
控制弹簧钢盘条中大尺寸硬质夹杂物的生产方法.pdf

一吃****永贺

1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
控制弹簧钢盘条中大尺寸硬质夹杂物的生产方法.pdf
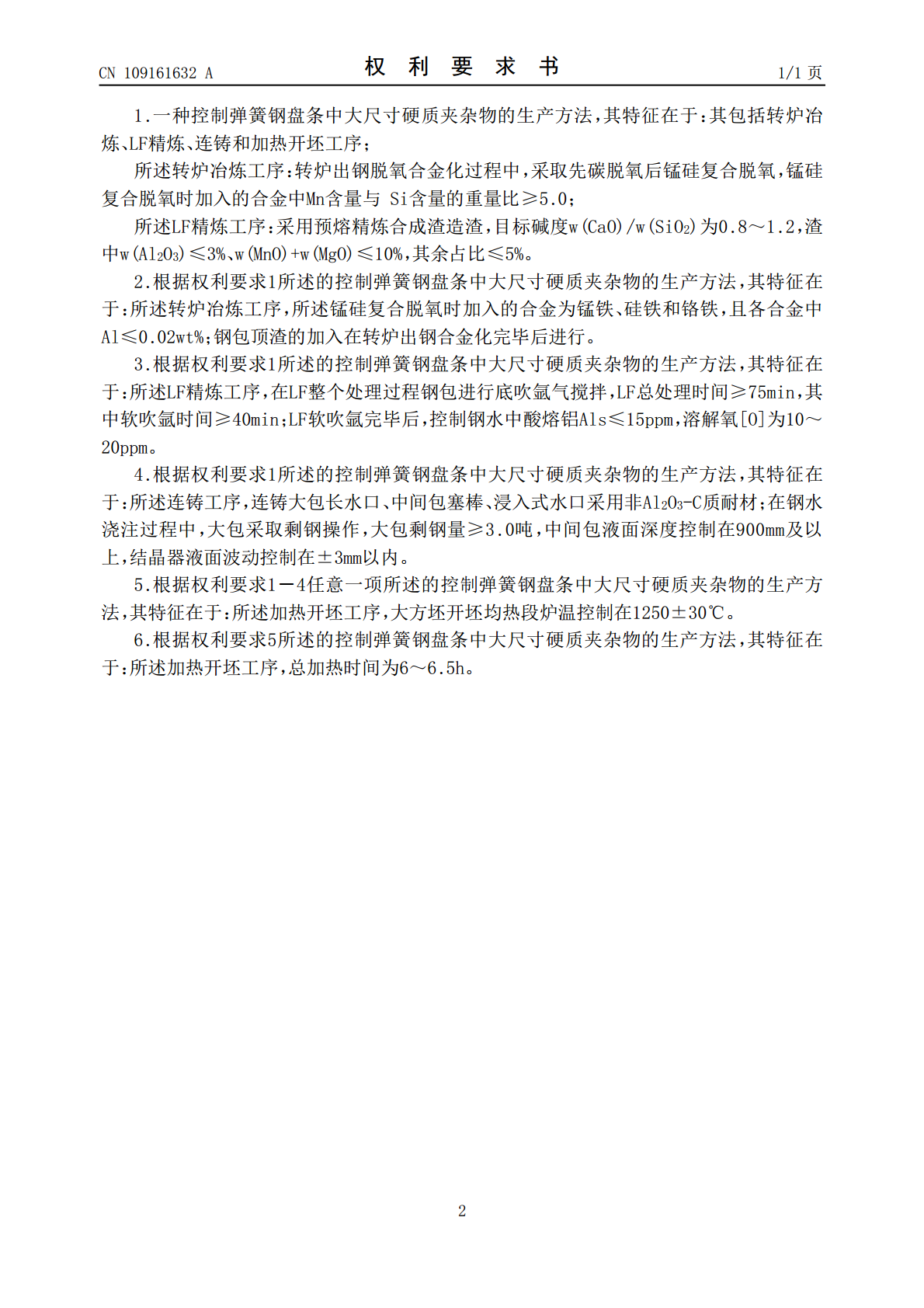
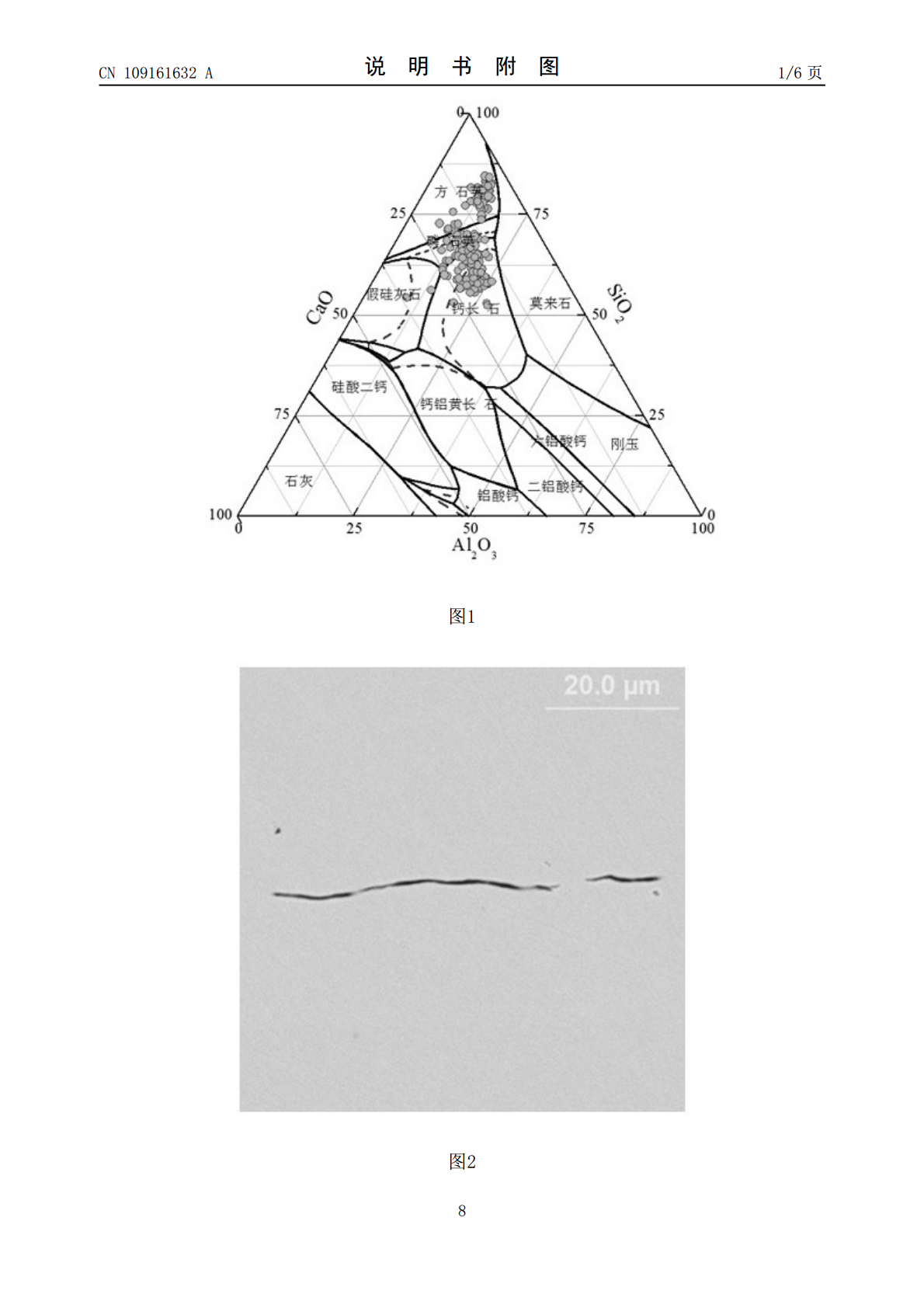
本发明公开了一种控制弹簧钢盘条中大尺寸硬质夹杂物的生产方法,其包括转炉冶炼、LF精炼、连铸和加热开坯工序;所述转炉冶炼工序:转