
一种β钛合金薄板的冷轧加工方法.pdf

又珊****ck


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种β钛合金薄板的冷轧加工方法.pdf
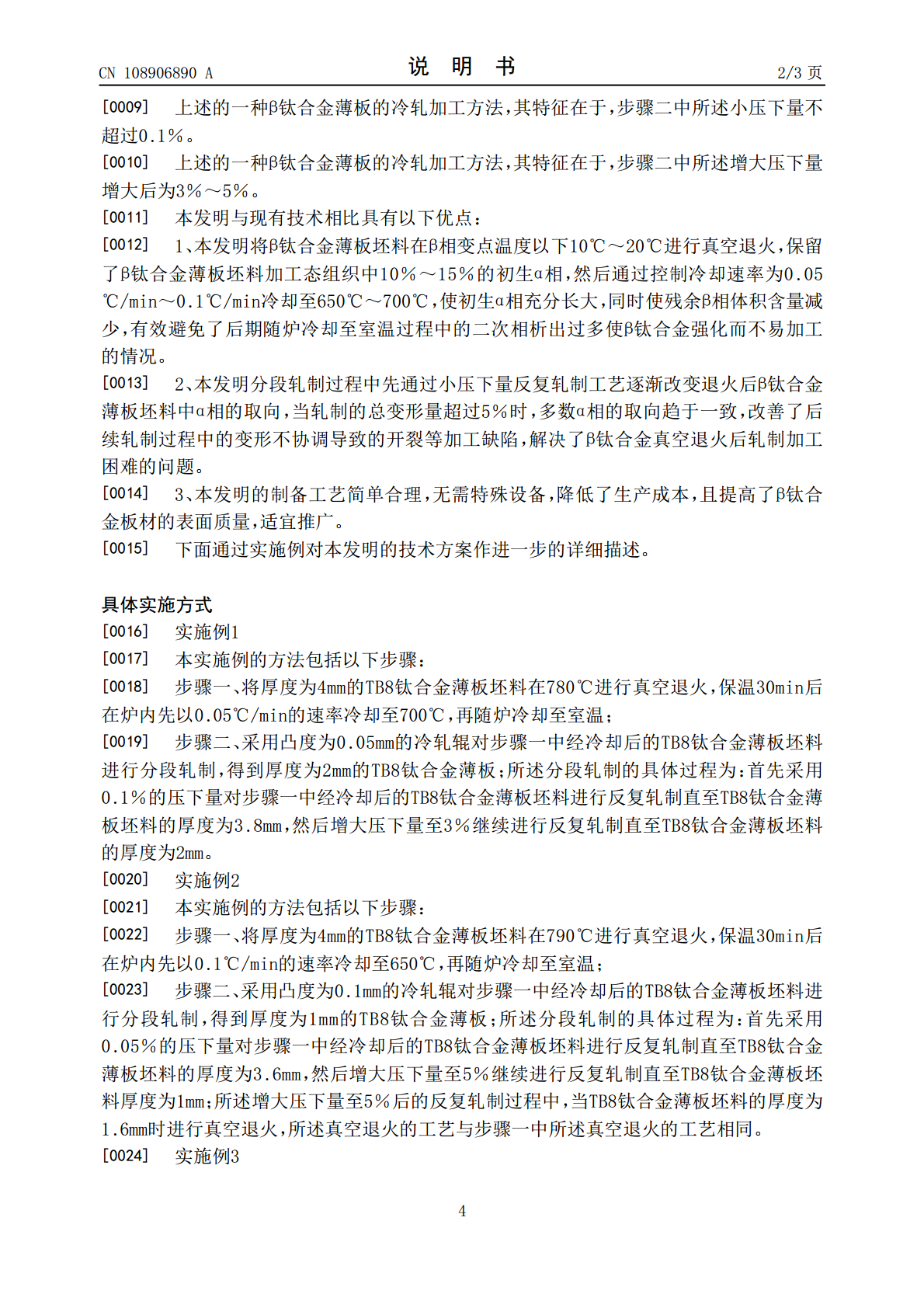
本发明公开了一种β钛合金薄板的冷轧加工方法,该方法包括:一、将β钛合金薄板坯料放入真空退火炉中在β相变点温度以下10℃~20℃进行真空退火,然后控制冷却速率并冷却至室温;二、采用小凸度冷轧辊对经冷却后的β钛合金薄板坯料进行分段轧制,得到目标尺寸的β钛合金薄板。本发明将β钛合金薄板坯料在其β相变点温度以下10℃~20℃真空退火并控制冷却速率,使初生α相充分长大,同时使残余β相体积含量减少,避免了随炉冷却至室温过程中二次相析出过多使合金强化而不易加工的情况,通过分段轧制使多数α相的取向趋于一致,改善了后续轧制

