
一种推钢式步进加热炉坯料输送控制系统及方法.pdf

努力****冰心

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种推钢式步进加热炉坯料输送控制系统及方法.pdf
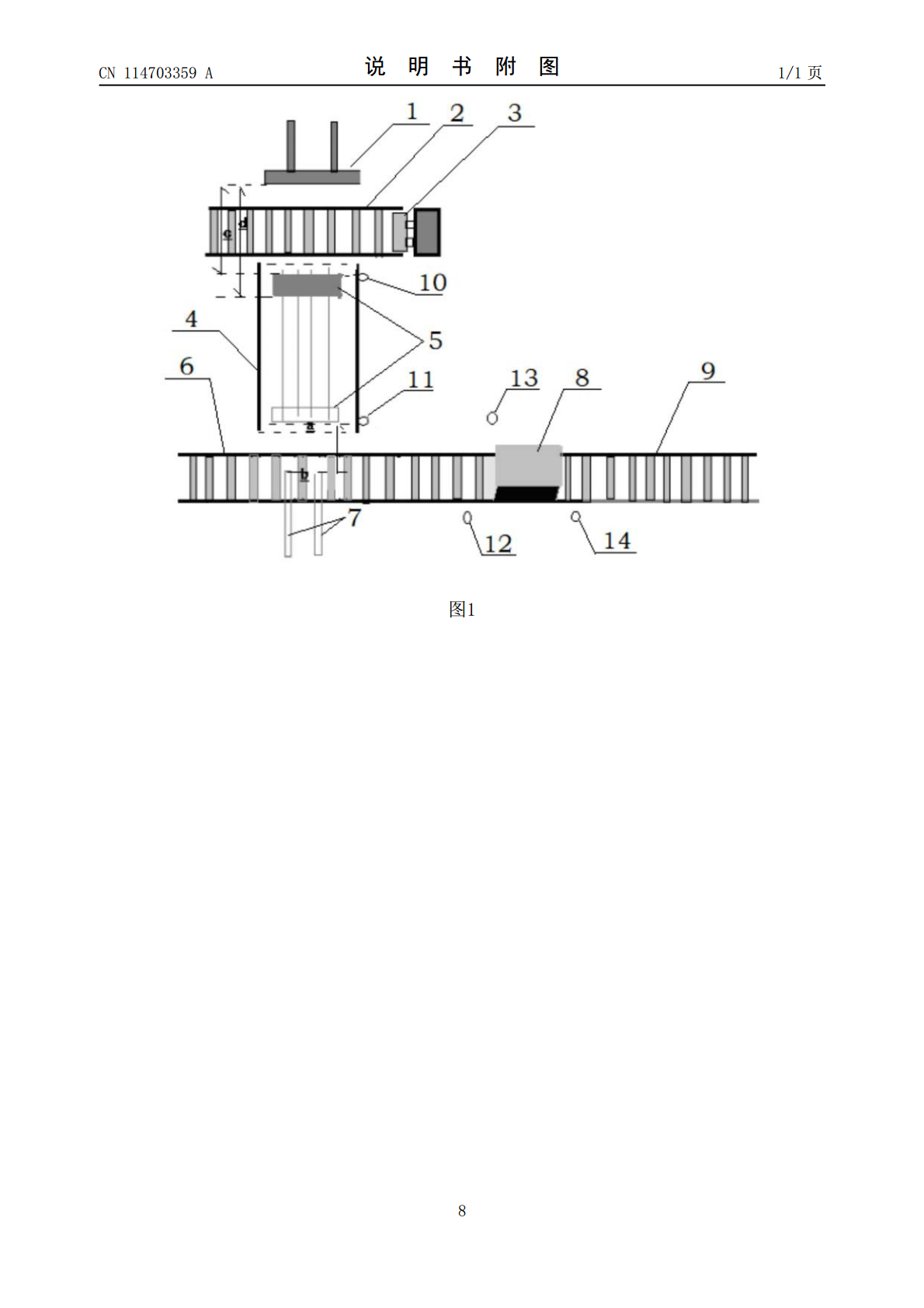
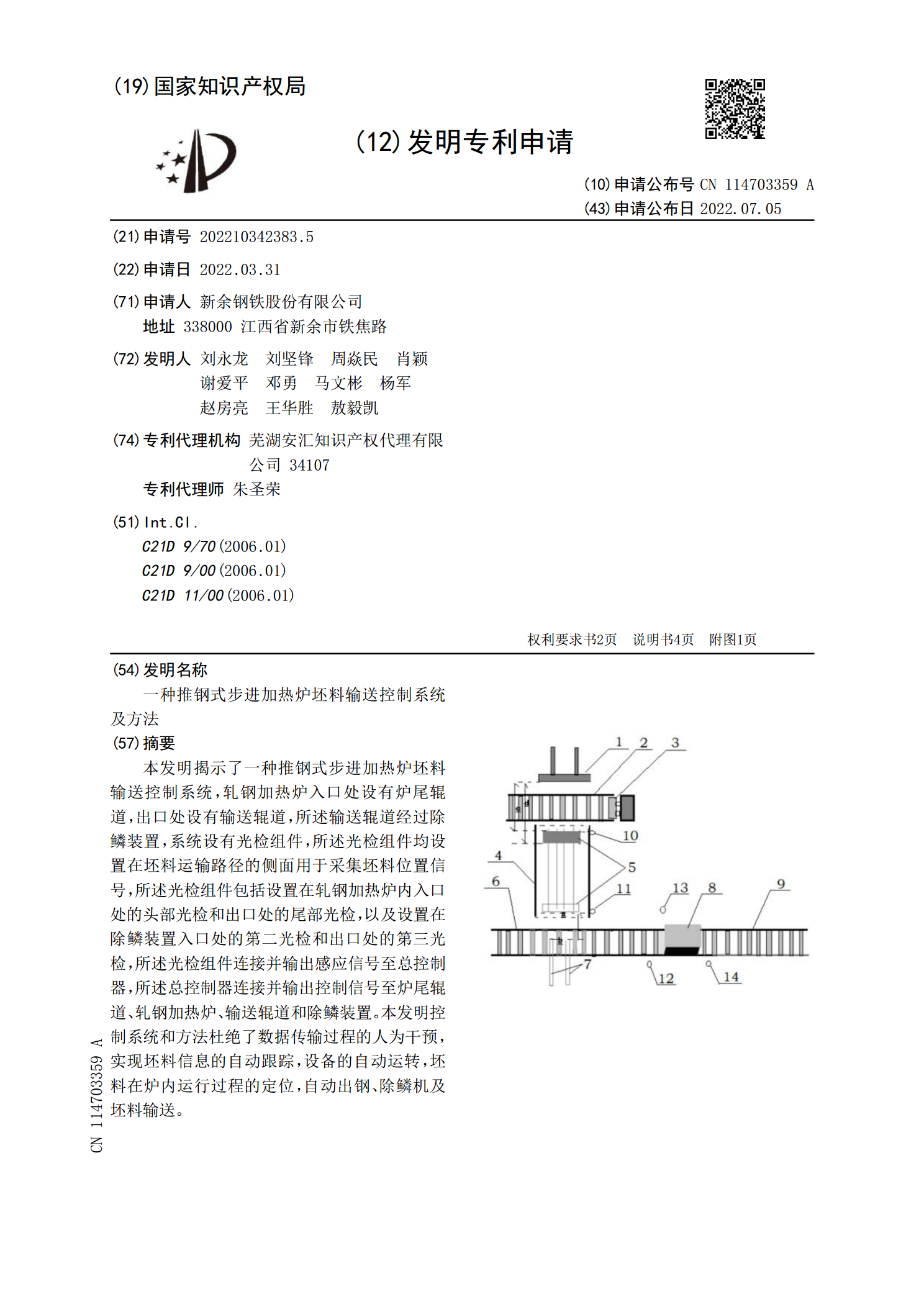
本发明揭示了一种推钢式步进加热炉坯料输送控制系统,轧钢加热炉入口处设有炉尾辊道,出口处设有输送辊道,所述输送辊道经过除鳞装置,系统设有光检组件,所述光检组件均设置在坯料运输路径的侧面用于采集坯料位置信号,所述光检组件包括设置在轧钢加热炉内入口处的头部光检和出口处的