炉出钢脱氧合金化过程中,采取先碳脱氧后锰硅复合脱氧,锰硅复合脱氧时加入的合金中Mn含量与Si含量的重量比≥5.0;所述LF精炼工序:采用预熔精炼合成渣造渣,目标碱度w(CaO)/w(SiO
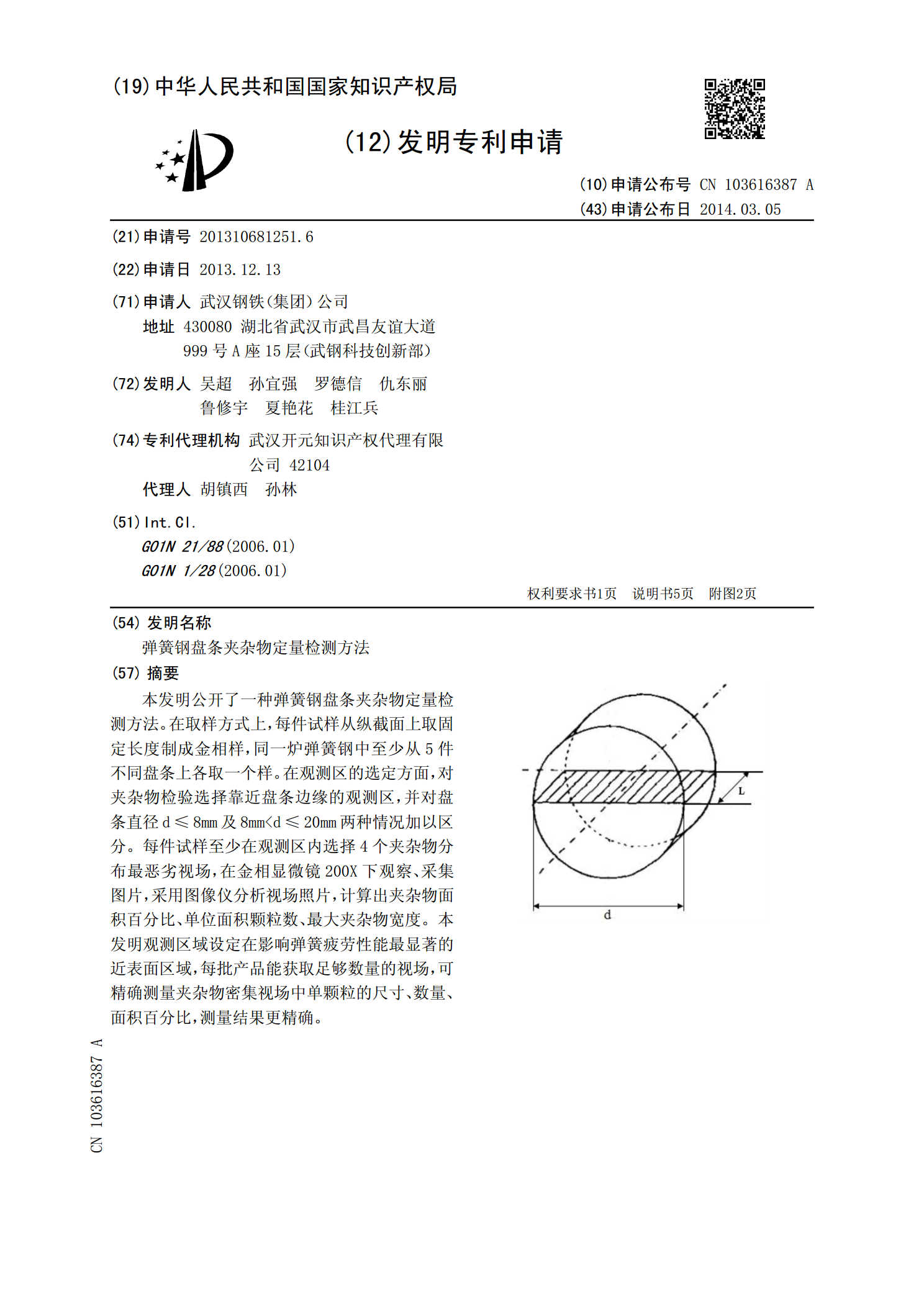
弹簧钢盘条夹杂物定量检测方法.pdf
本发明公开了一种弹簧钢盘条夹杂物定量检测方法。在取样方式上,每件试样从纵截面上取固定长度制成金相样,同一炉弹簧钢中至少从5件不同盘条上各取一个样。在观测区的选定方面,对夹杂物检验选择靠近盘条边缘的观测区,并对盘条直径d≤8mm及8mm

