
一种提高离子渗氮效率的激光冲击工艺.pdf

骊英****bb


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种提高离子渗氮效率的激光冲击工艺.pdf
本发明涉及一种提高离子渗氮效率的激光冲击工艺,包括以下步骤:将原始态钢加工切割成试样;将试样进行调质处理,打磨处理后在有机溶剂中进行超声清洗、烘干;将试样装夹到激光冲击强化试验平台上对表面进行激光冲击处理;将试样置于离子氮化炉中进行离子渗氮处理,随炉冷却至室温。本发明的有益效果是:激光冲击处理使材料表层产生塑性变形,形成高密度位错,晶粒细化甚至产生纳米晶,为氮原子扩散提供扩散通道,并降低扩散激活能,从而显著提高渗氮效率,具有高效、节能的优势。

一种提高离子渗氮效率的复合预处理工艺.pdf
本发明涉及一种提高离子渗氮效率的复合预处理工艺,包括以下步骤:将原始态钢加工切割成试样;将试样进行调质处理,打磨处理后在有机溶剂中进行超声清洗、烘干;将试样进行激光冲击处理;将试样置于离子氮化炉中,抽真空,通入氢气溅射,先后进行预氧化和离子渗氮处理,随炉冷却至室温。本发明的有益效果是:第一阶段激光冲击处理,促使材料表层晶粒细化,位错密度增加,为氮原子扩散提供了理想的通道;第二阶段材料表面形成了一薄层氧化膜,离子渗氮过程中氧化膜逐渐被氢气还原,形成疏松多孔的扩散通道,达到进一步的催渗效果;通过激光冲击和预氧

一种激光冲击强化改善碳氮共渗层性能的工艺.pdf
本发明提供了一种激光冲击强化改善碳氮共渗层性能的工艺,包括如下步骤:将退火态的靶材表面预处理;将表面处理后的靶材放入真空炉内进行碳氮共渗,将碳氮共渗后的靶材进行低温回火;在靶材表面上设置约束层,通过激光对靶材表面进行小能量高重频的激光冲击。本发明可以用于细化表层晶粒,再次提高靶材的表面硬度,并在较大的深度上产生较大的残余压应力,有利于抑制表面疲劳裂纹的产生。

