
一种特厚模具钢1.2311厚板及其生产方法.pdf

雨巷****莺莺

1/9
2/9
3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种特厚模具钢1.2311厚板及其生产方法.pdf
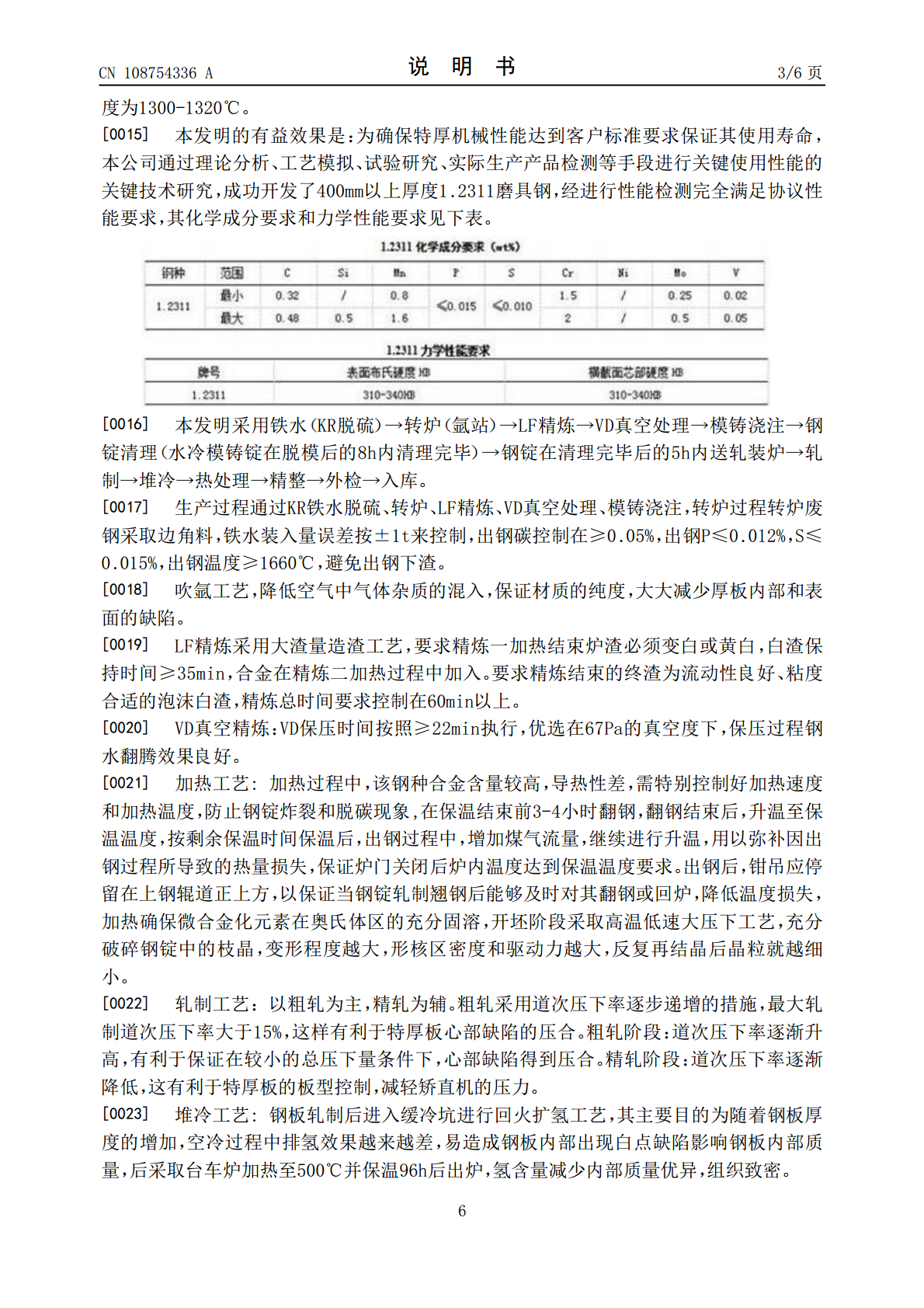
本发明公开了一种特厚模具钢1.2311厚板及其生产方法,属于特厚模具钢技术领域,包含如下质量百分比的化学成分:C:0.4%~0.44%、Si:0.3~0.5%、Mn:1.45~1.55%、P≤0.015%、S≤0.005%、Cr:1.5%~1.7%、Mo:3.5%~4.5%、V:0.025%‑0.035