尾部光检,以及设置在除鳞装置入口处的第二光检和出口处的第三光检,所述光检组件连接并输出感应信号至总控制器,所述总控制器连接并输出控制信号至炉尾辊道、轧钢加热炉、输送辊道和除鳞装置。本发明控制系统和方法杜绝了数据传输过程的人为干预,实现坯料信息的自
推钢式步进加热炉的自动推钢入炉控制系统及方法.pdf
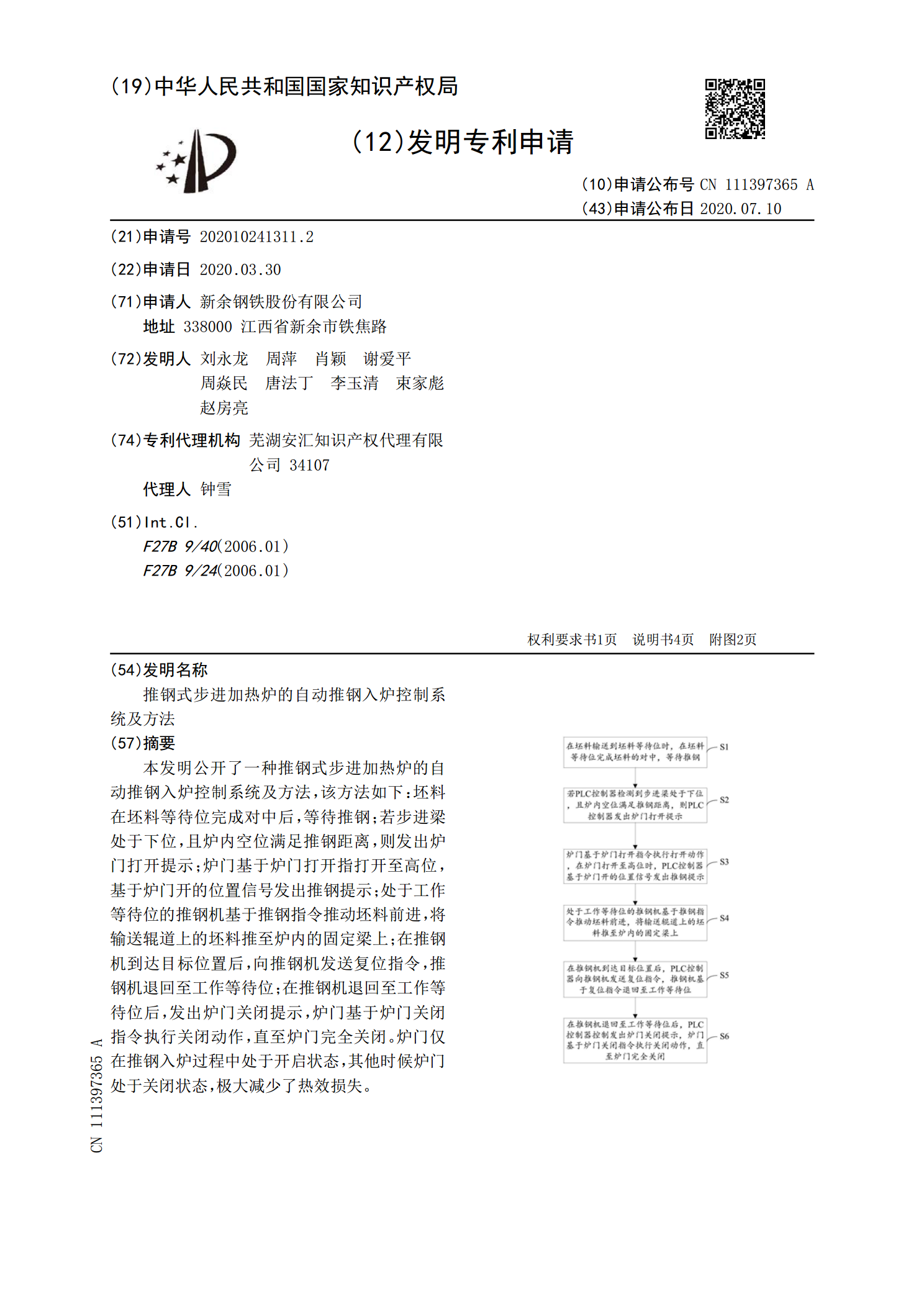
本发明公开了一种推钢式步进加热炉的自动推钢入炉控制系统及方法,该方法如下:坯料在坯料等待位完成对中后,等待推钢;若步进梁处于下位,且炉内空位满足推钢距离,则发出炉门打开提示;炉门基于炉门打开指打开至高位,基于炉门开的位置信号发出推钢提示;处于工作等待位的推钢机基于推钢指令推动