
一种高强度高韧性铸态球墨铸铁及其制备方法.pdf

宜欣****外呢


1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强度高韧性铸态球墨铸铁及其制备方法.pdf
本发明涉及一种高强度高韧性铸态球墨铸铁及其制备方法。一种高强度高韧性铸态球墨铸铁由以下原料组成:Q12生铁、增碳剂、含铬废钢、回炉料、稀土镁合金、电解铜、锡、钼、铸元素变质剂、硅铁孕育剂和随流孕育剂,其中,铸元素变质剂主要成分为:强烈促进球化的铈元素Ce及份数占比6%的金属化合物助熔剂和份数占比93.97%的除渣剂,其中金属化合物助熔剂为Sn类化合物;包括以下步骤:原料熔炼、搅拌调制、变质处理、孕育处理和浇注,其中孕育处理采用一次孕育、球化二次孕育和随流三次孕育的多次强化孕育的方法,浇注采用铁模覆砂造型工
铸态高强度球墨铸铁及其制备方法.pdf
本发明公开了一种如上述的铸态高强度球墨铸铁及其制备方法,包括:1)将废钢、回炉料在1050?1150℃下进行预热;2)将预热后的原料在1500?1550℃下熔融以制得铁水;3)将稀土球化剂、孕育剂加入至铁水中并搅拌以制得孕育铁水;4)将随流孕育剂加入至孕育铁水中并浇铸以制得铸态高强度球墨铸铁;其中,稀土球化剂含有稀土元素、镁、钙、钡、硅、铁以及杂质元素;孕育剂含有硅、铝、钡、碳以及杂质元素;随流孕育剂含有硅、铝、铋、碳以及杂质元素。通过该方法制得的球墨铸铁具有硬度、拉伸强度和抗冲击性。
铸态高韧性高强度球墨铸铁的熔炼方法.pdf