%,其它为Fe和残留元素;工艺流程为:铁水(KR脱硫)→转炉(氩站)→LF精炼→VD真空处理→模铸浇注→钢锭清理(水冷模铸锭在脱模后的8h内清理完毕)→钢锭在清理完毕后的5h内送轧装炉→轧制→堆冷→热处理→
低压缩比条件生产的160mm厚特厚板及其生产方法.pdf
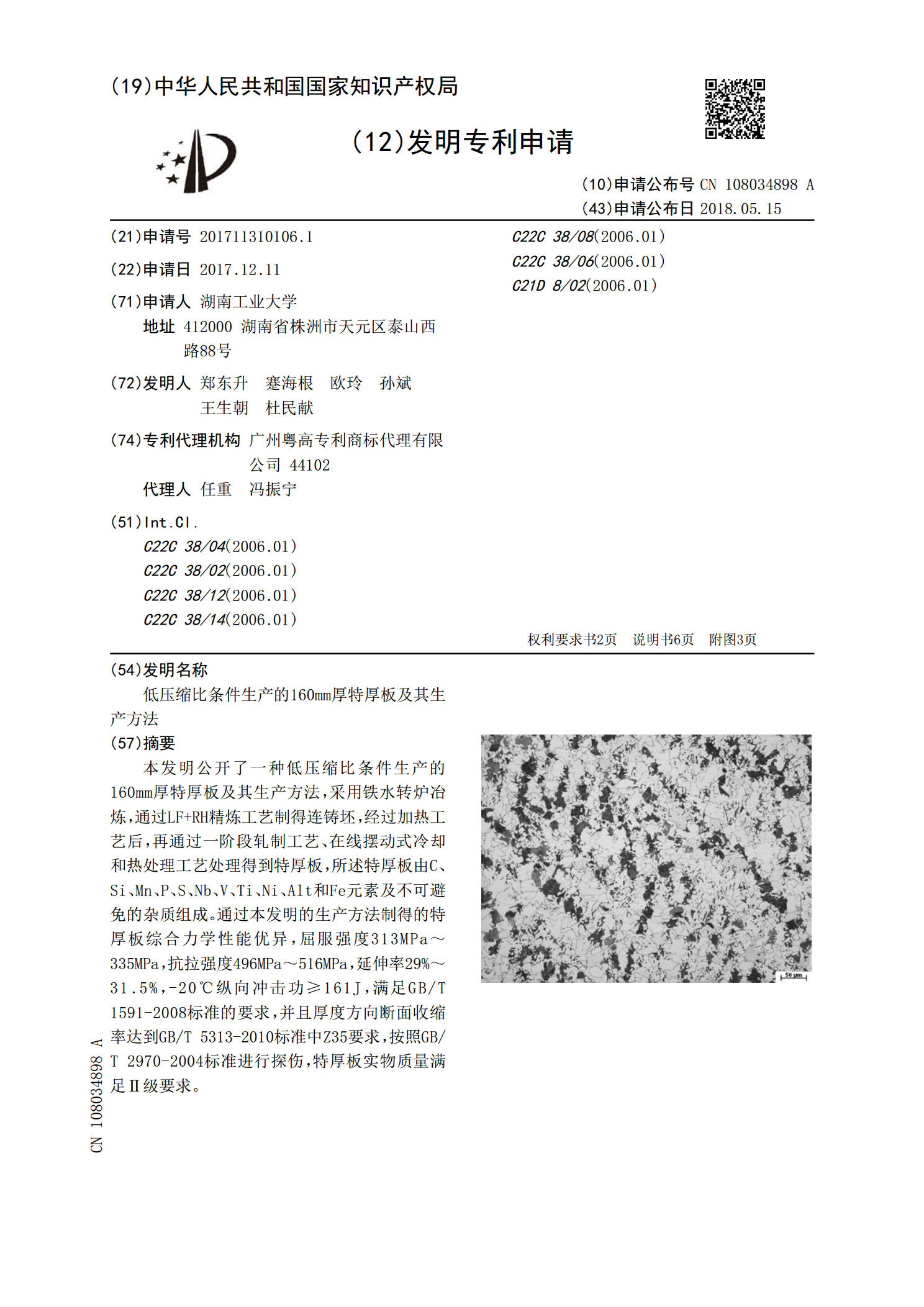
本发明公开了一种低压缩比条件生产的160mm厚特厚板及其生产方法,采用铁水转炉冶炼,通过LF+RH精炼工艺制得连铸坯,经过加热工艺后,再通过一阶段轧制工艺、在线摆动式冷却和热处理工艺处理得到特厚板,所述特厚板由C、Si、Mn、P、S、Nb、V、Ti、Ni、Alt和Fe元素及不可避免的杂质组成。