
一种锥形筒体的锻造方法.pdf

诗文****仙女

1/9

2/9
3/9
4/9

5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锥形筒体的锻造方法.pdf
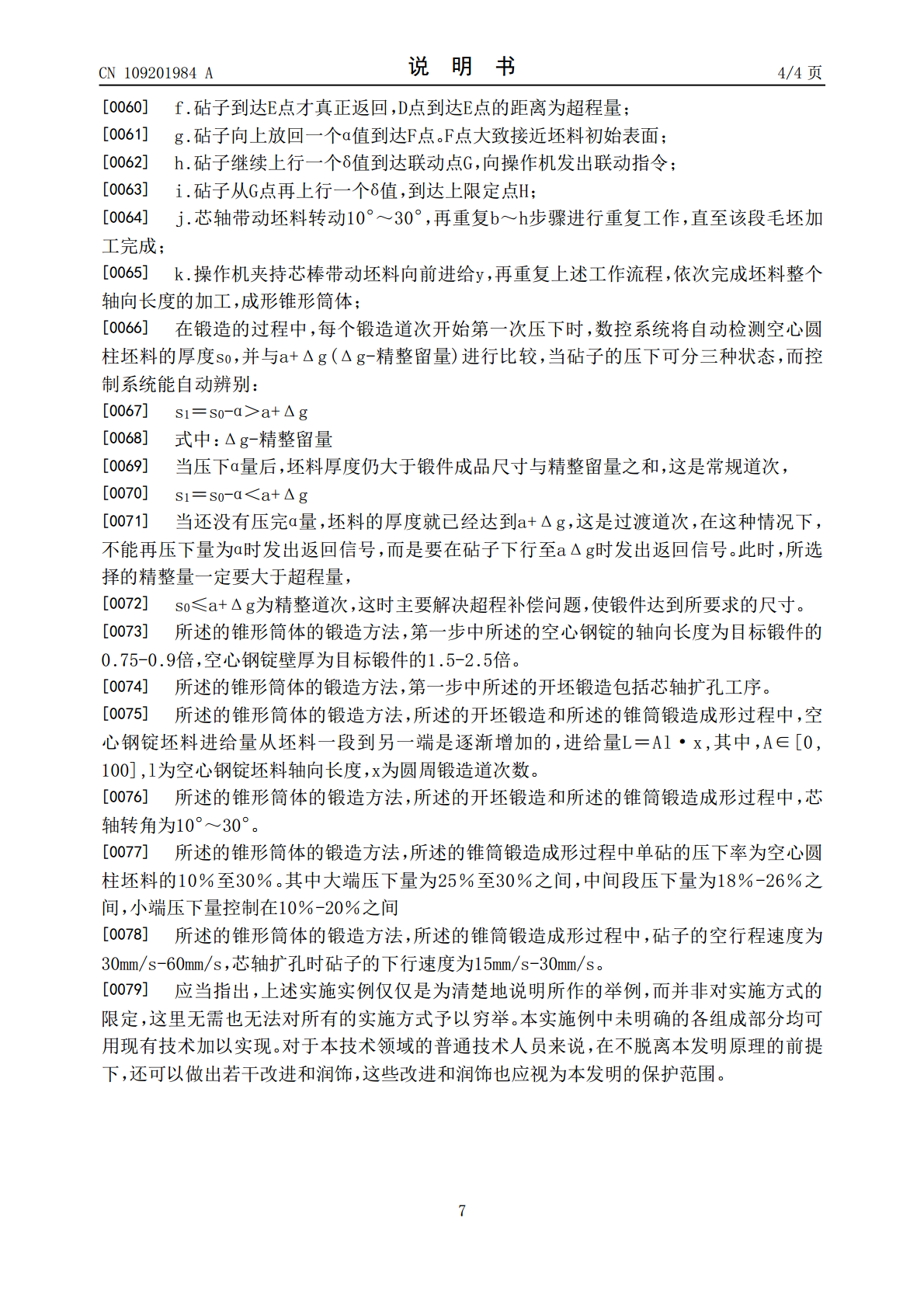
