
一种连铸铸坯切割控制系统及其控制方法.pdf

雨星****萌娃

1/10
2/10
3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种连铸铸坯切割控制系统及其控制方法.pdf
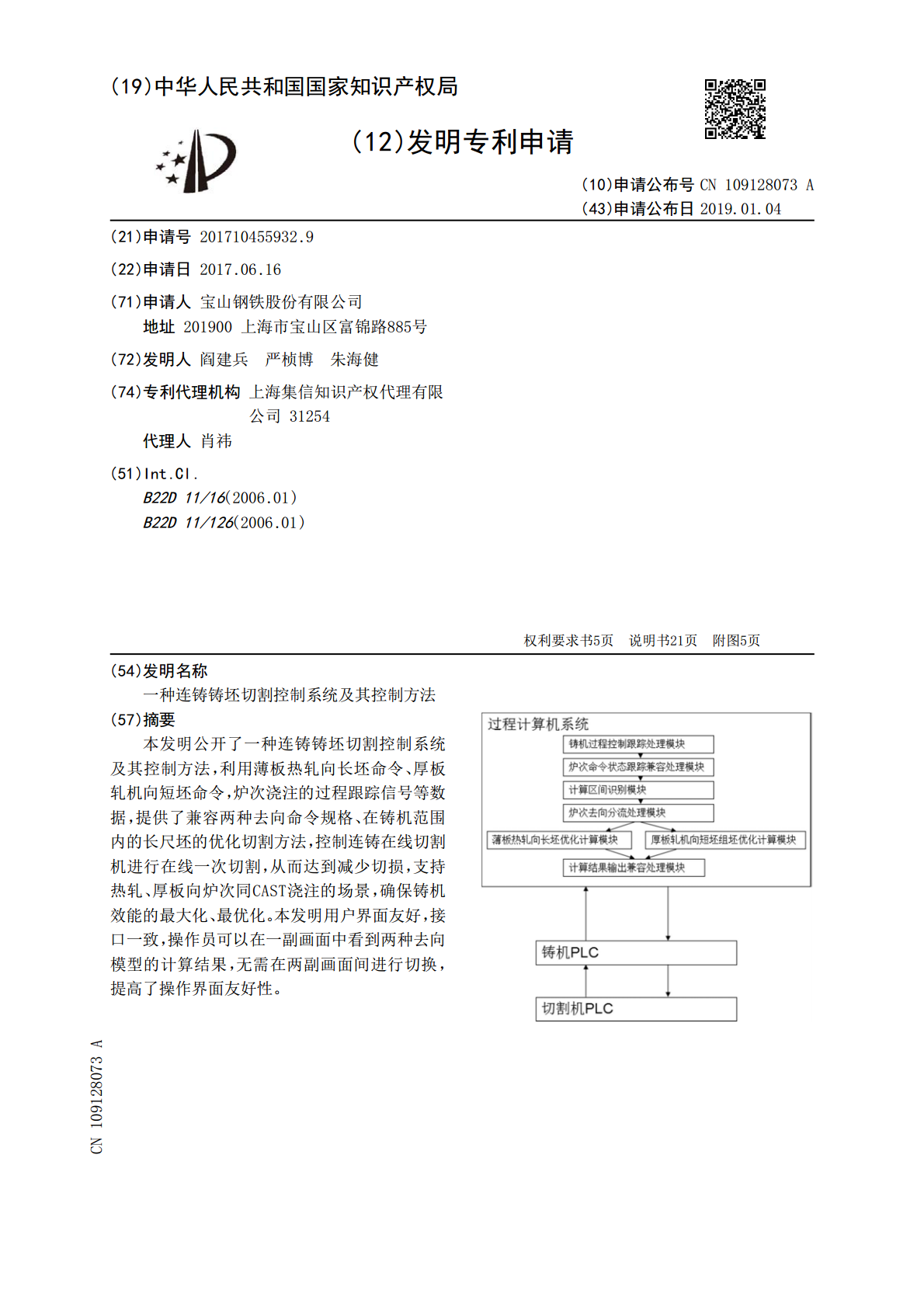
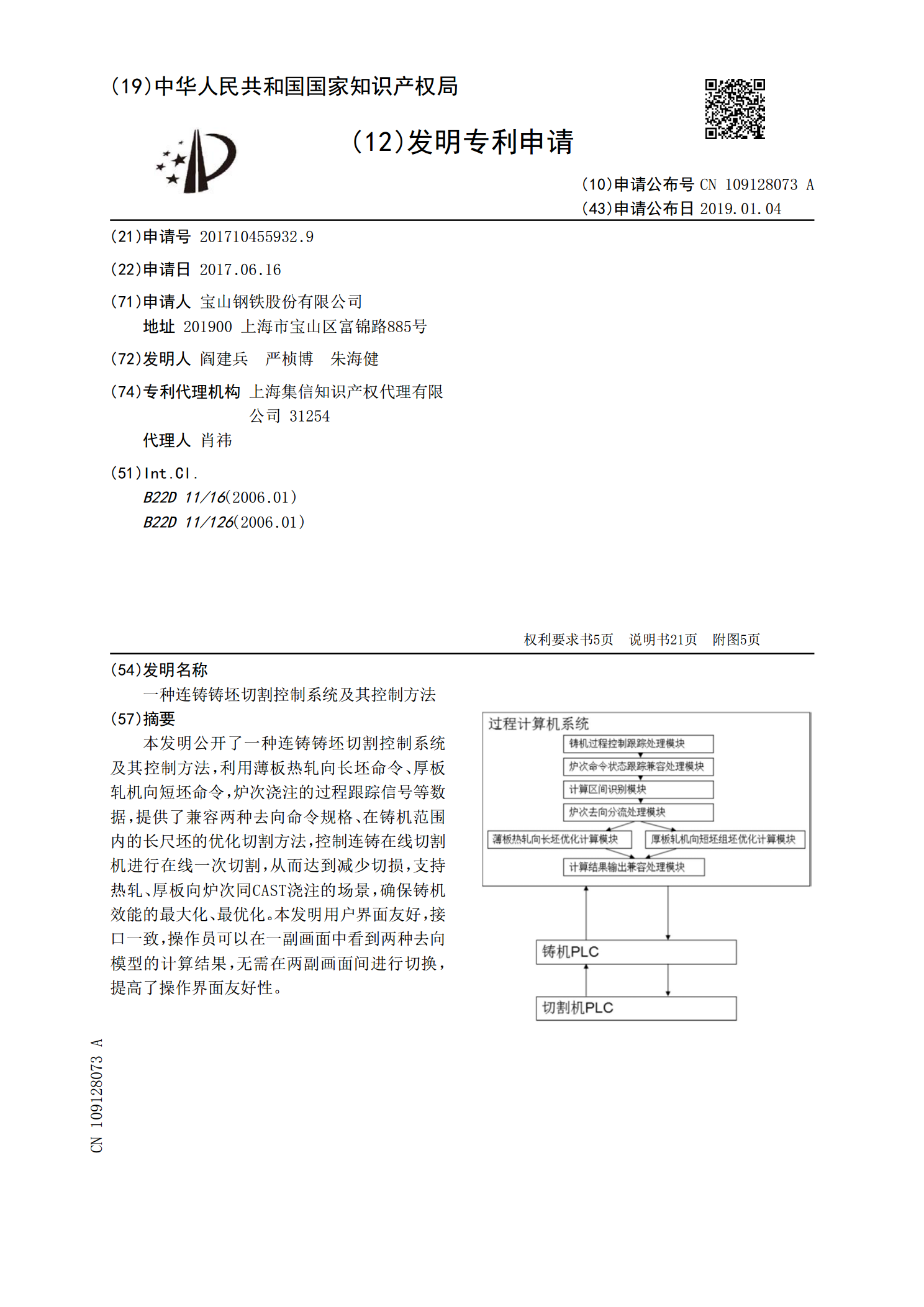
本发明公开了一种连铸铸坯切割控制系统及其控制方法,利用薄板热轧向长坯命令、厚板轧机向短坯命令,炉次浇注的过程跟踪信号等数据,提供了兼容