
一种高塑形黄铜带的生产工艺.pdf

康平****ng


1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高塑形黄铜带的生产工艺.pdf
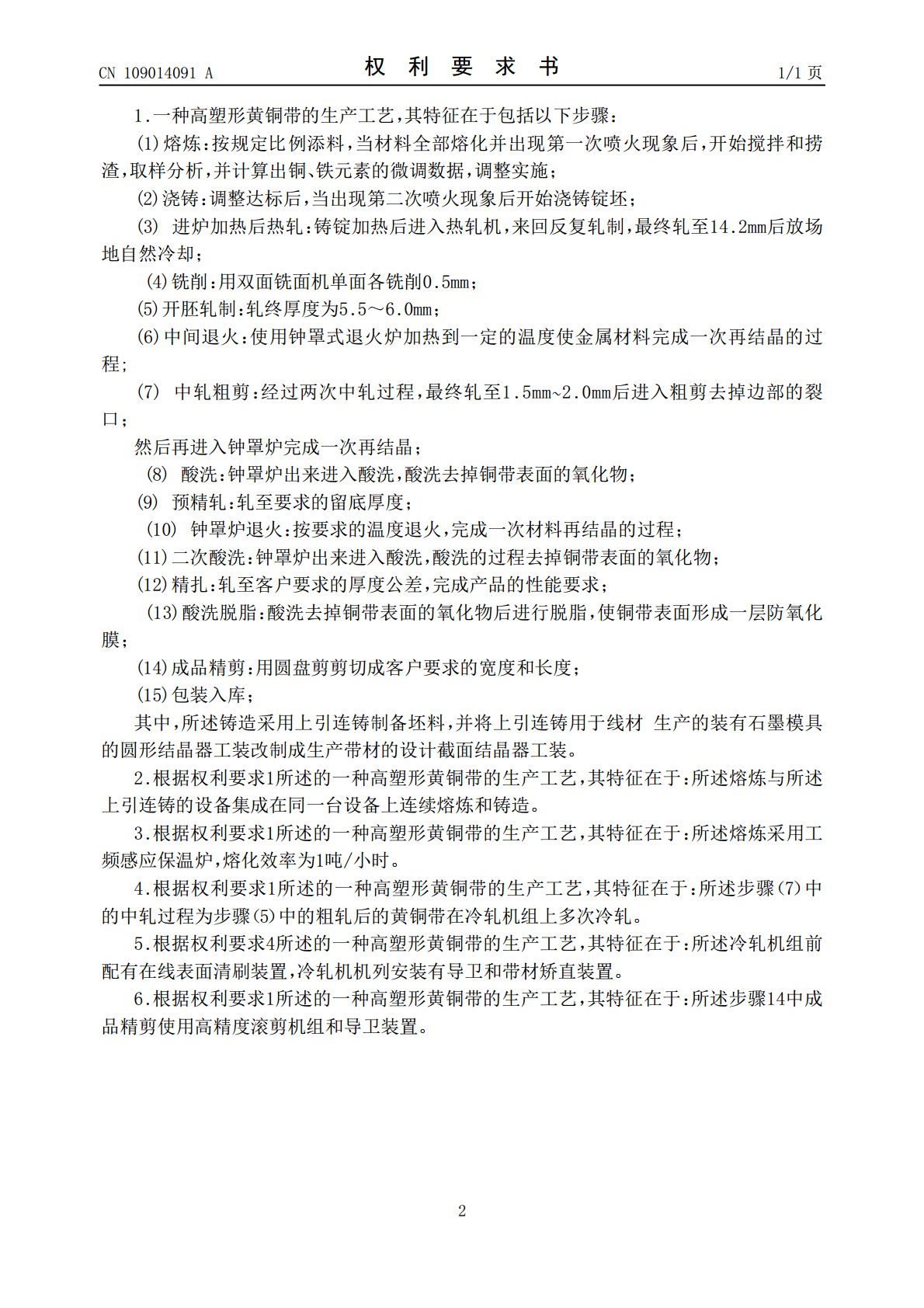
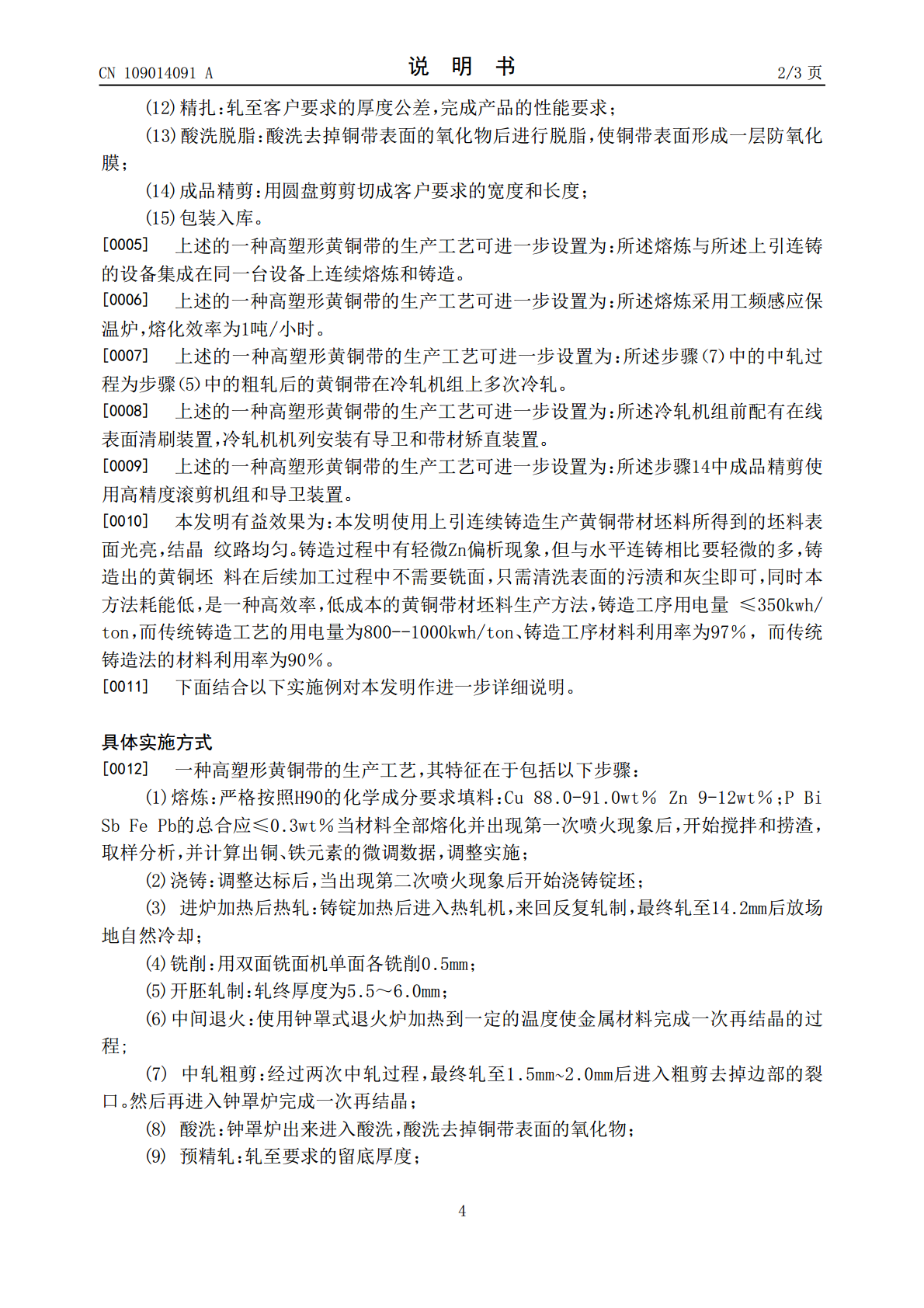
本发明涉及一种高塑形黄铜带的生产工艺,其特征在于包括以下步骤:(1)熔炼:按规定比例添料,当材料全部熔化并出现第一次喷火现象后,开始搅拌和捞渣,取样分析,并计算出铜、铁元素的微调数据,调整实施;(2)浇铸:调整达标后,当出现第二次喷火现象后开始浇铸锭坯;(3)进炉加热后热轧:铸锭加热后进入热轧机,来回反复轧制,最终轧至14.2mm后放场地自然冷却。