
一种热轧脉冲加热炉燃烧控制方法.pdf

mm****酱吖


1/10

2/10
3/10
4/10

5/10

6/10

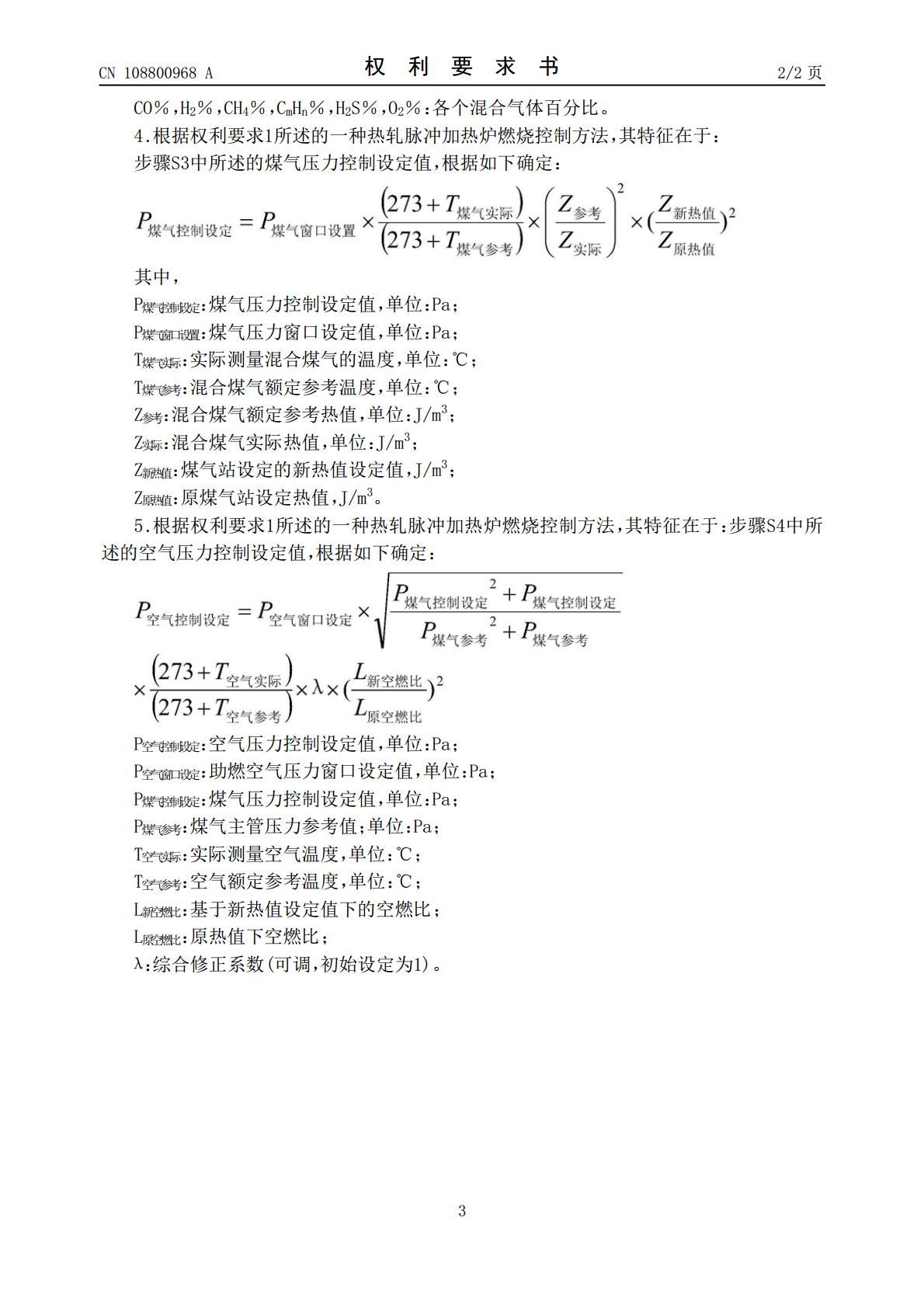
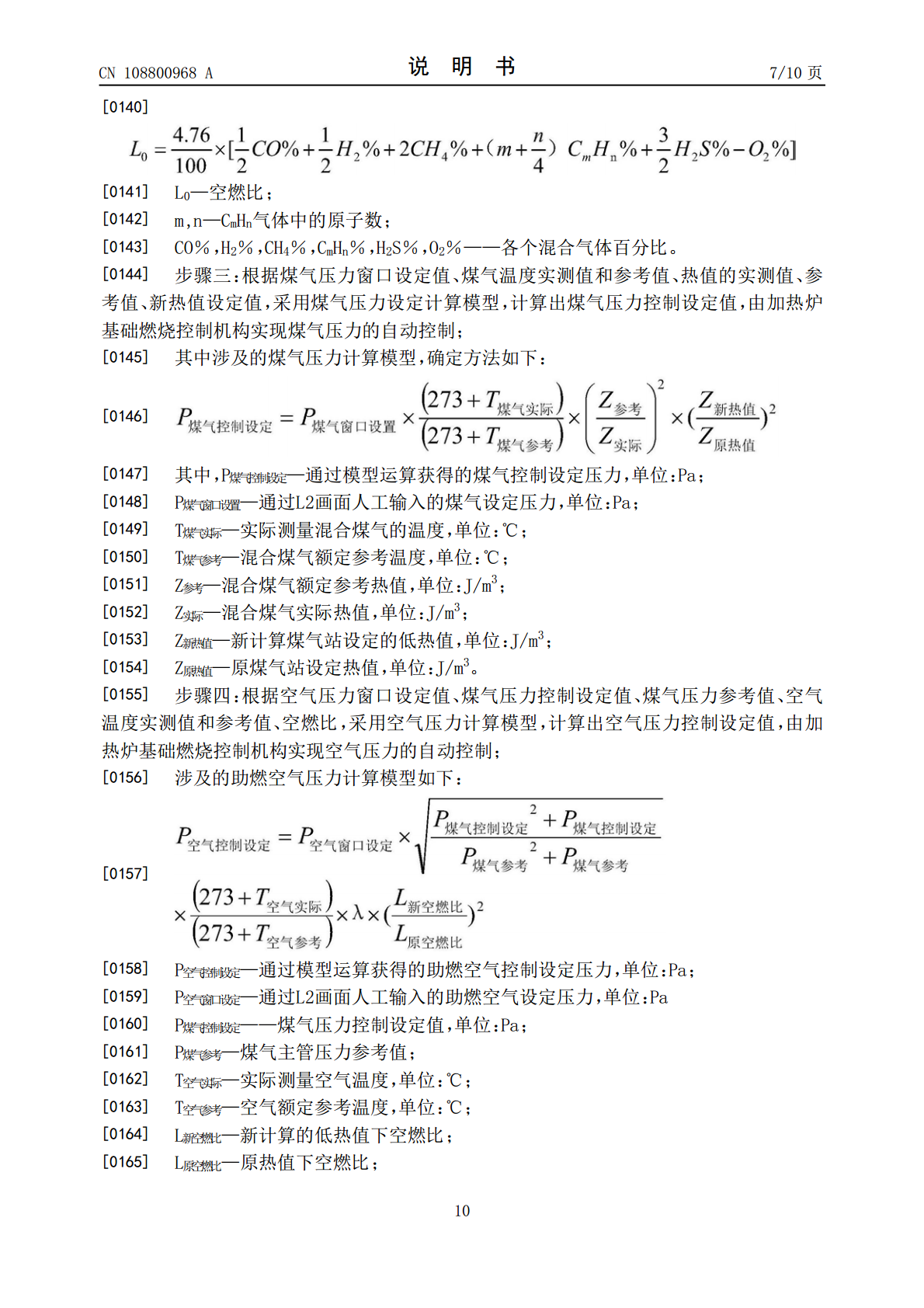
7/10

8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种热轧脉冲加热炉燃烧控制方法.pdf
