
少量微合金化元素调质型高强韧中厚钢板及其制造方法.pdf

一只****签网

1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
少量微合金化元素调质型高强韧中厚钢板及其制造方法.pdf
本发明涉及一种少量微合金化元素调质型高强韧中厚钢板,厚度范围为10~100mm,按照以下工序生产:KR铁水预处理→顶底复吹转炉冶炼→LF炉外精炼→RH真空精炼→铸坯浇铸→铸坯缓冷→铸坯加热→高压水除鳞→两阶段轧制→在线淬火→回火热处理→矫直→喷号标识→取样检验。本发明提供的中厚板及制造方法,充分利用固溶Nb的细晶作用及Nb同Cr、B复合应用大幅提高中厚板本质淬透性的作用,从成分设计上大量节约了Mo、Ni等贵重合金,通过关键工艺点的控制,包括铸坯缓冷技术和突出再结晶区轧制作用,补偿合金降低带来的强塑韧性下降
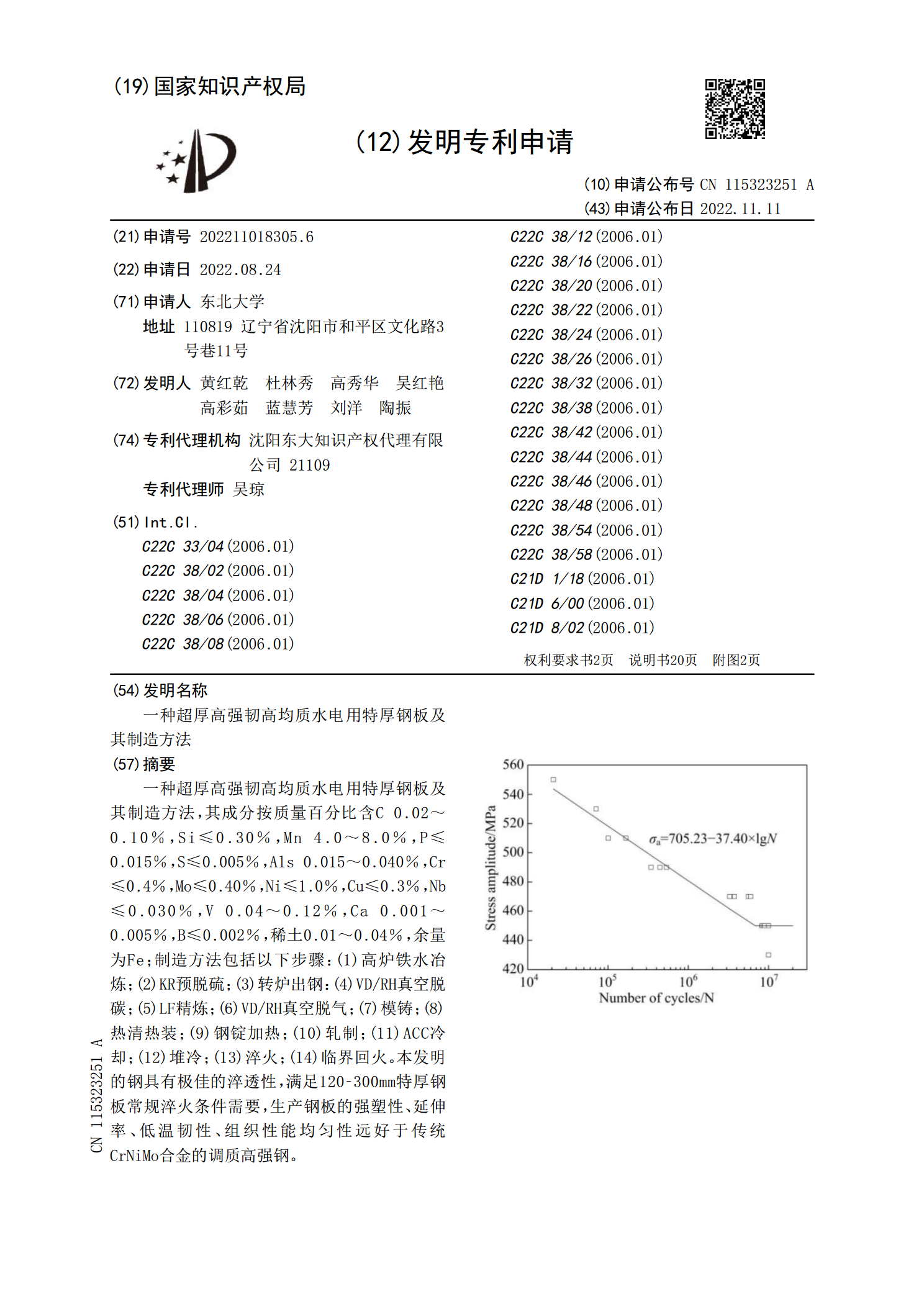
一种超厚高强韧高均质水电用特厚钢板及其制造方法.pdf