一种钛合金超薄板材的加工方法.pdf
本发明公开了一种钛合金超薄板材的加工方法,该方法为:一、将冷轧钛合金板在650℃~750℃保温,使钛合金板表面微氧化为金黄色;二、包覆焊接成叠轧包;三、将叠轧包加热,出炉后采用2800mm的四辊可逆热轧机组进行轧制;四、退火处理,剪切拆包,得到钛合金板材,对钛合金板材表面进行砂光和酸洗处理,定尺截断,得到厚度为0.4mm~0.8mm的钛合金超薄板材。本发明的方法易于控制,操作简单方便,解决了制备厚度小于1mm钛合金薄板尺寸精度低、表面质量差、板型不良等难题,缩短了制作周期,提高了生产效率,满足了国内的市场

一种含铝锰元素钛合金、冷轧单张薄板及其制备方法.pdf
本发明涉及一种扁锭制备含铝锰元素钛合金冷轧单张薄板的方法。采用等离子冷床炉PAM单次熔炼+轧制开坯+热轧+冷轧+热处理+表面处理工艺生产的高端航空结构件用钛合金薄板产品通过薄板全流程的工艺方法设计,可较好地获得满足航空技术要求规定的钛合金薄板产品。与现有制造方法不同在于:铸锭形状为扁锭,且采用冷床炉单次熔炼;扁锭直接轧制开坯效果最佳;可工业化易于操作的换向轧制;工艺设计流程下的可套材组织生产模式。采用本方法制备的0.5mm~3mm冷轧薄板产品质量良好,可较好地满足技术规范指标要求;工艺流程短,易操作;工业
一种冷轧薄板产品智能生产加工系统及方法.pdf
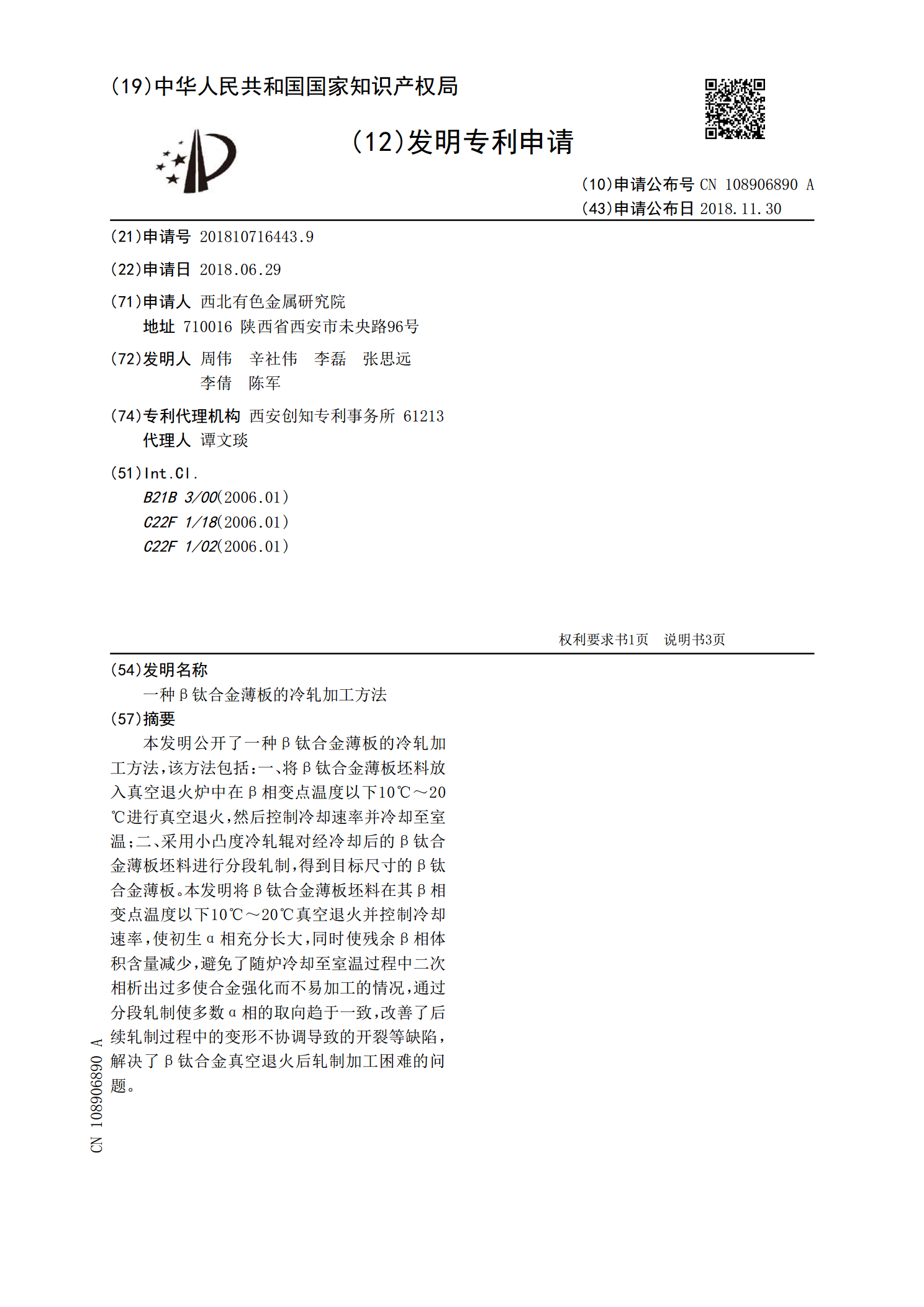
本发明公开了一种冷轧薄板产品智能生产加工系统及方法,属于钢板加工领域。该系统包括开卷机、上料小车、托料架和运料小车,所述上料小车设置于开卷机和托料架下方的地坑中,并在开卷机和托料架之间来回运动,其下端设置有上料升降装置。所述运料小车包括底座、车轮、托臂和托臂升降装置。所述车轮安装在底座下端,所述托臂升降装置安装在底座上,所述托臂安装在托臂升降装置上,用于托起钢卷。