坯料前进,将输送辊道上的坯料推至炉内的固定梁上;在推钢机到达目标位置后,向推钢机发送复位指令,推钢机退回至工作等待位;在推钢机退回至工作等待位后,发出炉门关闭提示,炉门基于炉门关闭指令执行关闭动作,直至炉门完全关闭。炉门仅在推钢入炉过
一种推钢式加热炉中坯料移动装置与方法.pdf
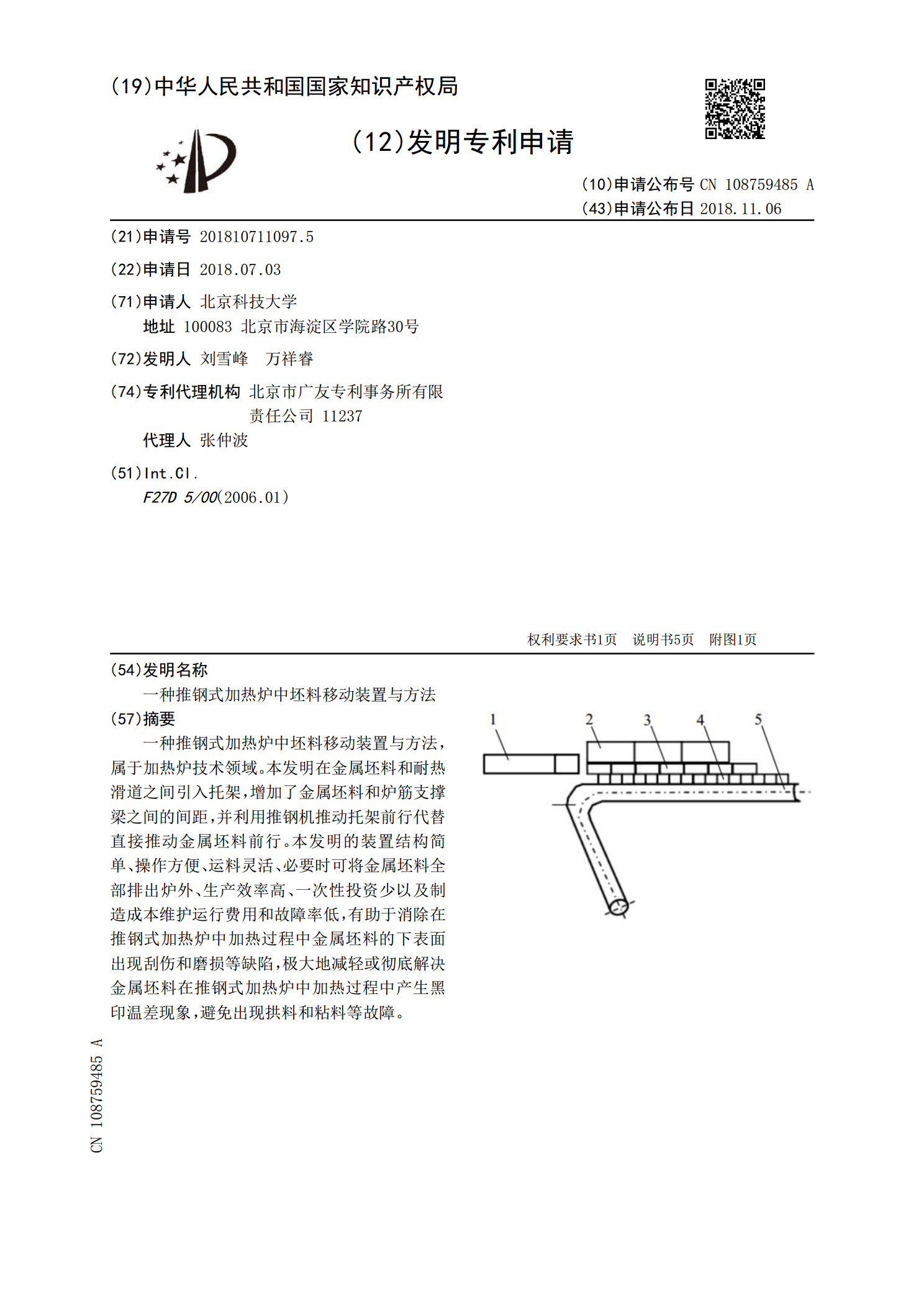
一种推钢式加热炉中坯料移动装置与方法,属于加热炉技术领域。本发明在金属坯料和耐热滑道之间引入托架,增加了金属坯料和炉筋支撑梁之间的间距,并利用推钢机推动托架前行代替直接推动金属坯料前行。本发明的装置结构简单、操作方便、运料灵活、必要时可将金属坯料全部排出炉外、生产效率高、一次性投资少以及制造成本