一种超厚高强韧高均质水电用特厚钢板及其制造方法,其成分按质量百分比含C0.02~0.10%,Si≤0.30%,Mn4.0~8.0%,P≤0.015%,S≤0.005%,Als0.015~0.040%,Cr≤0.4%,Mo≤0.40%,Ni≤1.0%,Cu≤0.3%,Nb≤0.030%,V0.04~0.12%,Ca0.001~0.005%,B≤0.002%,稀土0.01~0.04%,余量为Fe;制造方法包括以下步骤:(1)高炉铁水冶炼;(2)KR预脱硫;(3)转炉出钢:(4)VD/RH真空脱碳;(5)LF精
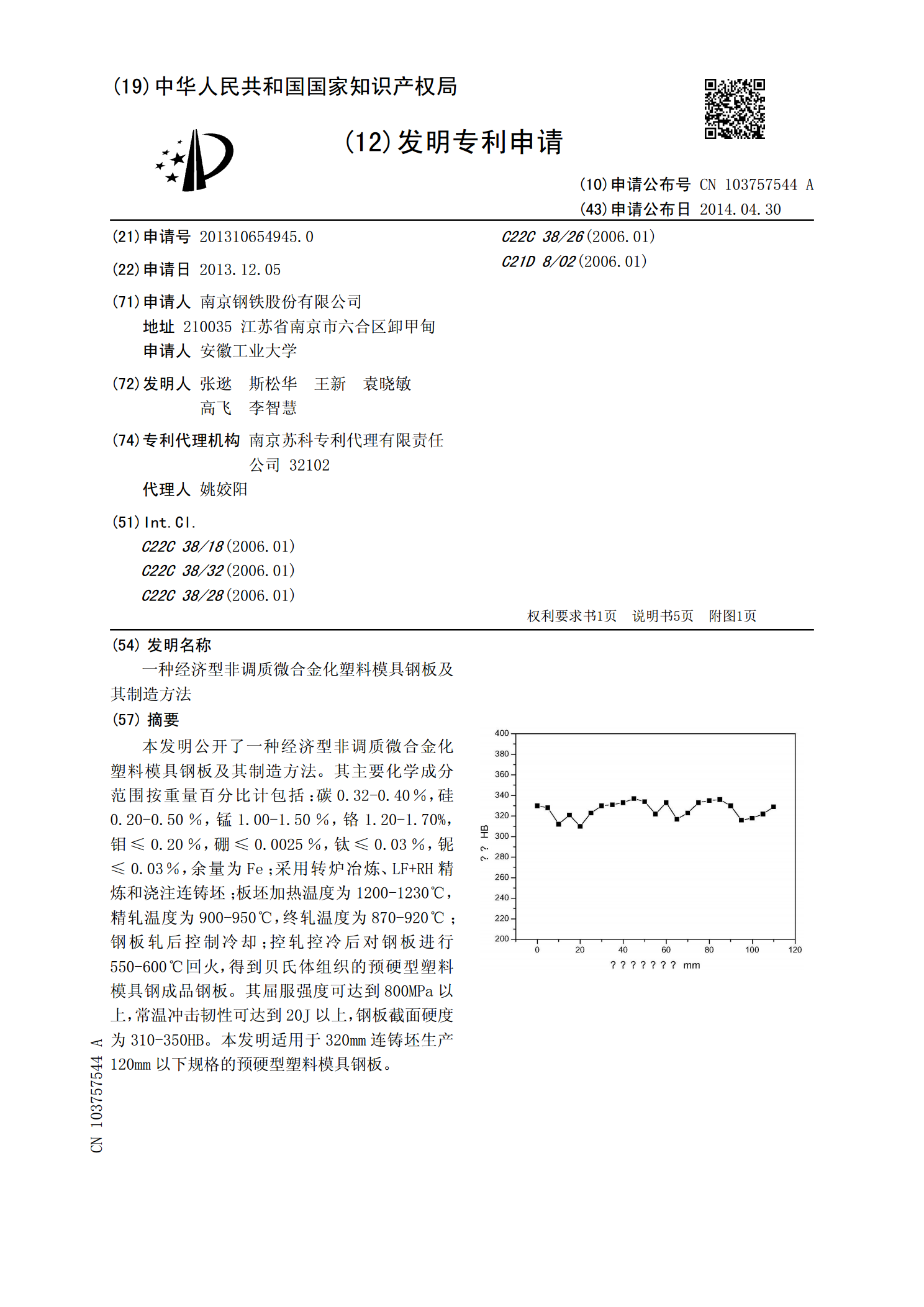
一种经济型非调质微合金化塑料模具钢板及其制造方法.pdf
本发明公开了一种经济型非调质微合金化塑料模具钢板及其制造方法。其主要化学成分范围按重量百分比计包括:碳0.32-0.40%,硅0.20-0.50%,锰1.00-1.50%,铬1.20-1.70%,钼≤0.20%,硼≤0.0025%,钛≤0.03%,铌≤0.03%,余量为Fe;采用转炉冶炼、LF+RH精炼和浇注连铸坯;板坯加热温度为1200-1230℃,精轧温度为900-950℃,终轧温度为870-920℃;钢板轧后控制冷却;控轧控冷后对钢板进行550-600℃回火,得到贝氏体组织的预硬型塑料模具钢成品钢板
厚钢板及其制造方法.pdf