本发明一种铸态高韧性高强度球墨铸铁的熔炼方法,其步骤为:步骤1备料:选用生铁、废钢和回炉料作为原料;步骤2配料:采用步骤1原料,以质量百分比计,选取生铁20%‑40%、废钢30%‑40%、回炉料20%‑50%;步骤3熔炼:将步骤2中配好的原料加入中频熔炼炉中,升温并进行熔化,熔化时在炉底部位加入增碳剂,熔化至要求出炉温度;步骤4球化及浇注处理:球化前先将球化包和浇筑包预热到600℃‑800℃,将球化剂、孕育剂、覆盖剂依次放入球化包放料坑内,进行三次孕育;步骤5出箱。本发明操作简单,通过加入大比例的废钢和回
一种高强度高韧性铸态QT800-5球墨铸铁及其生产方法.pdf
本发明涉及一种高强度高韧性铸态QT800‑5球墨铸铁及利用普通粘土砂成型该球墨铸铁的方法,该方法以球墨铸铁用生铁、碳素废钢及回炉料为原材料,加入适量的铜、钼、镍、锑或锡等合金,采用感应电炉熔炼铁液,以稀土镁硅铁合金为球化剂,利用硅铁、硅钡和硅铋进行孕育处理,在微震压实造型机上以普通粘土砂造型,浇注30~60min后脱箱即得。本发明可满足市场对高强高韧铸态QT800‑5球墨铸铁件的需求,特别是汽车行业对铸件轻量化的需求。
一种高强度高韧性球墨铸铁及其制备方法.pdf
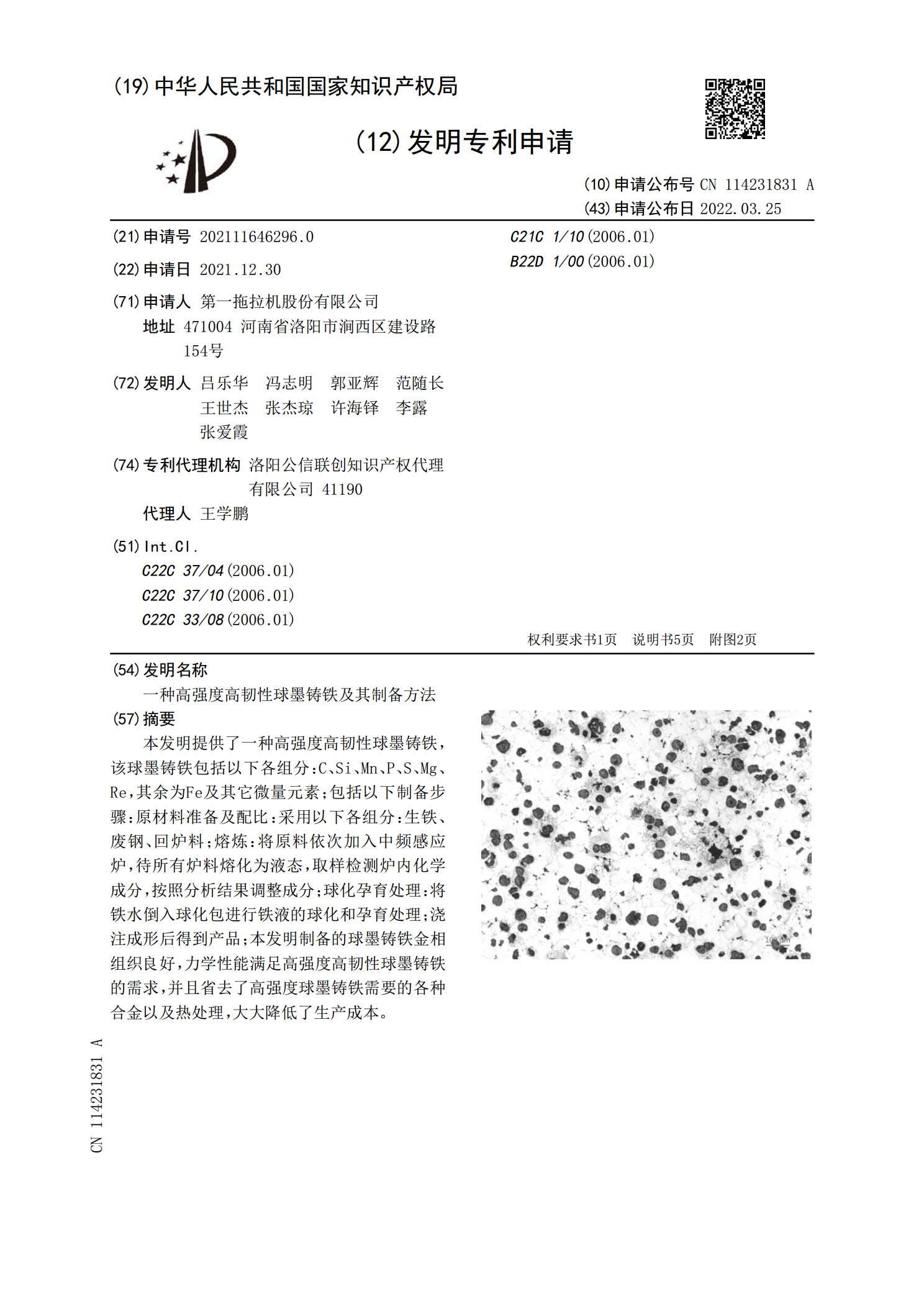
本发明提供了一种高强度高韧性球墨铸铁,该球墨铸铁包括以下各组分:C、Si、Mn、P、S、Mg、Re,其余为Fe及其它微量元素;包括以下制备步骤:原材料准备及配比:采用以下各组分:生铁、废钢、回炉料;熔炼:将原料依次加入中频感应炉,待所有炉料熔化为液态,取样检测炉内化学成分,按照分析结果调整成分;球化孕育处理:将铁水倒入球化包进行铁液的球化和孕育处理;浇注成形后得到产品;本发明制备的球墨铸铁金相组织良好,力学性能满足高强度高韧性球墨铸铁的需求,并且省去了高强度球墨铸铁需要的各种合金以及热处理,大大降低了生产