(4)铣削:用双面铣面机单面各铣削0.5mm;(5)开胚轧制:轧终厚度为5.5~6.0mm;(6)中间退火:使用钟罩式退火炉加热到一定的温度使金属材料完成一次再
一种改进光伏电池用塑形铜带.pdf
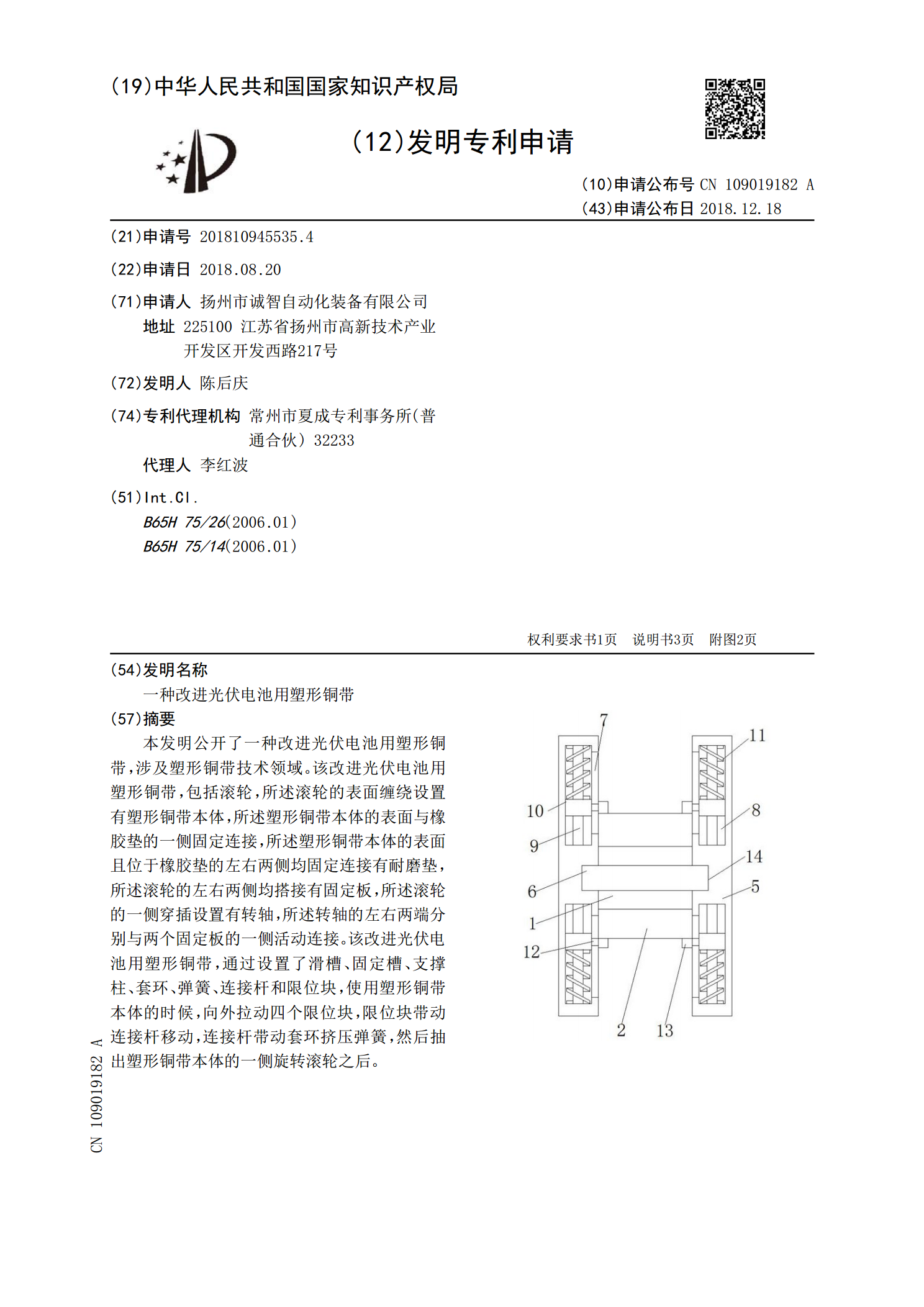
本发明公开了一种改进光伏电池用塑形铜带,涉及塑形铜带技术领域。该改进光伏电池用塑形铜带,包括滚轮,所述滚轮的表面缠绕设置有塑形铜带本体,所述塑形铜带本体的表面与橡胶垫的一侧固定连接,所述塑形铜带本体的表面且位于橡胶垫的左右两侧均固定连接有耐磨垫,所述滚轮的左