
一种激光高温冲击-渗氮复合加工装置和方法.pdf

Ma****57


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种激光高温冲击-渗氮复合加工装置和方法.pdf
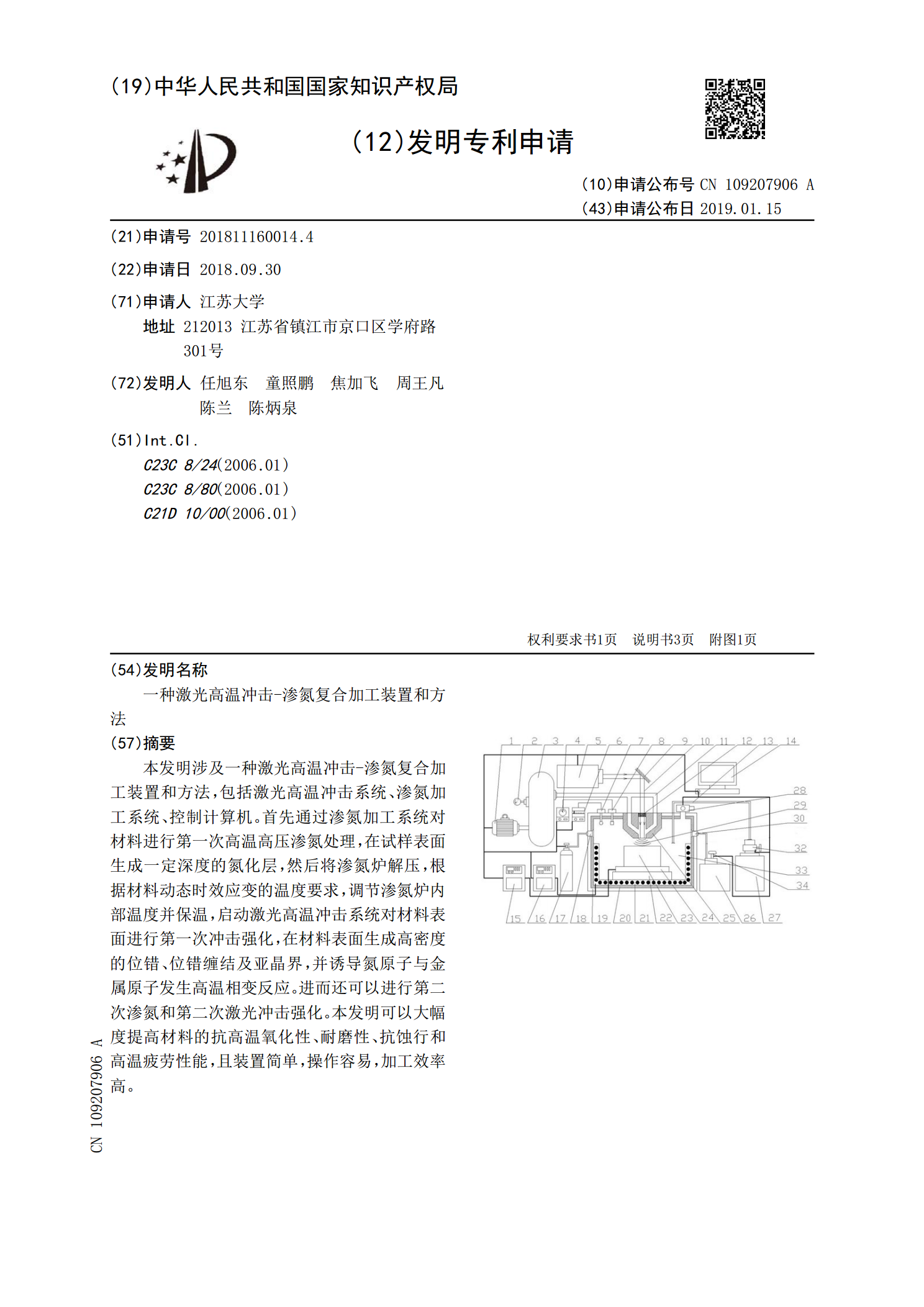
本发明涉及一种激光高温冲击‑渗氮复合加工装置和方法,包括激光高温冲击系统、渗氮加工系统、控制计算机。首先通过渗氮加工系统对材料进行第一次高温高压渗氮处理,在试样表面生成一定深度的氮化层,然后将渗氮炉解压,根据材料动态时效应变的温度要求,调节渗氮炉内部温度并保温,启动激光高温冲击系统对材料表面进行第一次冲击强化,在材料表面生成高密度的位错、位错缠结及亚晶界,并诱导氮原子与金属原子发生高温相变反应。进而还可以进行第二次渗氮和第二次激光冲击强化。本发明可以大幅度提高材料的抗高温氧化性、耐磨性、抗蚀行和高温疲劳性