一种弹簧钢盘条及其夹杂物控制方法.pdf
本发明提供了一种弹簧钢盘条及其夹杂物控制方法,盘条化学成分的重量百分比为:[C]:0.40%~0.80%,[Si]:0.80%~2.0%,[Mn]:0.30%~1.0%,[Cr]:0.3%~1.0%,[P]≤0.015%,[S]≤0.010%,[Ti]≤0.0015%,全铝:0.008%~0.0020%,全氧:0.0010%~0.0025%,不可避免的杂质不高于0.1%,其余为铁。转炉冶炼采用高碳出钢,终点碳含量不低于0.3%,炉后采用硅锰脱氧;精炼过程温度1540-1650℃,时间40-80分钟,终点钢
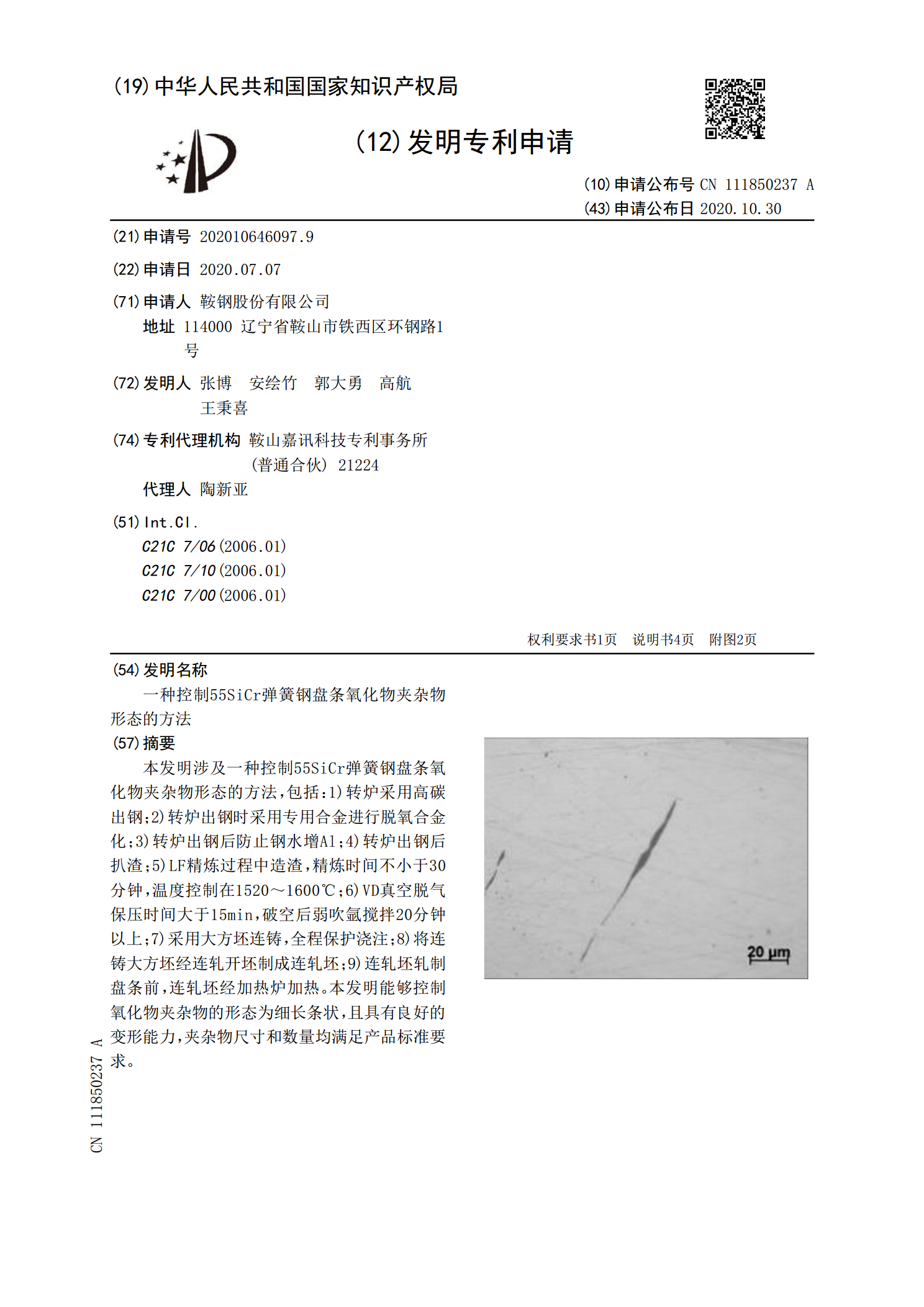
一种控制55SiCr弹簧钢盘条氧化物夹杂物形态的方法.pdf
本发明涉及一种控制55SiCr弹簧钢盘条氧化物夹杂物形态的方法,包括:1)转炉采用高碳出钢;2)转炉出钢时采用专用合金进行脱氧合金化;3)转炉出钢后防止钢水增Al;4)转炉出钢后扒渣;5)LF精炼过程中造渣,精炼时间不小于30分钟,温度控制在1520~1600℃;6)VD真空脱气保压时间大于15min,破空后弱吹氩搅拌20分钟以上;7)采用