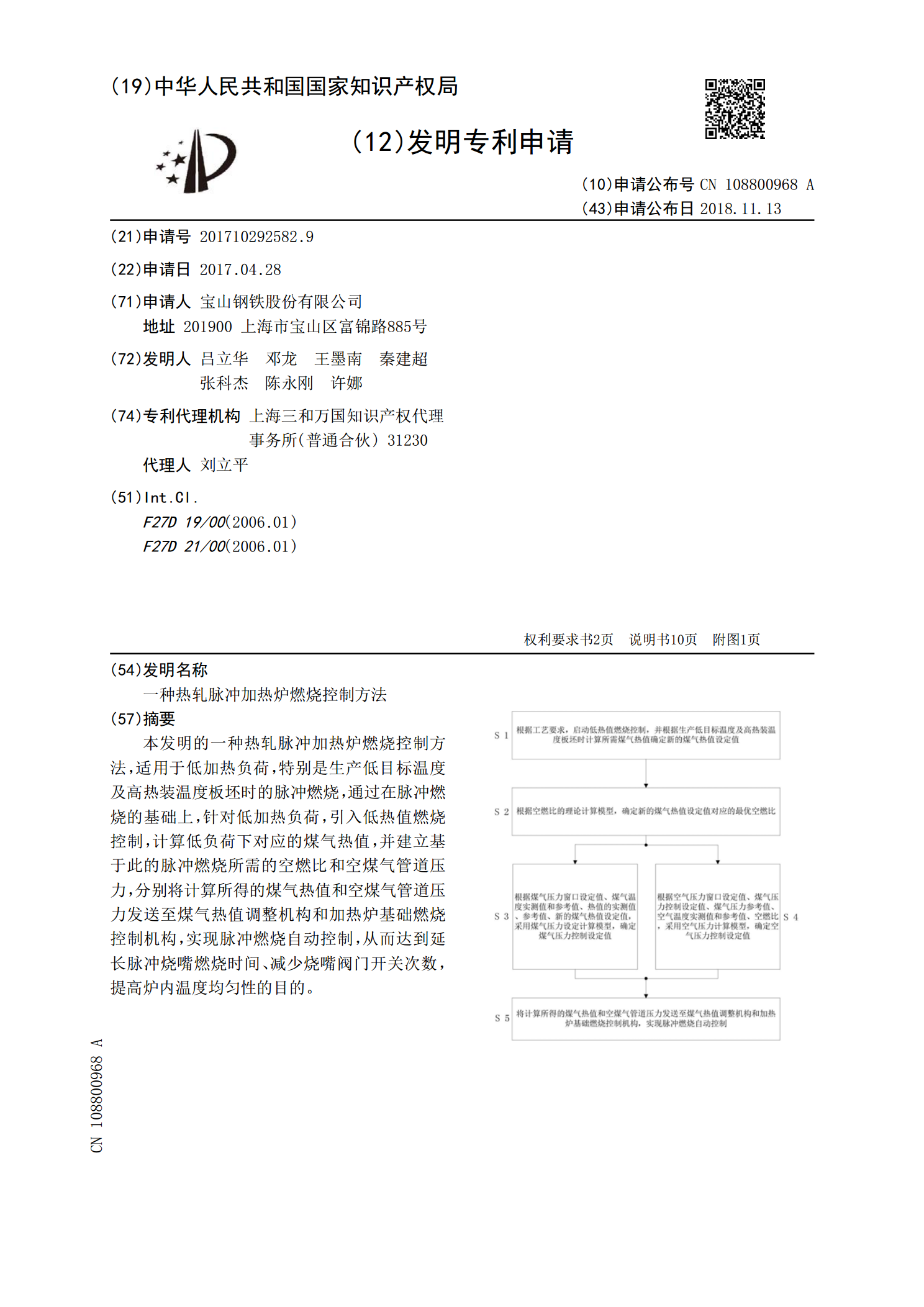
本发明的一种热轧脉冲加热炉燃烧控制方法,适用于低加热负荷,特别是生产低目标温度及高热装温度板坯时的脉冲燃烧,通过在脉冲燃烧的基础上,针对低加热负荷,引入低热值燃烧控制,计算低负荷下对应的煤气热值,并建立基于此的脉冲燃烧所需的空燃比和空煤气管道压力,分别将计算所得的煤气热值和空煤气管道压力发送至煤气热值调整机构和加热炉基础燃烧控制机构,实现脉冲燃烧自动控制,从而达到延长脉冲烧嘴燃烧时间、减少烧嘴阀门开关次数,提高炉内温度均匀性的目的。