维护运行费用和故障率低,有助于消除在推钢式加热炉中加热过程中金属坯料的下表面出现刮伤和磨损等缺陷,极大地减轻或彻底解决金属坯料在推钢式加热炉中加热过程中产生黑印温差现象,避免出现拱料和粘料等故障。

步进式加热炉坯料输送系统研究的任务书.docx
步进式加热炉坯料输送系统研究的任务书任务书一、任务目的本次任务旨在研究步进式加热炉坯料输送系统,掌握其基本原理和结构特点,并对其进行优化改进,提高工作效率和生产质量。二、任务背景随着工业技术的不断发展和进步,现代工业生产中广泛采用各种自动化设备,其中步进式加热炉是一种常见的设备,主要用于加热坯料,使其达到所需的热处理温度。坯料输送系统作为步进式加热炉的重要组成部分,对炉的加热效果和生产成本都有很大影响,因此需要进行研究和优化改进。三、任务内容1.了解步进式加热炉坯料输送系统的基本原理和结构特点,掌握其相关

步进式加热炉坯料输送系统研究的任务书.docx
步进式加热炉坯料输送系统研究的任务书一、任务背景步进式加热炉是一种常用的热处理设备,广泛应用于金属、陶瓷、玻璃等领域的坯料加热处理。传统的步进式加热炉往往采用手动装料和传统输送带的方式进行坯料的输送,这种方式存在一定的安全隐患和人力浪费。为了提高加热效率和生产效率,降低人工成本和安全风险,现有的步进式加热炉需要配备坯料输送系统。二、研究目的研究步进式加热炉坯料输送系统,旨在以下几个方面达到提高效率和降低成本并确保生产安全的目的:1.设计一种坯料输送系统,可以自动完成对坯料的装载、传输和翻转等过程;2.提高