
锅炉膜式水冷壁间隙焊接缺陷检修方法.pdf

映雁****魔王


1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
锅炉膜式水冷壁间隙焊接缺陷检修方法.pdf
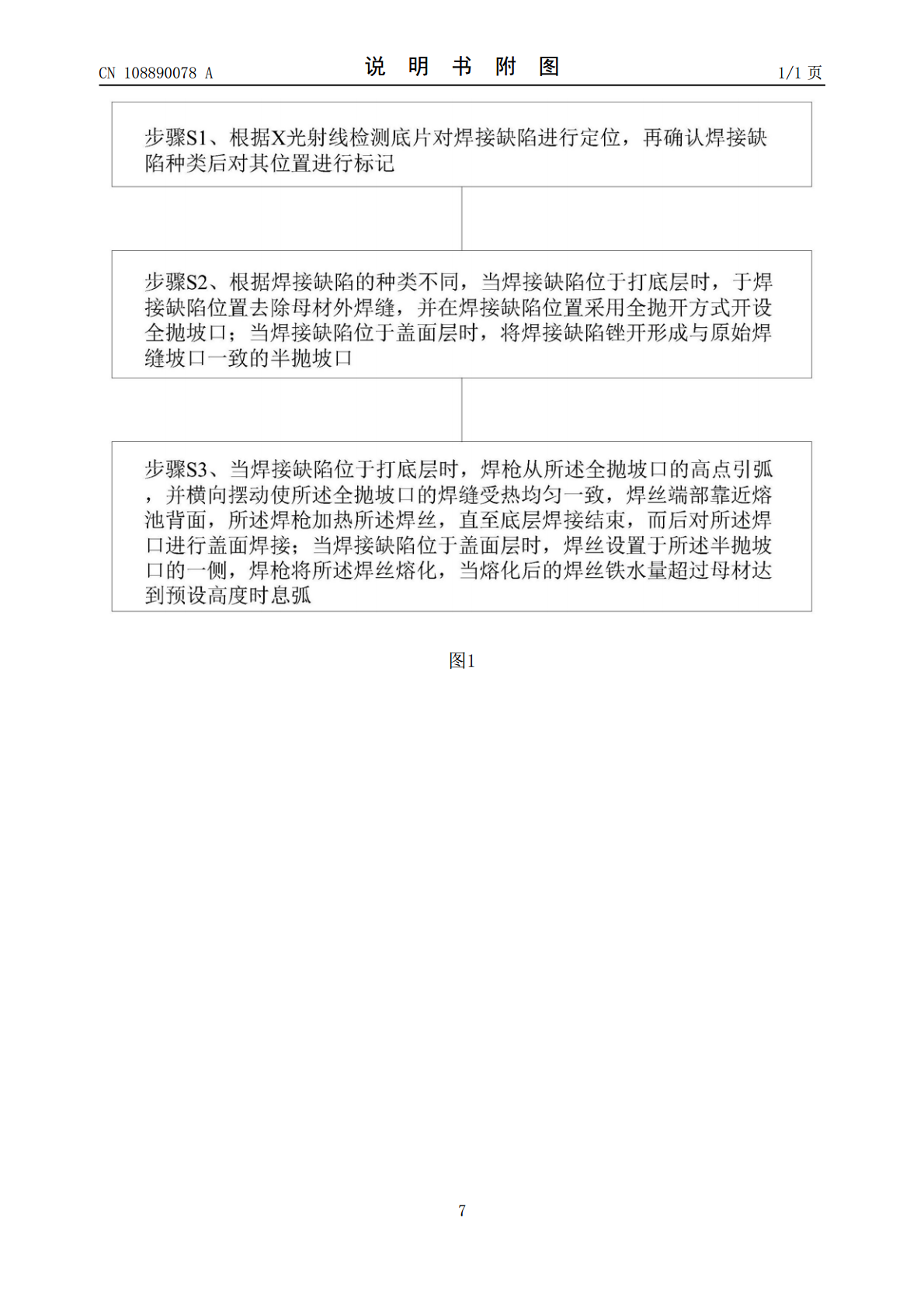
本发明提供了一种锅炉膜式水冷壁间隙焊接缺陷检修方法,包括:S1、确认焊接缺陷种类后对其位置进行标记;S2、当焊接缺陷位于打底层时,在焊接缺陷位置采用全抛开方式开设全抛坡口;当焊接缺陷位于盖面层时,将焊接缺陷锉开形成半抛坡口;S3、当焊接缺陷位于打底层时,焊枪从全抛坡口的高点引弧,并横向摆动,焊丝端部靠近熔池背面,而后对焊口进行盖面焊接;当焊接缺陷位于盖面层时,焊丝设置于半抛坡口的一侧,焊枪将焊丝熔化,当熔化后的焊丝铁水量超过母材达到预设高度时息弧。其能够对焊接缺陷进行准确定位,并能够对位于母材打底层或盖面