大方坯连铸,全程保护浇注;8)将连铸大方坯经连轧开坯制成连轧坯;9)连轧坯轧制盘条前,连轧坯经加热炉加热。本发明能够控制氧化物夹杂物的形态为细长条状,且具有良好的变形能
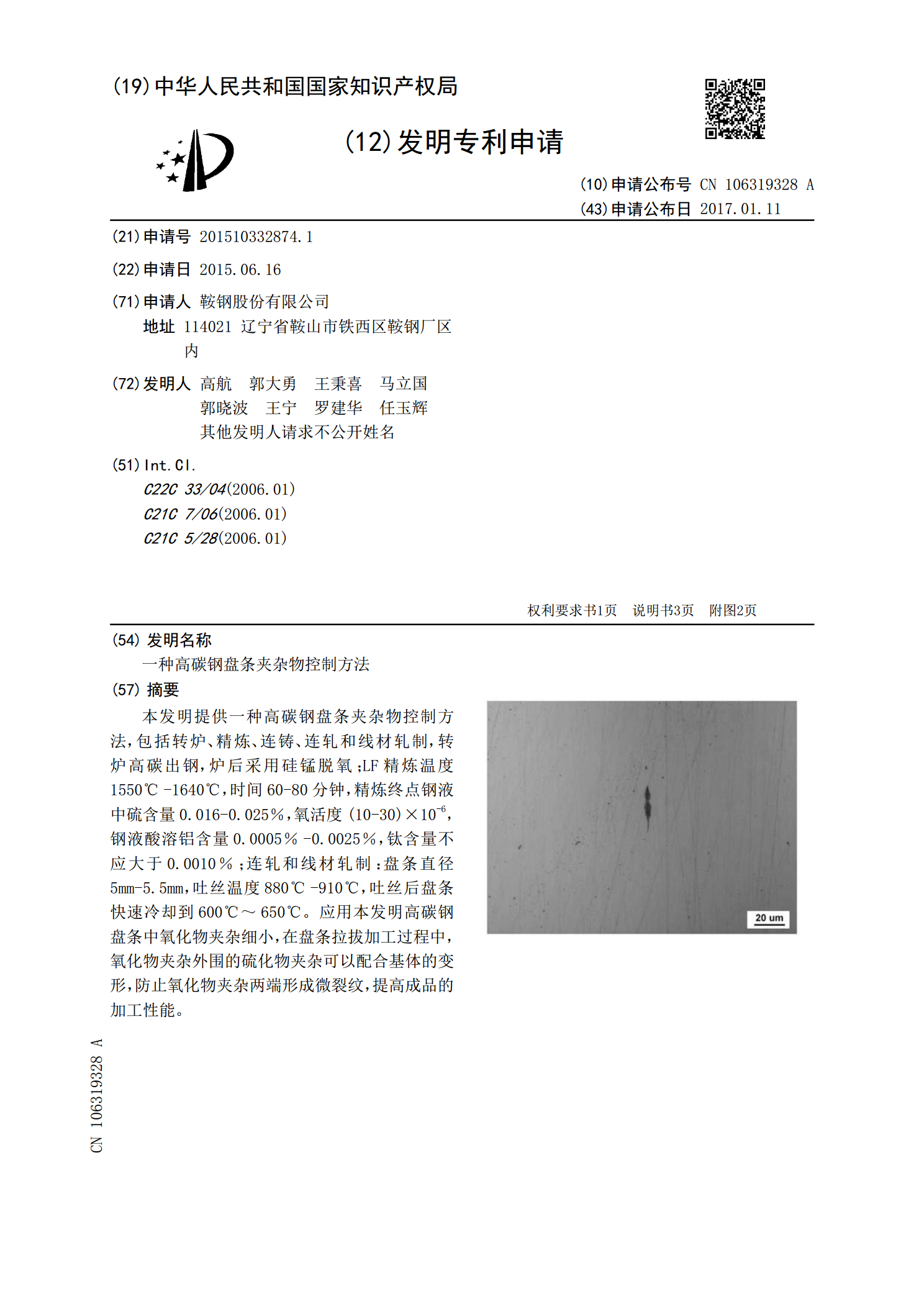
一种高碳钢盘条夹杂物控制方法.pdf
本发明提供一种高碳钢盘条夹杂物控制方法,包括转炉、精炼、连铸、连轧和线材轧制,转炉高碳出钢,炉后采用硅锰脱氧;LF精炼温度1550℃-1640℃,时间60-80分钟,精炼终点钢液中硫含量0.016-0.025%,氧活度(10-30)×10