轧钢加热炉的脉冲燃烧控制方法.pdf
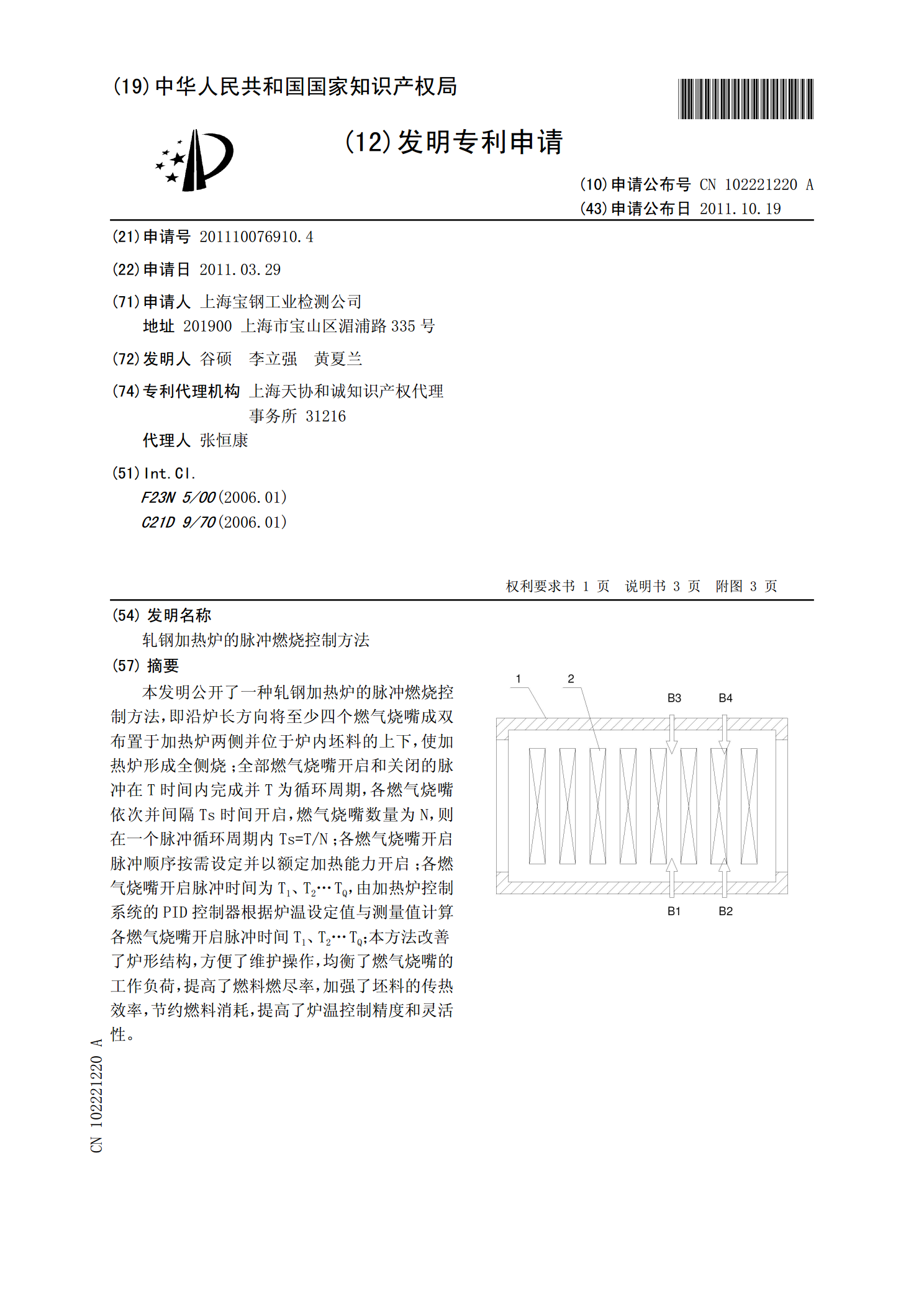
本发明公开了一种轧钢加热炉的脉冲燃烧控制方法,即沿炉长方向将至少四个燃气烧嘴成双布置于加热炉两侧并位于炉内坯料的上下,使加热炉形成全侧烧;全部燃气烧嘴开启和关闭的脉冲在T时间内完成并T为循环周期,各燃气烧嘴依次并间隔Ts时间开启,燃气烧嘴数量为N,则在一个脉冲循环周期内Ts=T/N;各燃