
一种柴油机缸盖浸涂烘干工艺.pdf

是你****盟主


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种柴油机缸盖浸涂烘干工艺.pdf
本发明公开了一种柴油机缸盖浸涂烘干工艺,其步骤包括:a、涂料搅匀;b、混料,将搅拌均匀的涂料倒入混料罐内开始搅拌,并逐步加水搅拌15~30min,然后静置1min,测量涂料波美度;c、浸涂,通过浸涂机械手抓取上盖芯及底座芯浸入混料罐内整体一次浸涂,而对其余砂芯的易粘砂和铁夹砂部位进行人工进行涂料,然后将其连同上盖芯及底座芯进行再次整体浸涂,并在浸涂后将砂芯置入烘芯托盘;d、烘干,开启表干炉加热90min,待内部一区和四区温度达190~210℃,二区和三区温度达210~220℃,启动辊道,使得砂芯逐步穿过表
一种自动浸涂设备及浸涂工艺.pdf
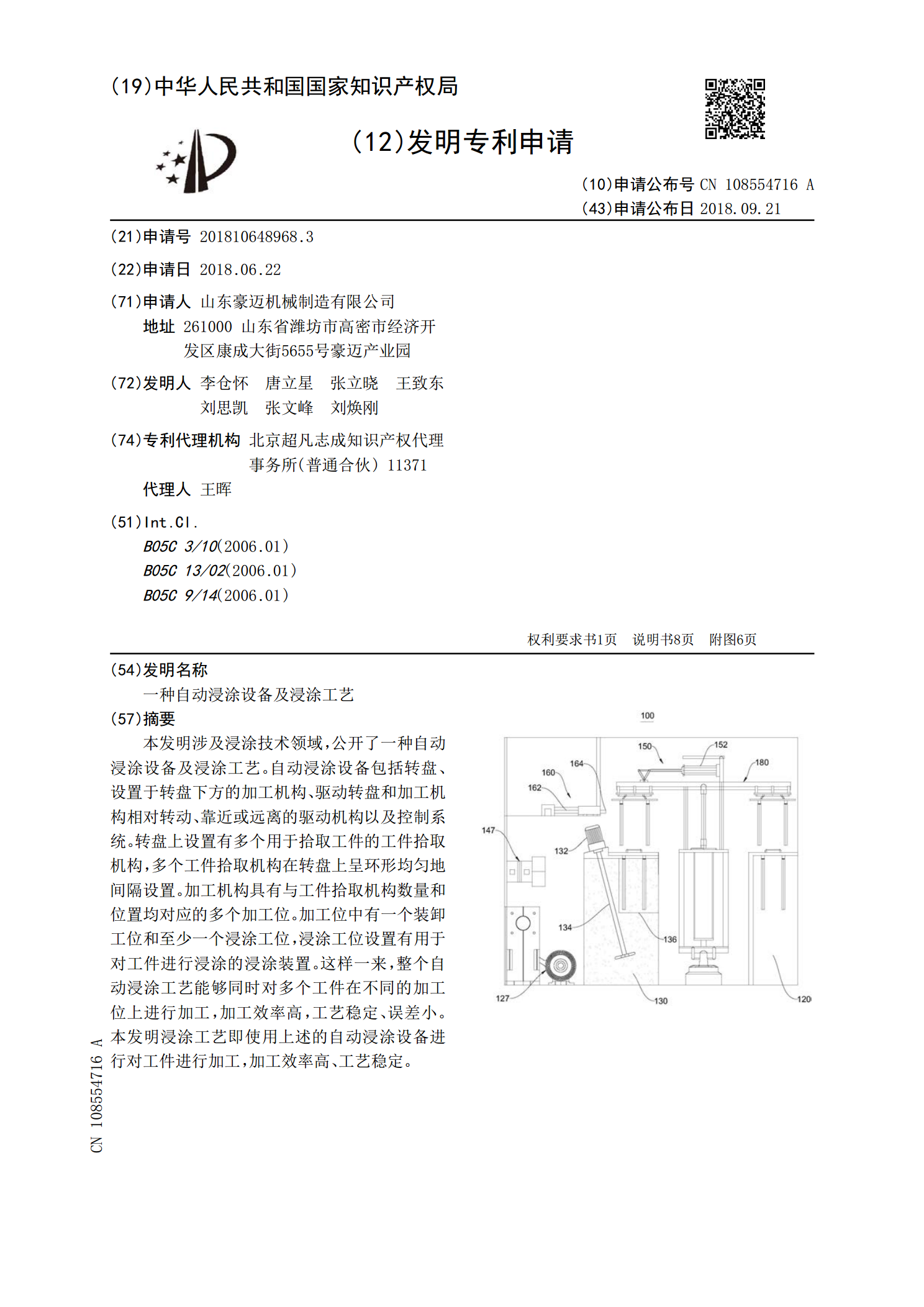
本发明涉及浸涂技术领域,公开了一种自动浸涂设备及浸涂工艺。自动浸涂设备包括转盘、设置于转盘下方的加工机构、驱动转盘和加工机构相对转动、靠近或远离的驱动机构以及控制系统。