一种厚钢板,其中,成分组成包含C:0.02~0.10质量%、Si:0.10~0.60质量%、Mn:1.00~2.00质量%、P:高于0质量%且在0.035质量%以下、S:高于0质量%且在0.035质量%以下、Cu:0.10~0.60质量%、Al:0.010~0.060质量%、Nb:高于0质量%且在0.050质量%以下、Ti:高于0质量%且在0.050质量%以下、N:0.0010~0.0100质量%、和余量:铁和不可避免的杂质,并且Si和Cu的合计含量为0.30质量%以上,金属组织满足MA分率为0.5面积%
厚钢板及其制造方法.pdf
本发明的目的在于提供高强度、总厚度上的伸长特性和疲劳裂纹传播特性以及韧性优良的厚钢板及其制造方法。一种厚钢板,其具有以质量%计含有C:0.05~0.20%、Si:0.01~0.50%、Mn:0.50~2.00%、P:0.05%以下、S:0.02%以下、且余量由Fe和不可避免的杂质构成的成分组成,显微组织如下:在沿板厚方向从表面到表面下100μm的范围内包含以面积率计为80%以上的铁素体相,在沿板厚方向从表面下100μm到板厚1/4位置的范围内包含以面积率计为80%以下的铁素体相,余量由珠光体相、或珠光体相