气烧嘴开启脉冲顺序按需设定并以额定加热能力开启;各燃气烧嘴开启脉冲时间为T1、T2…TQ,由加热炉控制系统的PID控制器根据炉温设定值与测量值计算各燃气烧嘴开启脉冲时间T1、T2…TQ;本方法改善了炉形结构,方便了维护操作
蓄热脉冲加热炉燃烧控制方法.pdf
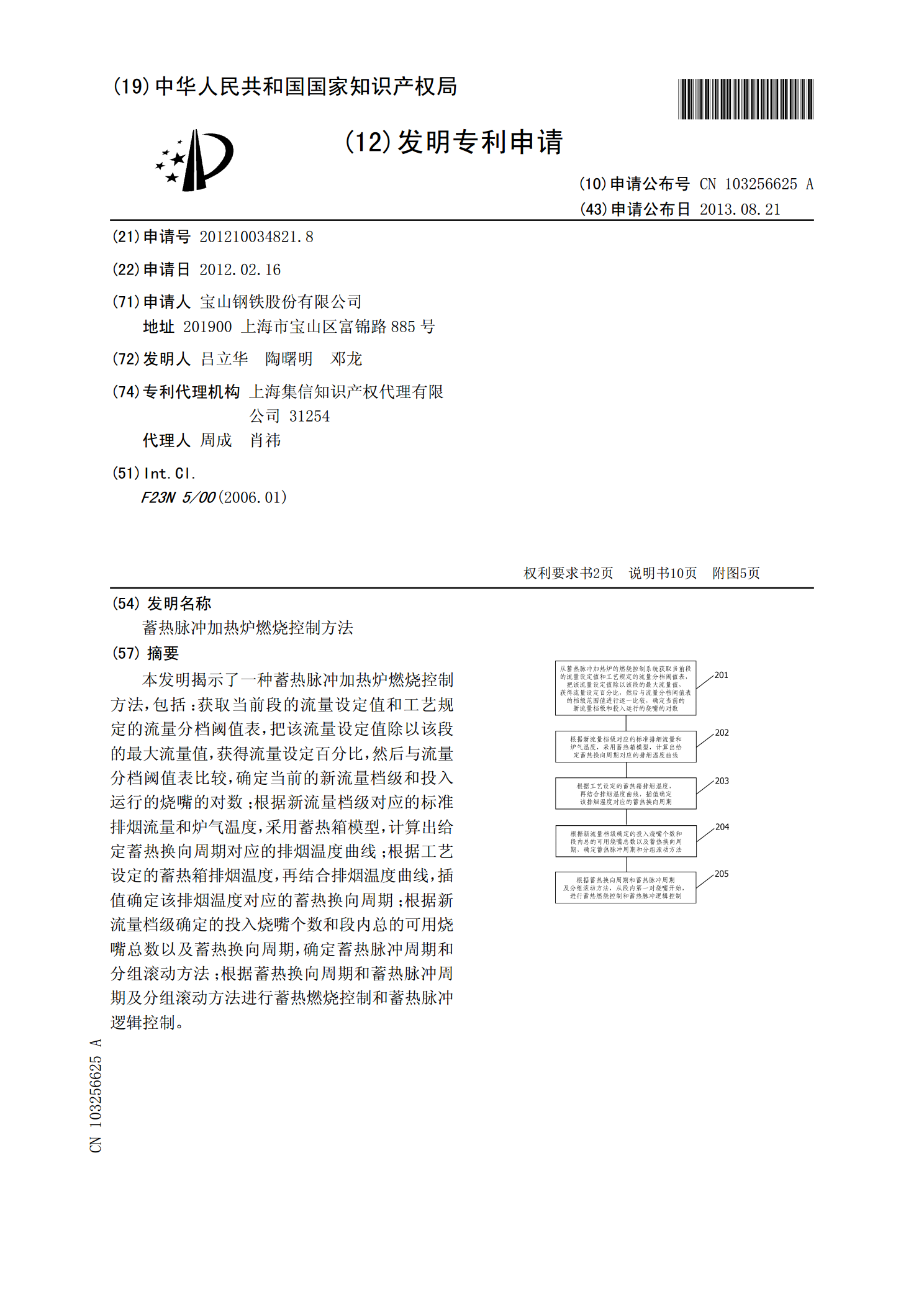
本发明揭示了一种蓄热脉冲加热炉燃烧控制方法,包括:获取当前段的流量设定值和工艺规定的流量分档阈值表,把该流量设定值除以该