两种去向命令规格、在铸机范围内的长尺坯的优化切割方法,控制连铸在线切割机进行在线一次切割,从而达到减少切损,支持热轧、厚板向炉次同CAST浇注的场景,确保铸机效能的最大化、最优化。本发明用户界面友好,接口一致,操作员可以在一副画面中看到两种去向模型的计算结果,无需在两副画面间进行切换,提高了操作界面友好性。
一种厚板连铸铸坯切割控制系统及其组坯寻优计算方法.pdf
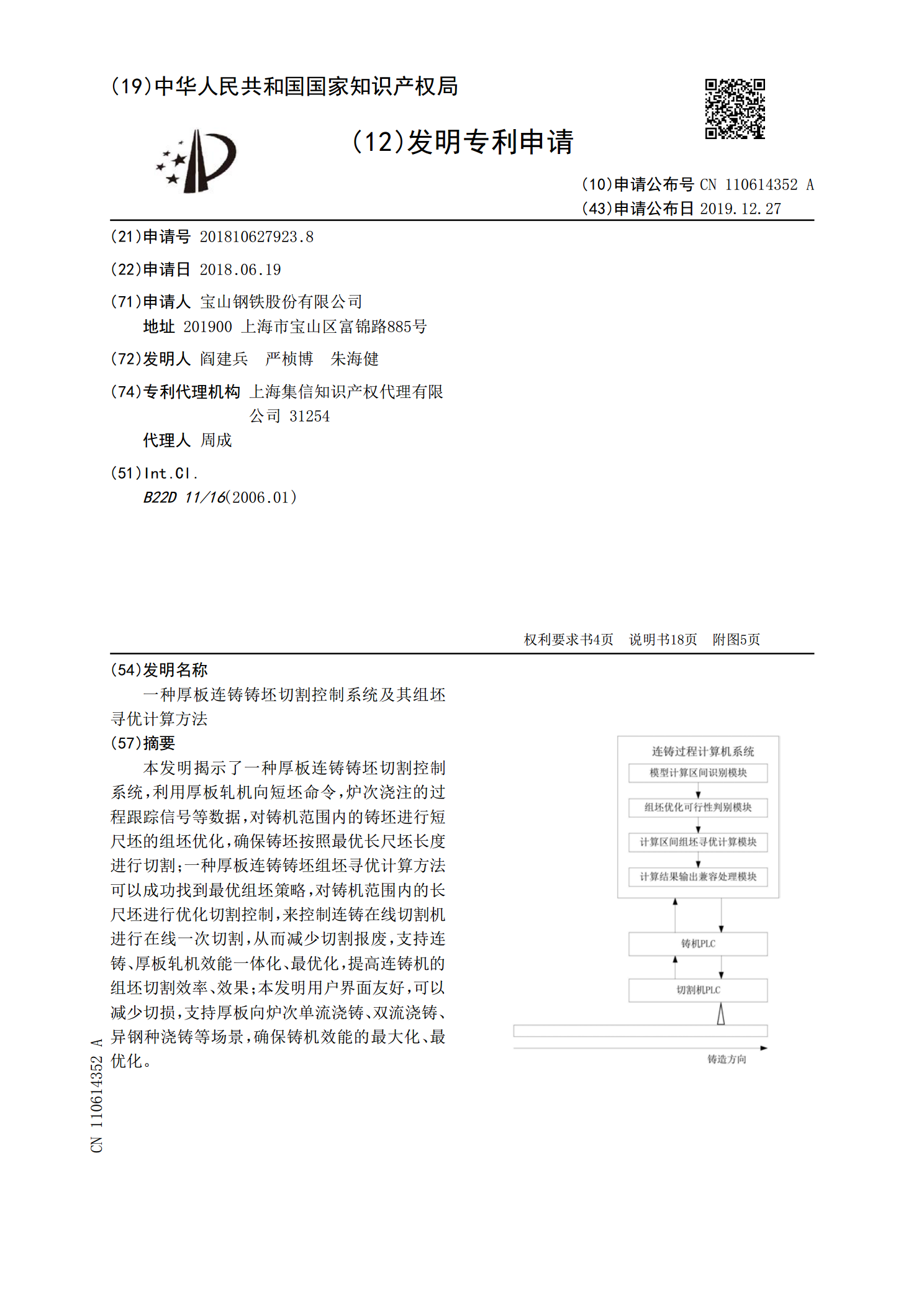
本发明揭示了一种厚板连铸铸坯切割控制系统,利用厚板轧机向短坯命令,炉次浇注的过程跟踪信号等