离子渗氮工艺原理.doc
离子渗氮工艺原理【2009-1-8】﹝一﹞钢的渗氮渗氮是把氮渗入钢件的表面,形成富氮硬化层的化学热处理过程。在工业生产中,常用的工艺方法有:气体渗氮、盐浴渗氮和离子渗氮。1.渗氮工艺的特点﹝1﹞渗氮后的零件表面具有高的硬度、耐磨性、疲劳强度和低的缺口敏感性。﹝2﹞渗氮温度较低,一般在500-600℃,而且,渗氮层的高硬度可以由渗氮直接得到,不需要经过较高温度的加热和淬火。所以,渗氮工艺的变形是最小的,常常作为零件的最后一道工序。﹝3﹞渗氮层有较高的抗腐蚀性能。2.渗氮工艺的化学过程渗氮和其他化学热处理工艺
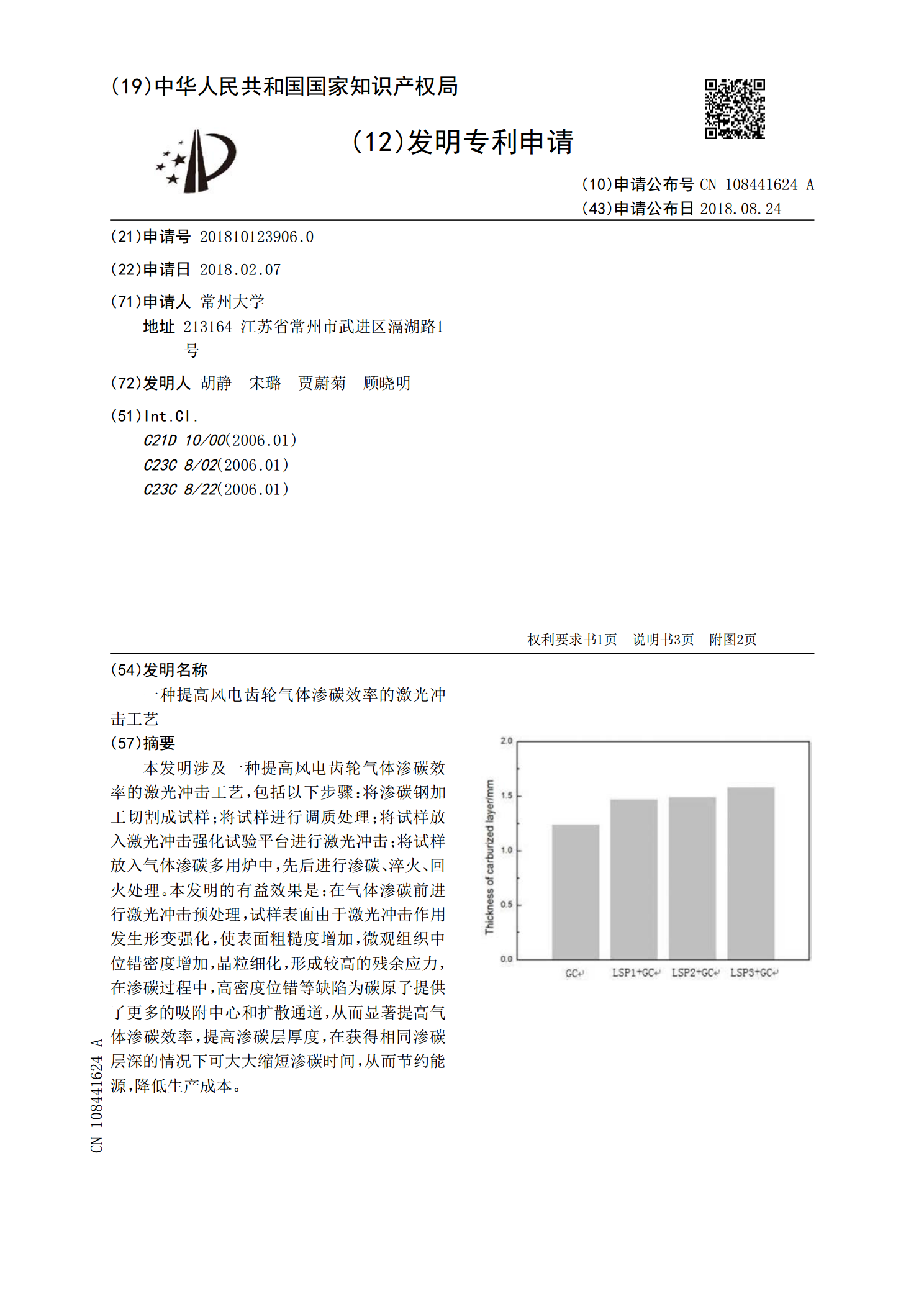
一种提高风电齿轮气体渗碳效率的激光冲击工艺.pdf
本发明涉及一种提高风电齿轮气体渗碳效率的激光冲击工艺,包括以下步骤:将渗碳钢加工切割成试样;将试样进行调质处理;将试样放入激光冲击强化试验平台进行激光冲击;将试样放入气体渗碳多用炉中,先后进行渗碳、淬火、回火处理。本发明的有益效果是:在气体渗碳前进行激光冲击预处理,试样表面由于激光冲击作用发生形变强化,使表面粗糙度增加,微观组织中位错密度增加,晶粒细化,形成较高的残余应力,在渗碳过程中,高密度位错等缺陷为碳原子提供了更多的吸附中心和扩散通道,从而显著提高气体渗碳效率,提高渗碳层厚度,在获得相同渗碳层深的情