本系统能在保证低成本的前提下提高运料小车的工作效率,无需反复调整运料小车的位置即可使钢卷端面正对于开卷机,成本低,使用价值高。本方法采用上述冷轧
一种冷轧薄板纵剪方法.pdf
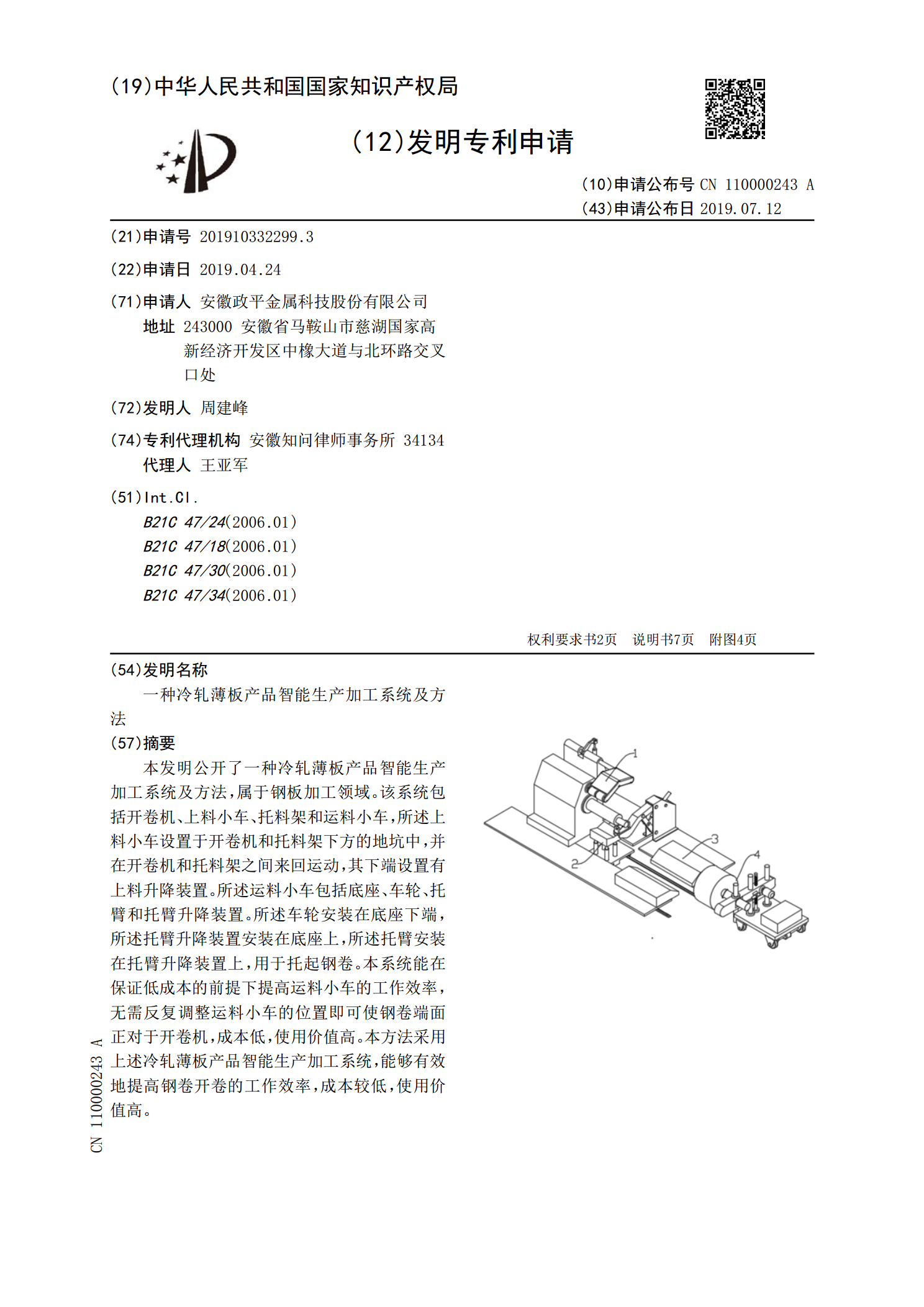
本发明属于冷轧薄板加工技术领域,具体的说是一种冷轧薄板纵剪方法,该方法使用冷轧薄板软态纵剪导卫装置,该冷轧薄板软态纵剪导卫装置包括支座、导向光杠、传动丝杠、丝杠连接筒、导卫立辊、立辊支架、手轮、压紧模块,导向光杠两端分别固定设置一个支座,支座外侧设置手轮,丝杠连接筒两端分别设置一个传动丝杠,传动丝杠一端与丝杠连接筒转动连接,传动丝杠的另一端与手轮固连,导向光杠两端分别设置一个立辊支架,立辊支架一侧上端滑动安装在导向光杠上并且与传动丝杠利用螺纹连接,立辊支架中垂直安装有导卫立辊,导卫立辊上下两端分别设置压紧