数据,对铸机范围内的铸坯进行短尺坯的组坯优化,确保铸坯按照最优长尺坯长度进行切割;一种厚板连铸铸坯组坯寻优计算方法可以成功找到最优组坯策略,对铸机范围内的长尺坯进行优化切割控制,来控制连铸在线切割机进行在线一次切割,从而减少切割报废,支持连铸、厚板轧机效能一体化、最优化,提高连铸机的组坯切割效率、效果;本发明用户界面友好,可以减少切损,支持厚板向炉次单流浇铸、双流浇铸、异钢种浇铸等场景,确保铸机效能的最大化、最优化。
大方坯齿轮钢铸坯的连铸生产方法.pdf
本发明涉及一种大方坯齿轮钢铸坯的连铸生产方法,适用于360mm×450mm断面大方坯齿轮钢铸坯,属于大方坯齿轮钢生产技术领域。本发明在结晶器电磁搅拌的基础上,在二冷区与凝固末端之间增设了电磁搅拌装备,并且对两者的安装位置和工作参数作了合理设计,再结合控制浇注钢液过热度、浇注速度、冷却参数等,提升了大方坯齿轮钢连铸坯的致密性及均质性,此外,通过对管式结晶器的圆角参数设计,优化铸坯角部冷却,改善了铸坯角部缺陷控制。通过对冷却水路的改进,以保证传热均匀性,使得结晶器出口处铸坯坯壳厚度均匀。本发明可确保大方坯齿轮
一种氢氧连铸坯火焰切割系统及其运行工艺.pdf
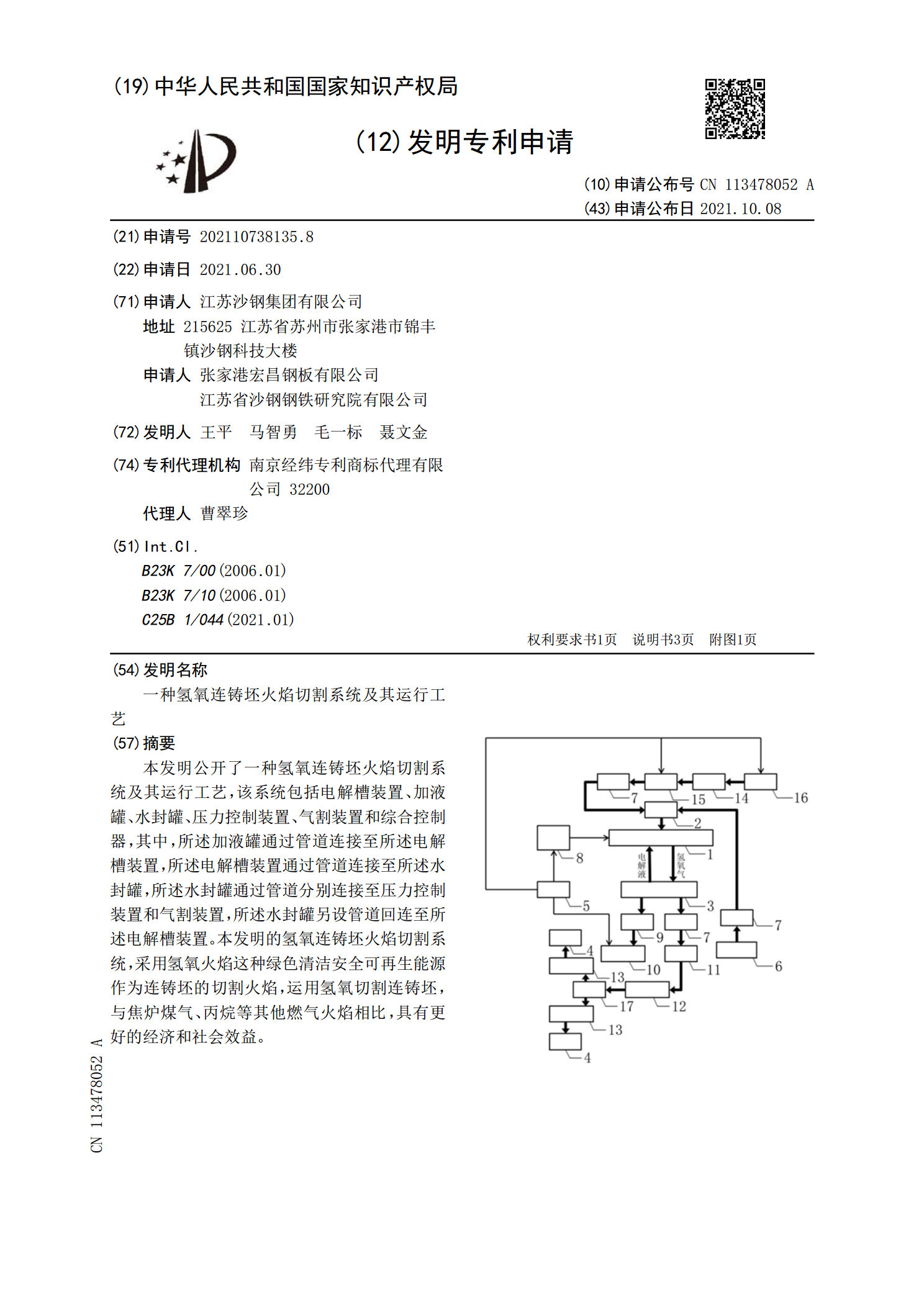