转盘上设置有多个用于拾取工件的工件拾取机构,多个工件拾取机构在转盘上呈环形均匀地间隔设置。加工机构具有与工件拾取机构数量和位置均对应的多个加工位。加工位中有一个装卸工位和至少一个浸涂工位,浸涂工位设置有用于对工件进行浸涂的浸涂装置。这样一来,整个自动浸涂工艺能够同时对多个工件在不同的加工位上进行加工,加工效率高,工艺稳定、误差小。本发明浸涂
一种叶轮的浸涂用设备及工艺.pdf
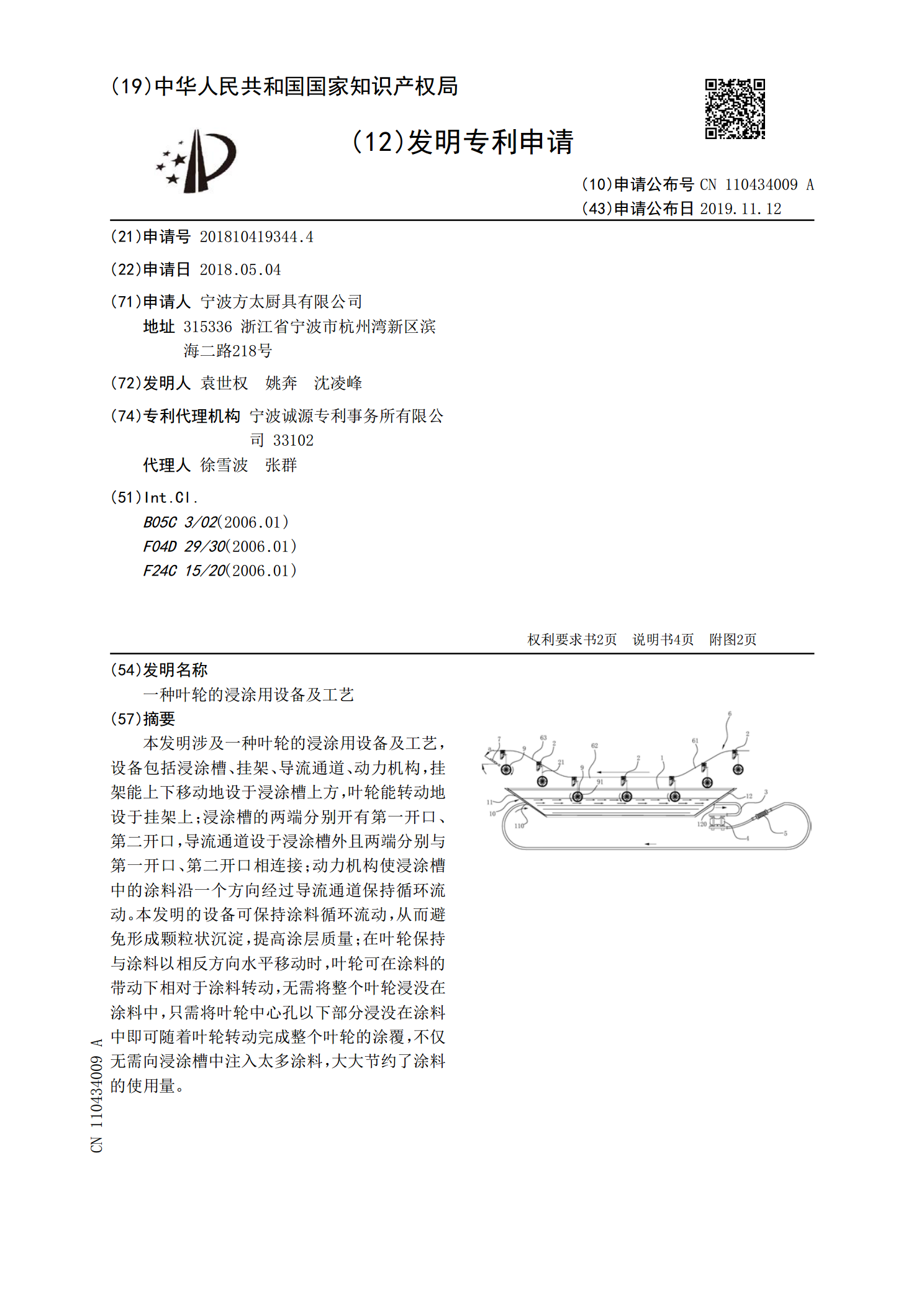
本发明涉及一种叶轮的浸涂用设备及工艺,设备包括浸涂槽、挂架、导流通道、动力机构,挂架能上下移动地设于浸涂槽上方,叶轮能转动地设于挂架上;浸涂槽的两端分别开有第一开口、第二开口,导流通道设于浸涂槽外且两端分别与第一开口、第二开口相连接;动力机构使浸涂槽中的涂料沿一个方向经过导流通道保持循环流动。本发明的设备可保持涂料循环流动,从而避免形成颗粒状沉淀,提高涂层质量;在叶轮保持与涂料以相反方向水平移动时,叶轮可在涂料的带动下相对于涂料转动,无需将整个叶轮浸没在涂料中,只需将叶轮中心孔以下部分浸没在涂料中即可随着

浸涂类砂芯的高效烘干装置.pdf