一种提高离子渗氮效率的激光冲击工艺.pdf
本发明涉及一种提高离子渗氮效率的激光冲击工艺,包括以下步骤:将原始态钢加工切割成试样;将试样进行调质处理,打磨处理后在有机溶剂中进行超声清洗、烘干;将试样装夹到激光冲击强化试验平台上对表面进行激光冲击处理;将试样置于离子氮化炉中进行离子渗氮处理,随炉冷却至室温。本发明的有益效果是:激光冲击处理使材料表层产生塑性变形,形成高密度位错,晶粒细化甚至产生纳米晶,为氮原子扩散提供扩散通道,并降低扩散激活能,从而显著提高渗氮效率,具有高效、节能的优势。

激光冲击与渗铝复合处理镍基高温合金抗高温氧化性能的研究.docx
激光冲击与渗铝复合处理镍基高温合金抗高温氧化性能的研究激光冲击与渗铝复合处理镍基高温合金抗高温氧化性能的研究随着现代工业的发展,镍基高温合金在发动机、燃气轮机等高温工况下的广泛应用已经成为不可避免的趋势。然而,高温氧化不仅会对高温合金材料的力学性能造成影响,还会严重限制其在高温应用中的长期稳定性。因此,提高镍基高温合金的抗高温氧化性能已成为当前的研究热点之一。为解决镍基高温合金在高温环境下易氧化的问题,目前采用的主要方法为在高温合金表面渗铝处理。渗铝处理能够通过在镍基高温合金表面形成一层Al2O3保护膜,

可移动在线激光冲击加工装置和方法.pdf
本发明提供了可移动在线激光冲击加工装置和方法,该装置包括激光平台、激光器、反射镜基座、连接件、导光臂、激光头、吸收层喷管和约束层喷管,激光平台底部设有滚轮和液压柱,激光器设于激光平台上,反射镜基座一端与激光器连接,另一端通过连接件与激光头连接,激光平台上设有吸收层容器、约束层容器,吸收层喷管和约束层喷管为万向管,并在与吸收层容器和约束层容器的连接处设有阀门;本发明能够实现在线激光冲击加工过程中,将激光器的移动、吸收层和约束层的喷涂集成到同一装置中,且可在线调节激光头与待加工部位的距离和角度,以及吸收层和约

一种基于渗氮装置的取向硅钢渗氮方法.pdf
本发明公开了一种基于渗氮装置的取向硅钢渗氮方法,属于冶金技术领域,尤其是取向硅钢生产装置、加工方法技术领域,解决现有设备不方便对停留在设备中的带钢长度进行调节,渗氮的效果需要通过控制带钢拉动的速度来进行调整,不容易控制,包括机架,所述机架顶部设置有机壳,所述机壳为横向设置的圆筒形结构,所述机壳的圆周面两侧均设置有连通其内部的矩形罩,且两个矩形罩内均设置有导电辊组,所述导电辊组包括平行设置在矩形罩内的两个导电密封辊,两个导电密封辊的两端均与矩形罩的内壁形成转动连接。本发明可以调整停留在机壳下部空间内的带钢长