锅炉中膜式水冷壁的加工方法.pdf
本发明公开了一种锅炉中膜式水冷壁的加工方法,包括以下工艺步骤:(1)套料及编制拼排清单并列出需要弯管的根数;(2)下料,同时材料应做标记移植;(3)弯管,弯管两端不倒角;(4)直管与扁钢组成小管屏;(5)小管屏与弯管再组成大屏,在组装成大屏时,扁钢与直管焊接,扁钢焊至弯管弯头起弯线;(6)补焊弯管弯头处扁钢。其优点是:上述锅炉中膜式水冷壁的加工方法,加工工艺简单,无需对接没有焊口,在降低投资成本的同时,大大提高了管屏的质量,对于交货期紧的产品,大大缩短了加工周期。

膜式水冷壁焊接工艺.doc
膜式水冷壁焊接工艺循环流化床锅炉是目前新兴的电站锅炉,用以代替煤粉锅炉,广泛用于中小型电站。具有节省能源,污染少,成本低,可燃烧多煤种,特别是劣质煤等优点,目前正大力提倡用以替代煤粉锅炉。但由于水冷壁采用的是膜式水冷壁,成排管在地面组对时增加了不少困难,空间位置为水平固定加障碍,焊接工艺有较大的变化。现就YG75/3.82-M1型锅炉水冷壁组焊工艺探讨如下。一.组对及焊接过程中常见的问题及原因。1.组对错口膜式壁在制造中由于鳍片的宽度及焊接位置误差造成管中心间距不一致,另外膜式壁在与管子焊接时及在运输过程

膜式水冷壁在工业锅炉中的应用.docx
膜式水冷壁在工业锅炉中的应用膜式水冷壁在工业锅炉中的应用摘要:膜式水冷壁作为一种新型的壁板,它具有优异的换热性能和较高的安全性,在工业锅炉中得到了广泛的应用。本文将对膜式水冷壁在工业锅炉中的应用进行详细的论述和分析,包括其结构和工作原理、优点和局限性以及应用案例等方面。通过对膜式水冷壁的研究和应用实例的分析,可以得出结论,膜式水冷壁是一种具有很大发展潜力的壁板技术,应用前景广阔。关键词:膜式水冷壁;工业锅炉;换热性能;安全性。引言工业锅炉是工业领域中常见的一种热能转换设备,其在工业生产中的作用不可忽视。然

膜式水冷壁锅炉防高温腐蚀结焦方法及其装置.pdf
一种膜式水冷壁锅炉防高温腐蚀结焦方法及其装置,该方法在锅炉水冷壁侧墙上与炉膛主燃烧区相对应的区域内均匀布置多个风帽式喷嘴,在锅炉水冷壁侧墙外壁上设置为所有风帽式喷嘴提供风源的侧墙风箱,从锅炉主风道中引出一部分二次风进入到侧墙风箱中,并通过若干个风帽式喷嘴紧贴锅炉水冷壁侧墙内壁平行喷出,在锅炉水冷壁侧墙内壁形成贴壁风保护膜,从而避免锅炉高温腐蚀和结焦。其装置主要包括设置在锅炉水冷壁侧墙上的风帽式喷嘴,其伸入炉内一端沿周向均匀设计若干个喷射口。本设计结构简单、工艺经济,并且效果显著的减少了因煤粉贴壁燃烧,导致