一种浸涂类砂芯的高效烘干装置,包括:方形框架,方形框架顶部焊接一个方形加热体,加热体内部揩开有多个加热孔,每个加热孔内安装一个电热管,在加热体侧面开出一小孔,小孔内插入一根测量加热体加热温度的电热偶,方形框架安装一电控箱,内部安装有温控仪、交流接触器、断路器和指示灯,方形框架底部安装个脚轮,加热体上方放置一个网状烤架,网状烤架上焊接固定有数十个支撑柱。本发明可有效对浸涂砂芯烘烤,使浸涂涂料快速干燥,提高了生产效率;同时涂料层不会被破坏,确保了浸涂砂芯的质量。

一种一体式漆料浸涂烘干装置.pdf
本发明公开了一种一体式漆料浸涂烘干装置,包括支撑架和安装在支撑架顶部的链条传动机构,链条传动机构上悬挂固定有若干弹性悬挂机构,待浸涂的物件悬挂在弹性悬挂机构的底部,同时在支撑架的底部设有盛料箱,盛料箱中承载有漆料,盛料箱位于弹性悬挂机构的正下方;盛料箱顶部一侧安装有旋转升降定位机构。本发明能够实现多个工件进行浸涂,并且在浸涂后通过弹性悬挂机构的振动作用使得工件表面多于的漆料掉落至盛料箱中,不仅节省漆料,并且能够有效防止漆料在物件继续传动过程中滴落在承载架上,造成承载架的污染,同时多于的漆料振出后能够有效提