右两侧均搭接有固定板,所述滚轮的一侧穿插设置有转轴,所述转轴的左右两端分别与两个固定板的一侧活动连接。该改进光伏电池用塑形铜带,通过设置了滑槽、固定槽、支撑柱、套环、弹簧、连接杆和限位块,使用塑形铜带本体的时候,向外拉动四个限位块,限位块带动连接杆移动
一种铜带生产工艺.pdf
本发明公开了一种铜带生产工艺,具体包括以下步骤:(1)熔炼、连铸;(2)铣面;(3)热轧;(4)退火;(5)酸洗、清洗;(6)精轧;(7)剪切、包装、入库。本发明的有益条件在于:进行对原料熔炼合金材料的加入,控制原材料质量,热轧控制加热温度与加热环境后,可在很大程度上减少铜材在加热炉内氧化烧损,控制成品的成材率,减少一系列的因铜材加热氧化而产生的质量问题,退火参数控制,降低变形抗力,恢复塑性,通过本方法生产的铜带成品质量性能佳。
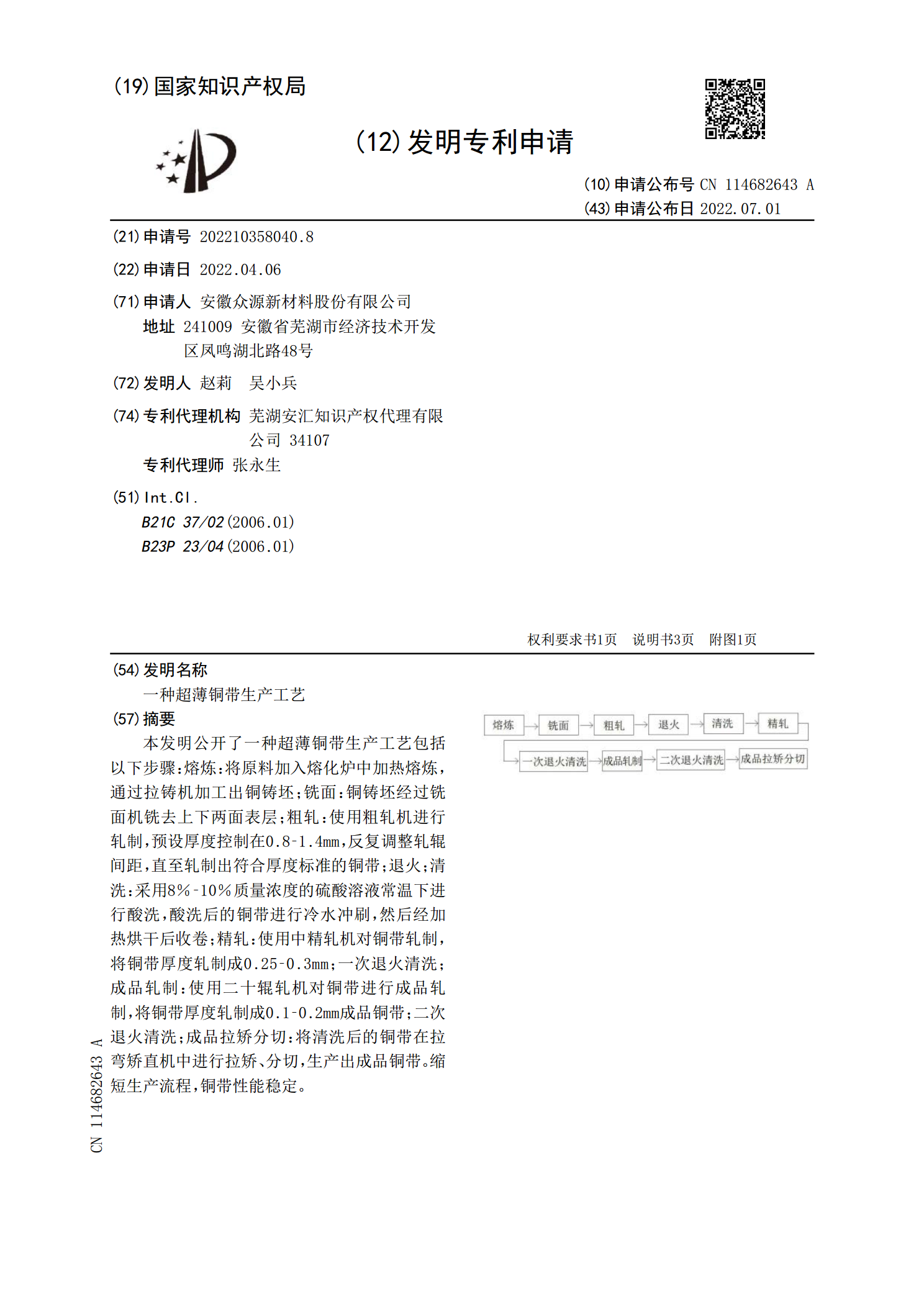
一种超薄铜带生产工艺.pdf
本发明公开了一种超薄铜带生产工艺包括以下步骤:熔炼:将原料加入熔化炉中加热熔炼,通过拉铸机加工出铜铸坯;铣面:铜铸坯经过铣面机铣去上下两面表层;粗轧:使用粗轧机进行轧制,预设厚度控制在0.8‑1.4mm,反复调整轧辊间距,直至轧制出符合厚度标准的铜带;退火;清洗:采用8%‑10%质量浓度的硫酸溶液常温下进行酸洗,酸洗后的铜带进行冷水冲刷,然后经加热烘干后收卷;精轧:使用中精轧机对铜带轧制,将铜带厚度轧制成0.25‑0.3mm;一次退火清洗;成品轧制:使用二十辊轧机对铜带进行成品轧制,将铜带厚度轧制成0.1
一种锡黄铜带的生产工艺.pdf
本发明公开了一种锡黄铜带的生产工艺,属于有色金属铜轧制及热处理技术领域。包含如下步骤:(1)熔炼拉铸;(2)热轧;(3)铣削加工;(4)粗轧;(5)切边;(6)一次退火;(7)一次清洗;(8)中轧;(9)松卷;(10)二次退火;(11)二次清洗;(12)中精轧;(13)气垫退火清洗;(14)精轧;(15)低温退火;(16)四次清洗;(17)拉弯矫直;(18)分条入库。本发明选择采用旧料、回料为主的投炉方式,保障成分合格的基础上,减少了纯金属投炉带来的成本增加,减少了成本,且所得产品的抗拉强度≥600MPa