段的最大流量值,获得流量设定百分比,然后与流量分档阈值表比较,确定当前的新流量档级和投入运行的烧嘴的对数;根据新流量档级对应的标准排烟流量和炉气温度,采用蓄热箱模型,计算出给定蓄热换向周期对应的排烟温度曲线;根据工艺设定的蓄热箱排烟温度,再结合排烟温度曲线,插值确定该排烟温度对应的蓄热换向周期;根据新流量档级确定的投入烧嘴个数和段内总的可用烧嘴总数以及蓄热换向周期,确定蓄热脉冲周期和分组
一种加热炉多燃烧嘴脉冲控制方法.pdf
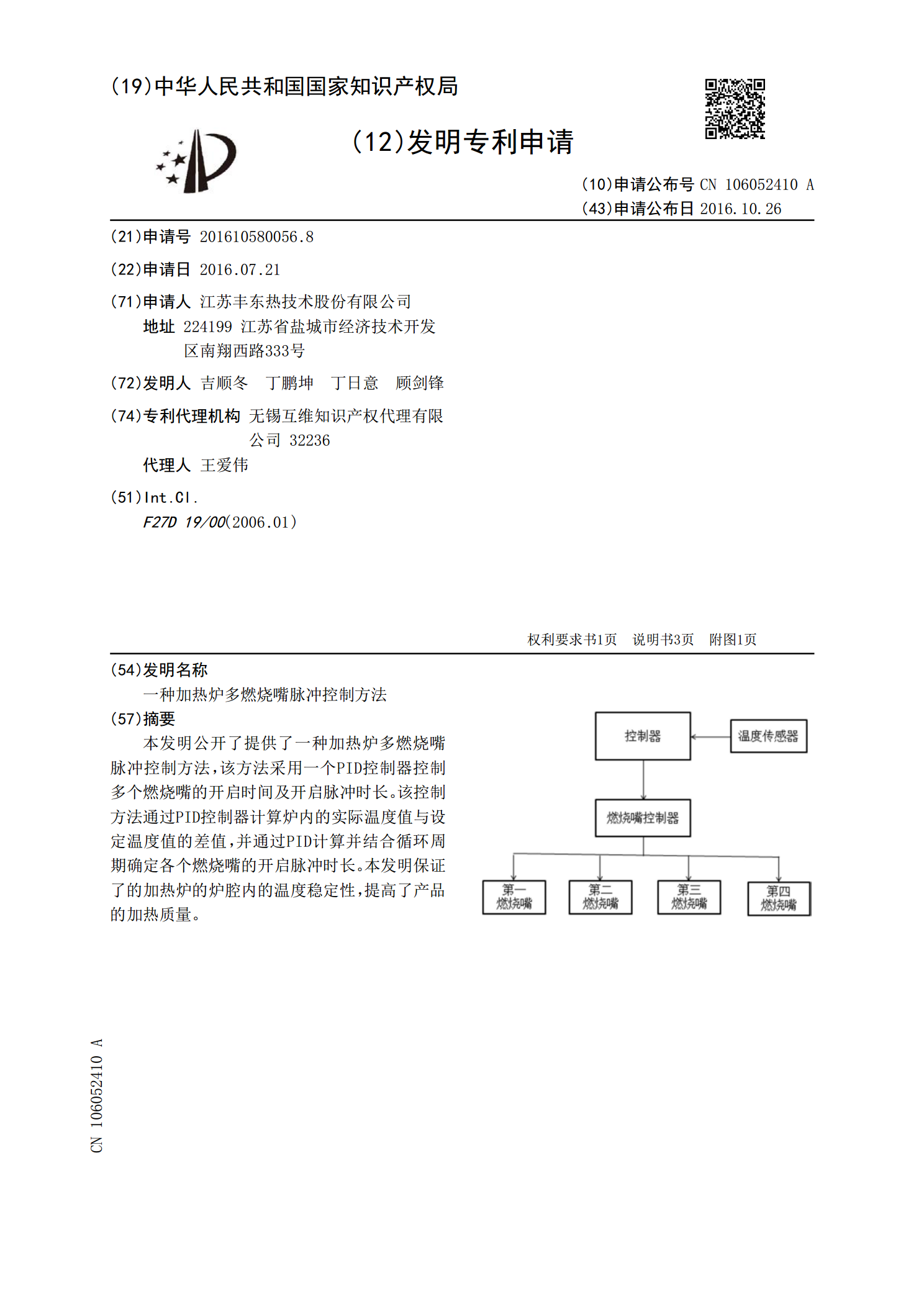
本发明公开了提供了一种加热炉多燃烧嘴脉冲控制方法,该方法采用一个PID控制器控制多个燃烧嘴的开启时间及开启脉冲时长。该控制方法通过PID控制器计算炉内的实际温度值与设定温度值的差值,并通过PID计算并结合循环周期确定各个燃烧嘴的开启脉冲时长。本发明保证了的加热炉的炉腔内的温度稳定性,提高了产品的加热质量。

脉冲燃烧技术在热轧不锈钢加热炉上的应用.docx
脉冲燃烧技术在热轧不锈钢加热炉上的应用随着现代工业的发展,热处理工艺在不锈钢生产中扮演着重要的角色。在这个过程中,热轧加工也是不可或缺的一部分。而热轧加工中的加热炉对于不锈钢的热处理有着至关重要的作用。近年来,脉冲燃烧技术被广泛应用于热轧不锈钢加热炉中,本文将探讨脉冲燃烧技术在热轧不锈钢加热炉上的应用。一、脉冲燃烧技术简介脉冲燃烧技术是一种在液态燃料燃烧时,利用磁场产生脉冲电场来提高燃烧效率的技术。该技术在燃烧发动机、加热装置、工业炉和环保设备等领域中得到广泛应用。在脉冲燃烧技术中,液态燃料被分解成微小的