本发明公开了一种氢氧连铸坯火焰切割系统及其运行工艺,该系统包括电解槽装置、加液罐、水封罐、压力控制装置、气割装置和综合控制器,其中,所述加液罐通过管道连接至所述电解槽装置,所述电解槽装置通过管道连接至所述水封罐,所述水封罐通过管道分别连接至压力控制装置和气割装置,所述水封罐另设管道回连至所述电解槽装置。本发明的氢氧连铸坯火焰切割系统,采用氢氧火焰这种绿色清洁安全可再生能源作为连铸坯的切割火焰,运用氢氧切割连铸坯,与焦炉煤气、丙烷等其他燃气火焰相比,具有更好的经济和社会效益。
一种连铸坯头尾切割用台车.pdf
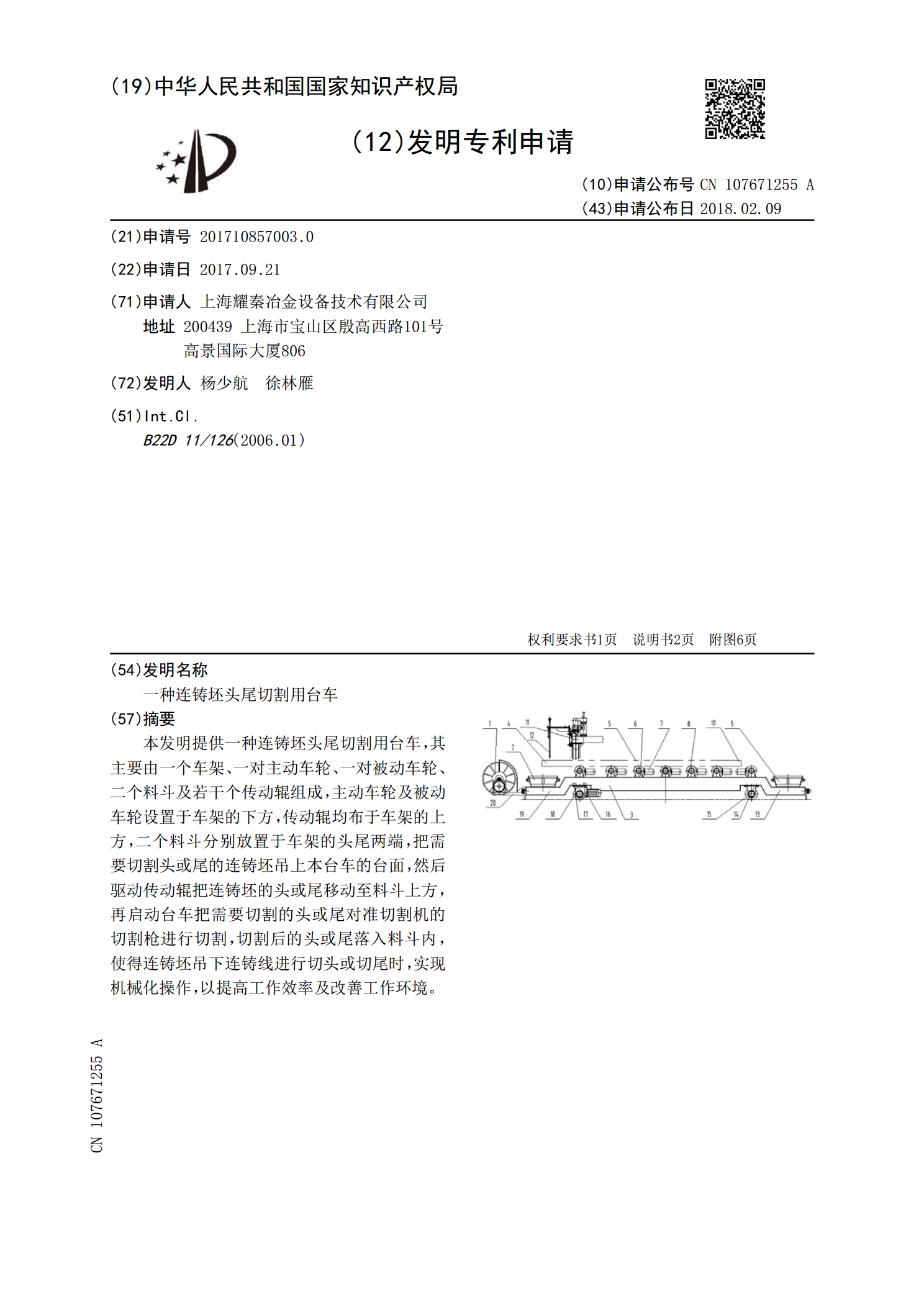
本发明提供一种连铸坯头尾切割用台车,其主要由一个车架、一对主动车轮、一对被动车轮、二个料斗及若干个传动辊组成,主动车轮及被动车轮设置于车架的下方,传动辊均布于车架的上方,二个料斗分别放置于车架的头尾两端,把需要切割头或尾的连铸坯吊上本台车的台面,然后驱动传动辊把连铸坯的头或尾移动至料斗上方,再启动台车把需要切割的头或尾对准切割机的切割枪进行切割,切割后的头或尾落入料斗内,使得连铸坯吊下连铸线进行切头或切尾时,实现机械化操作,以提高工作效率及改善工作环境。