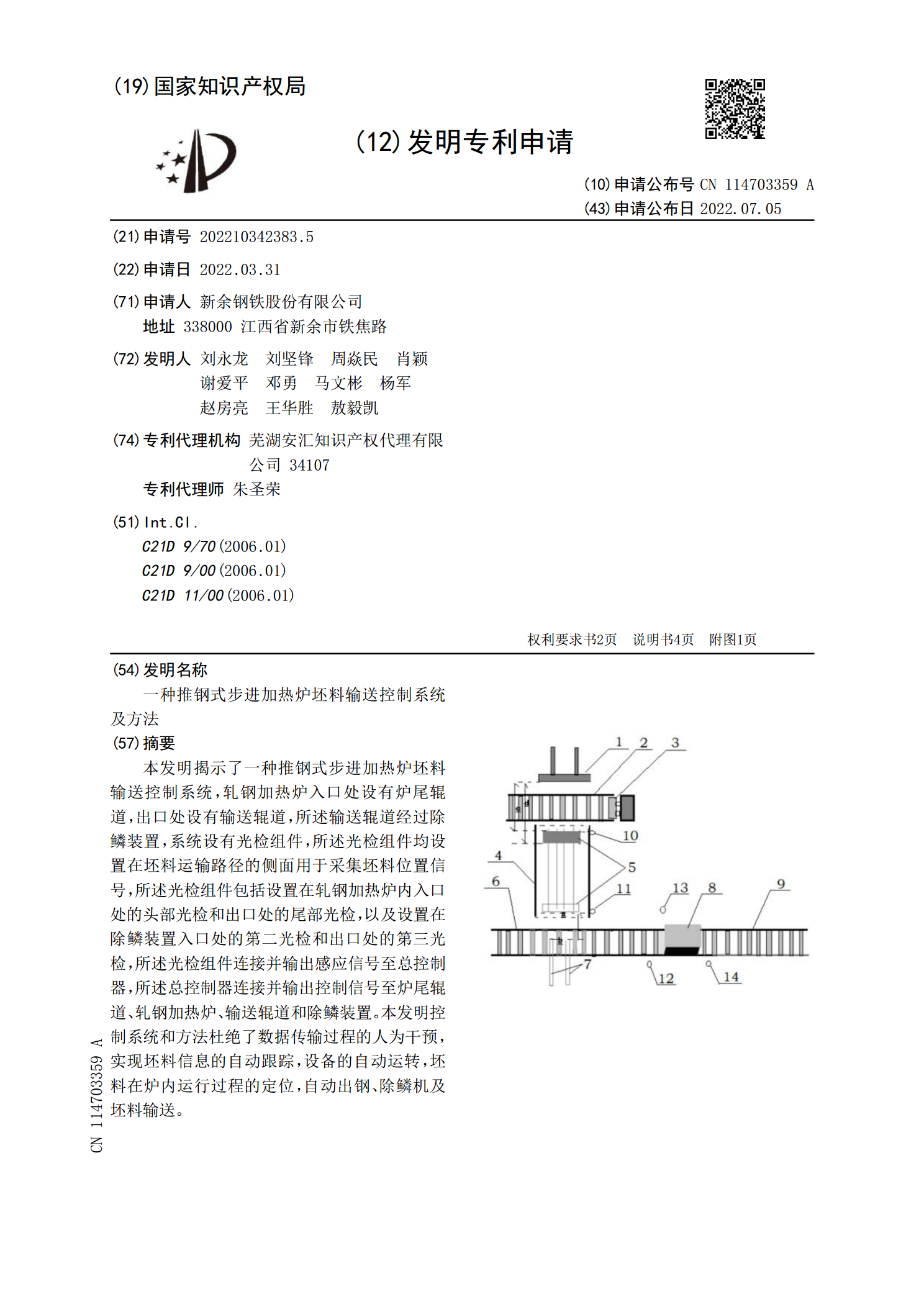
本发明揭示了一种推钢式步进加热炉坯料输送控制系统,轧钢加热炉入口处设有炉尾辊道,出口处设有输送辊道,所述输送辊道经过除鳞装置,系统设有光检组件,所述光检组件均设置在坯料运输路径的侧面用于采集坯料位置信号,所述光检组件包括设置在轧钢加热炉内入口处的头部光检和出口处的尾部光检,以及设置在除鳞装置入口处的第二光检和出口处的第三光检,所述光检组件连接并输出感应信号至总控制器,所述总控制器连接并输出控制信号至炉尾辊道、轧钢加热炉、输送辊道和除鳞装置。本发明控制系统和方法杜绝了数据传输过程的人为干预,实现坯料信息的自
推钢式加热炉双线自动进钢方法.pdf
本发明提供一种推钢式加热炉双线自动进钢方法,方法为:在推钢式加热炉的A、B线卡断剪前分钢机处各安装一台热金属检测器,通过前一根钢坯经过激检时的信号,判断前一根钢坯进入的是A线还是B线,从而A、B线控制分钢机动作;待热检信号消失后,根据检测到推钢式加热炉的A、B线钢坯的进钢需求进行自动出钢。本发明能够对现有的推钢式加热炉进行改进,提高钢坯轧制间隔时间的准确性,减少钢坯热能损耗,提高推钢式加热炉进钢自动化程度,还能够优化人员配置,节约人工成本。
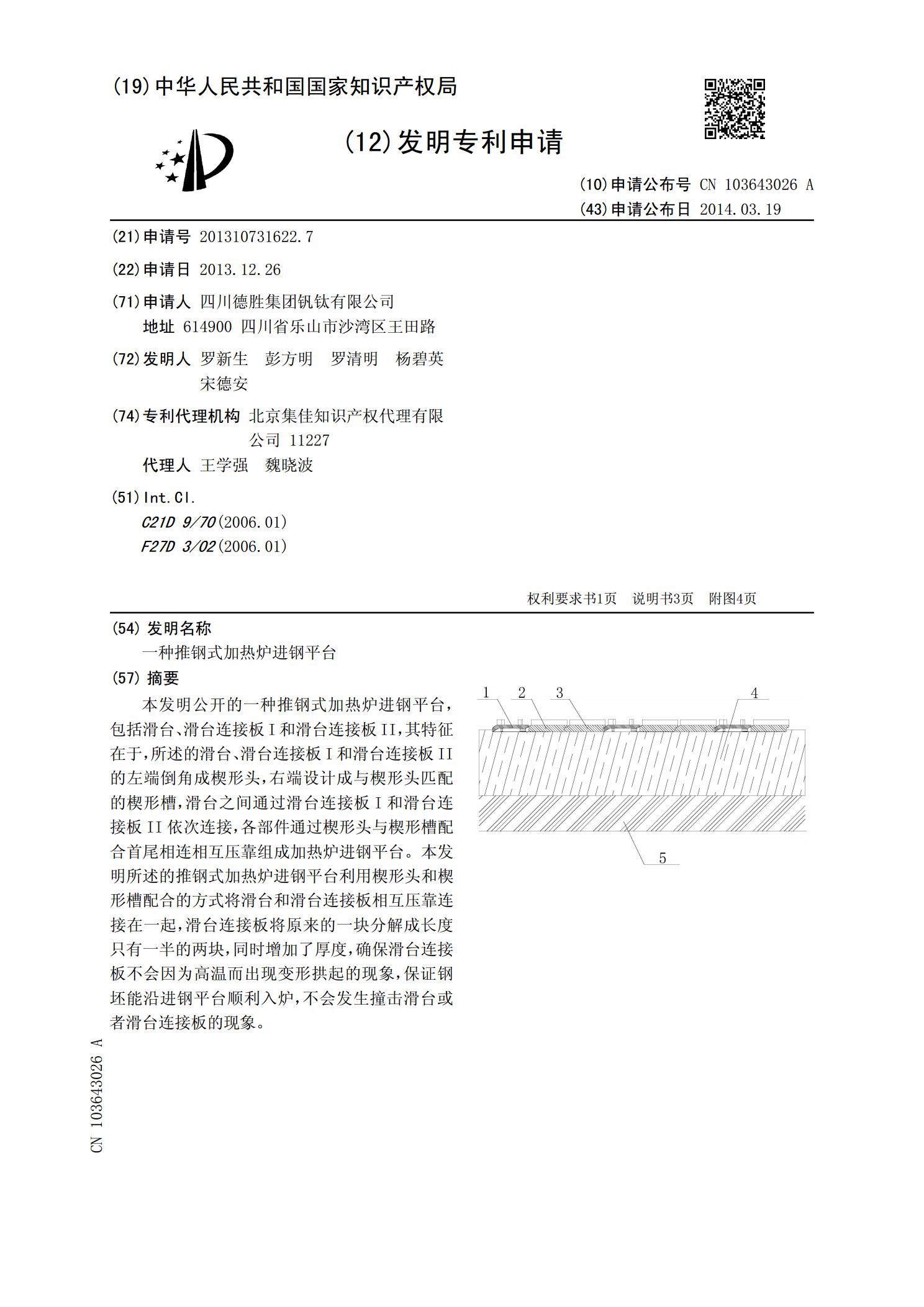