通过本发明的生产方法制得的特厚板综合力学性能优异,屈服强度313MPa~335MPa,抗拉强度496MPa~516MPa,延伸率29%~31.5%,‑20℃纵向冲击功≥161J,满足GB/T1591‑2008标准的
一种还原轧制复合生产厚板和特厚板的方法及其装置.pdf
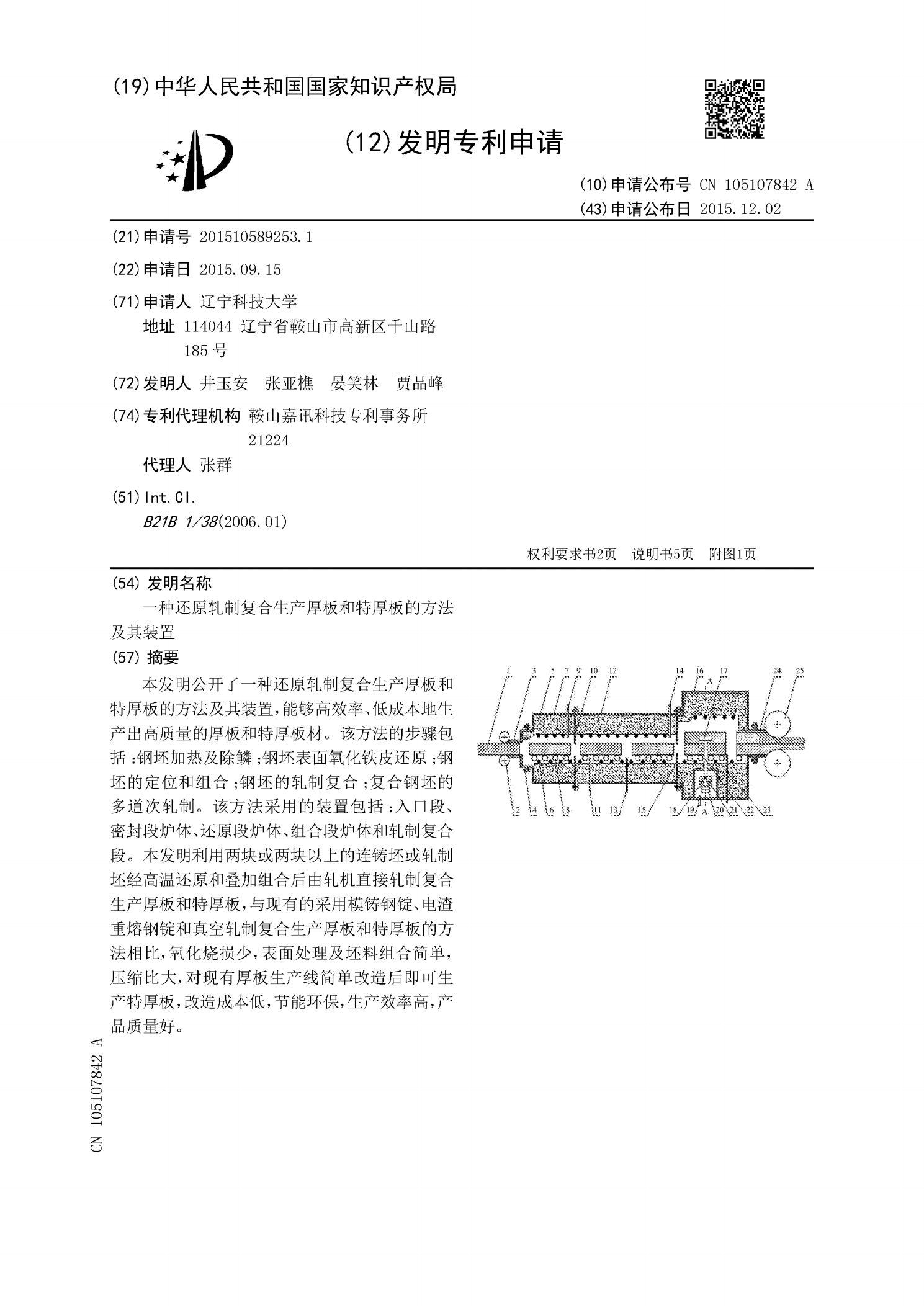
本发明公开了一种还原轧制复合生产厚板和特厚板的方法及其装置,能够高效率、低成本地生产出高质量的厚板和特厚板材。该方法的步骤包括:钢坯加热及除鳞;钢坯表面氧化铁皮还原;钢坯的定位和组合;钢坯的轧制复合;复合钢坯的多道次轧制。该方法采用的装置包括:入口段、密封段炉体、还原段炉体、组合段炉体和轧制复合段。