一种推钢式加热炉进钢平台.pdf
本发明公开的一种推钢式加热炉进钢平台,包括滑台、滑台连接板I和滑台连接板II,其特征在于,所述的滑台、滑台连接板I和滑台连接板II的左端倒角成楔形头,右端设计成与楔形头匹配的楔形槽,滑台之间通过滑台连接板I和滑台连接板II依次连接,各部件通过楔形头与楔形槽配合首尾相连相互压靠组成加热炉进钢平台。本发明所述的推钢式加热炉进钢平台利用楔形头和楔形槽配合的方式将滑台和滑台连接板相互压靠连接在一起,滑台连接板将原来的一块分解成长度只有一半的两块,同时增加了厚度,确保滑台连接板不会因为高温而出现变形拱起的现象,保证
一种推钢蓄热式加热炉空燃比的控制方法.pdf
本发明公开了一种推钢蓄热式加热炉空燃比的控制方法,以解决现有蓄热式加热炉存在空燃比不以控制的问题。中板蓄热式加热炉分一加、二加、三加、均热四个燃烧段,一加段和二加段空燃比为0.75‑0.85,三加段空燃比为0.70‑0.80,均热段空燃比为0.70‑0.75。本发明通过调整加热炉内空气和煤气的配比,保证炉内煤气的充分燃烧,有效释放热量,提高钢坯的加热质量,合理配置空燃比降低炉内残余空气量,减少钢坯表面氧化铁皮的生成厚度,降低除鳞难度,降低钢坯的表面烧损,提高钢坯的成材率;另一方面通过优化配比,使燃料充分均