本发明利用两块或两块以上的连铸坯或轧制坯经高温还原和叠加组合后由轧机直接轧制复合生产厚板和特厚板,与现有的采用模铸钢锭、电渣重熔钢锭和真空轧制复合生产厚板和特厚板的方法相比,氧化烧损少,表面处理及坯料组合简单,
一种塑料模具钢的特厚板生产工艺.pdf
本发明涉及一种塑料模具钢的特厚板生产工艺,模具钢最大厚度能够达到250mm,该生产工艺采用合适的成分设计,属于中碳高合金钢,转炉炼钢,以φ1000mm大圆坯连铸成材,通过合理的加热方式、轧制工艺以及热处理制度得到内部质量优异,加工性能良好的预硬型塑料模具厚板。钢板组织均匀,性能均一,经超声波检测达到JB/4730.3-2005标准?级,夹杂物级别低,钢板加工性能良好。
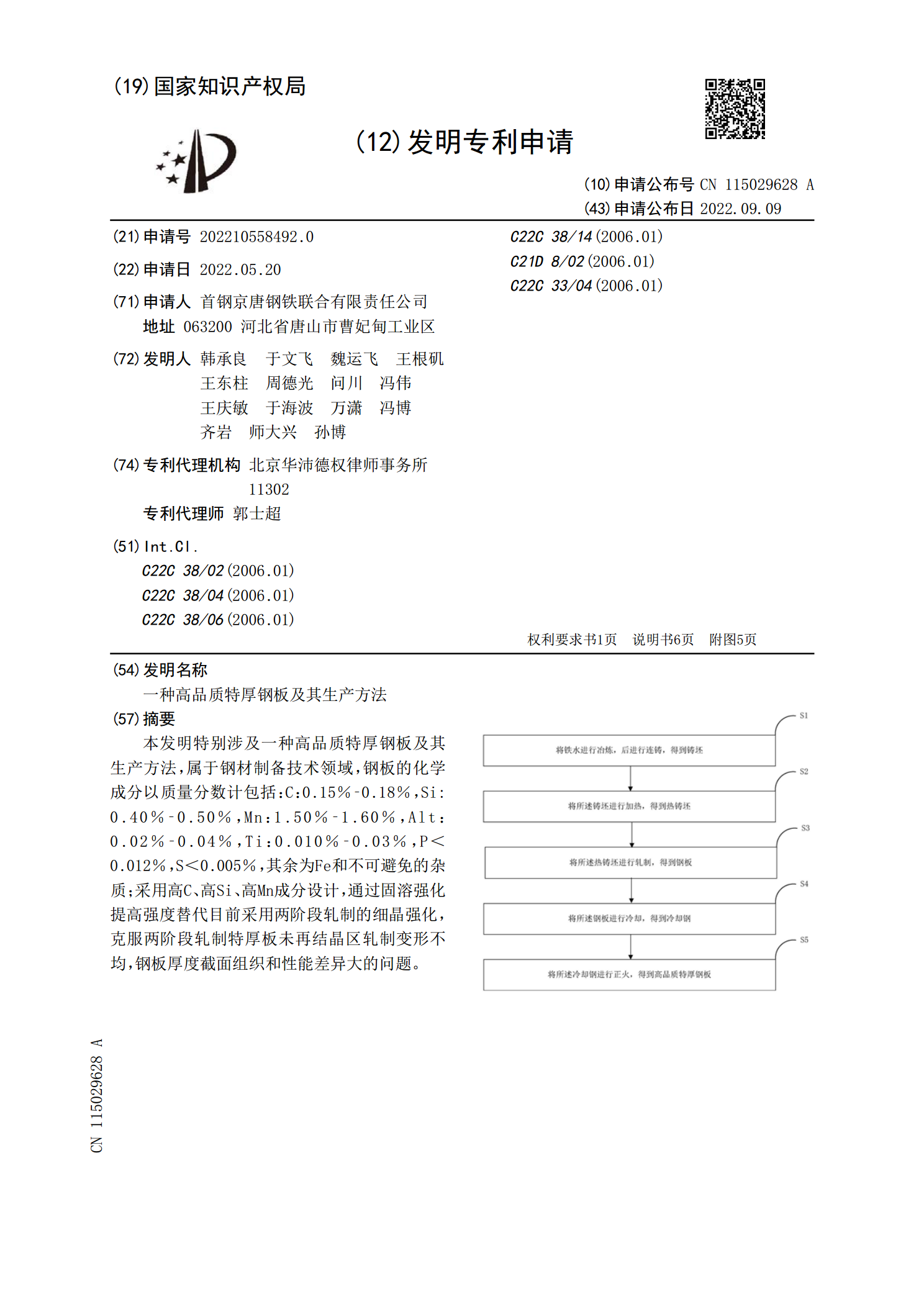
一种高品质特厚钢板及其生产方法.pdf
本发明特别涉及一种高品质特厚钢板及其生产方法,属于钢材制备技术领域,钢板的化学成分以质量分数计包括:C:0.15%‑0.18%,Si:0.40%‑0.50%,Mn:1.50%‑1.60%,Alt:0.02%‑0.04%,Ti:0.010%‑0.03%,P<0.012%,S<0.005%,其余为Fe和不可避免的杂质;采用高C、高Si、高Mn成分设计,通过固溶强化提高强度替代目前采用两阶段轧制的细晶强化,克服两阶段轧制特厚板未再结晶区轧制变形不均,钢板厚度截面组织和性能差异大的问题。