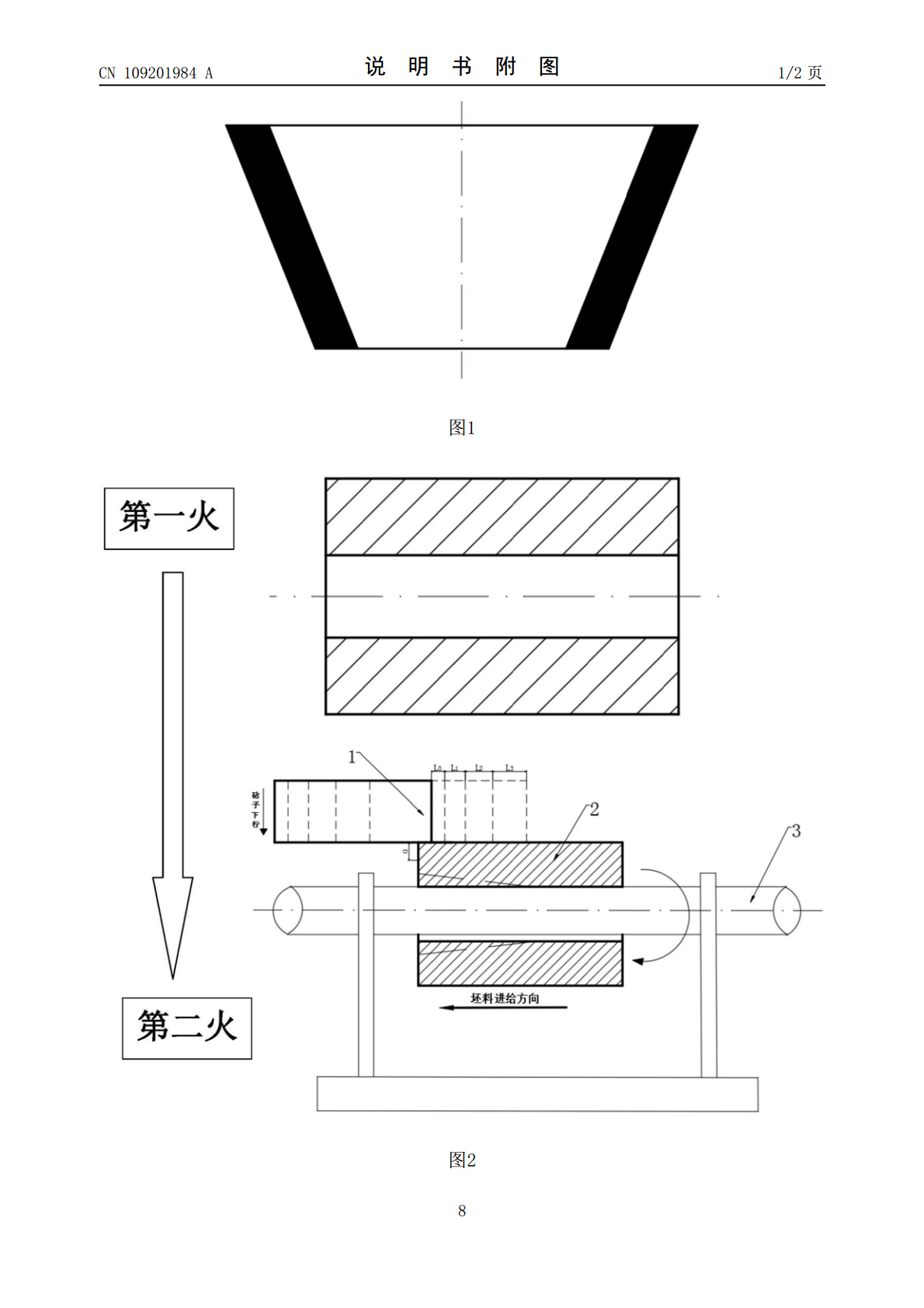
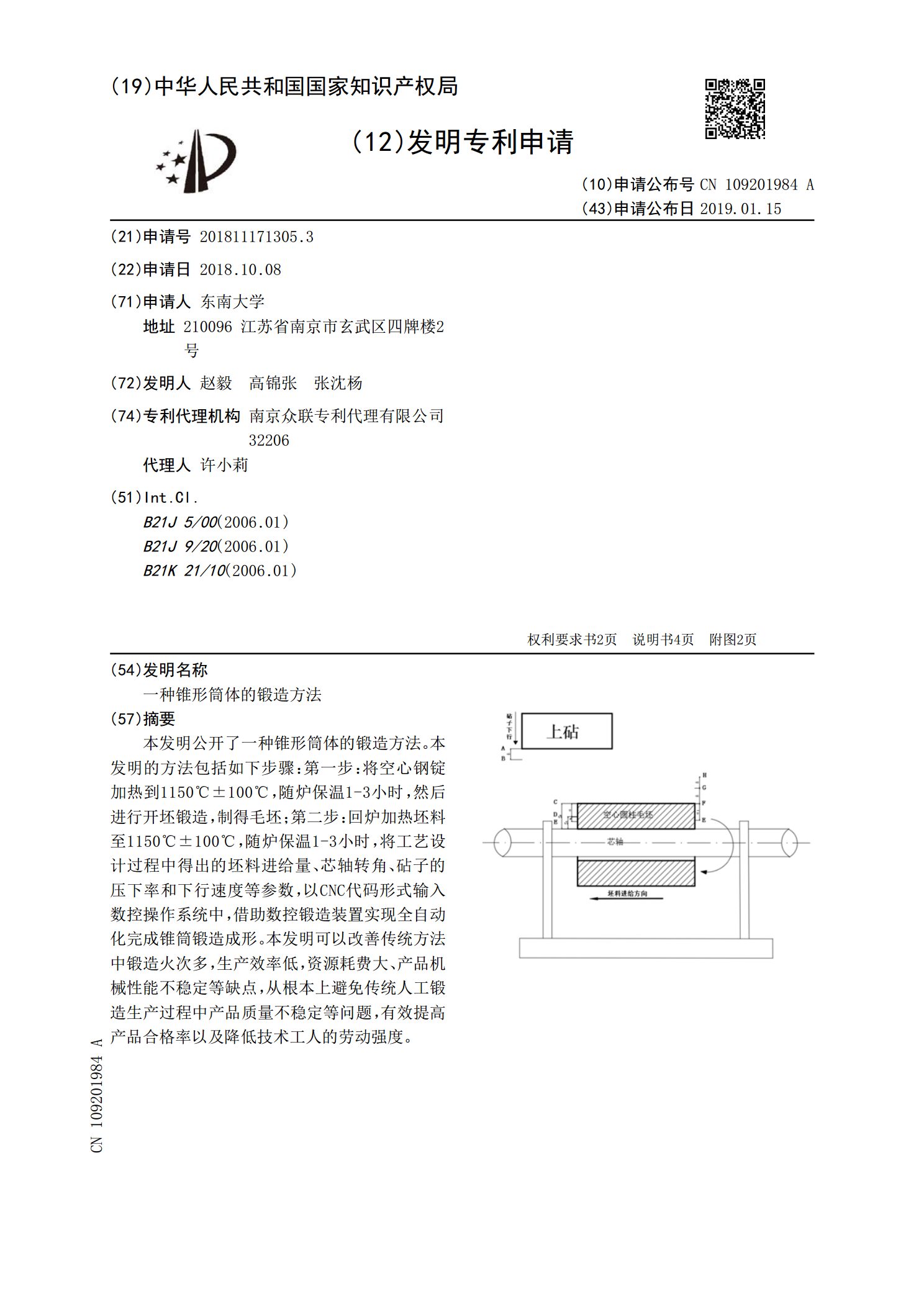
本发明公开了一种锥形筒体的锻造方法。本发明的方法包括如下步骤:第一步:将空心钢锭加热到1150℃±100℃,随炉保温1‑3小时,然后进行开坯锻造,制得毛坯;第二步:回炉加热坯料至1150℃±100℃,随炉保温1‑3小时,将工艺设计过程中得出的坯料进给量、芯轴转角、砧子的压下率和下行速度等参数,以CNC代码形式输入数控操作系统中,借助数控锻造装置实现全自动化完成锥筒锻造成形。本发明可以改善传统方法中锻造火次多,生产效率低,资源耗费大、产品机械性能不稳定等缺点,从根本上避免传统人工锻造生产过程中产品质量不稳定
一种带直边锥形筒体锻件的成型模具及锻件锻造方法.pdf
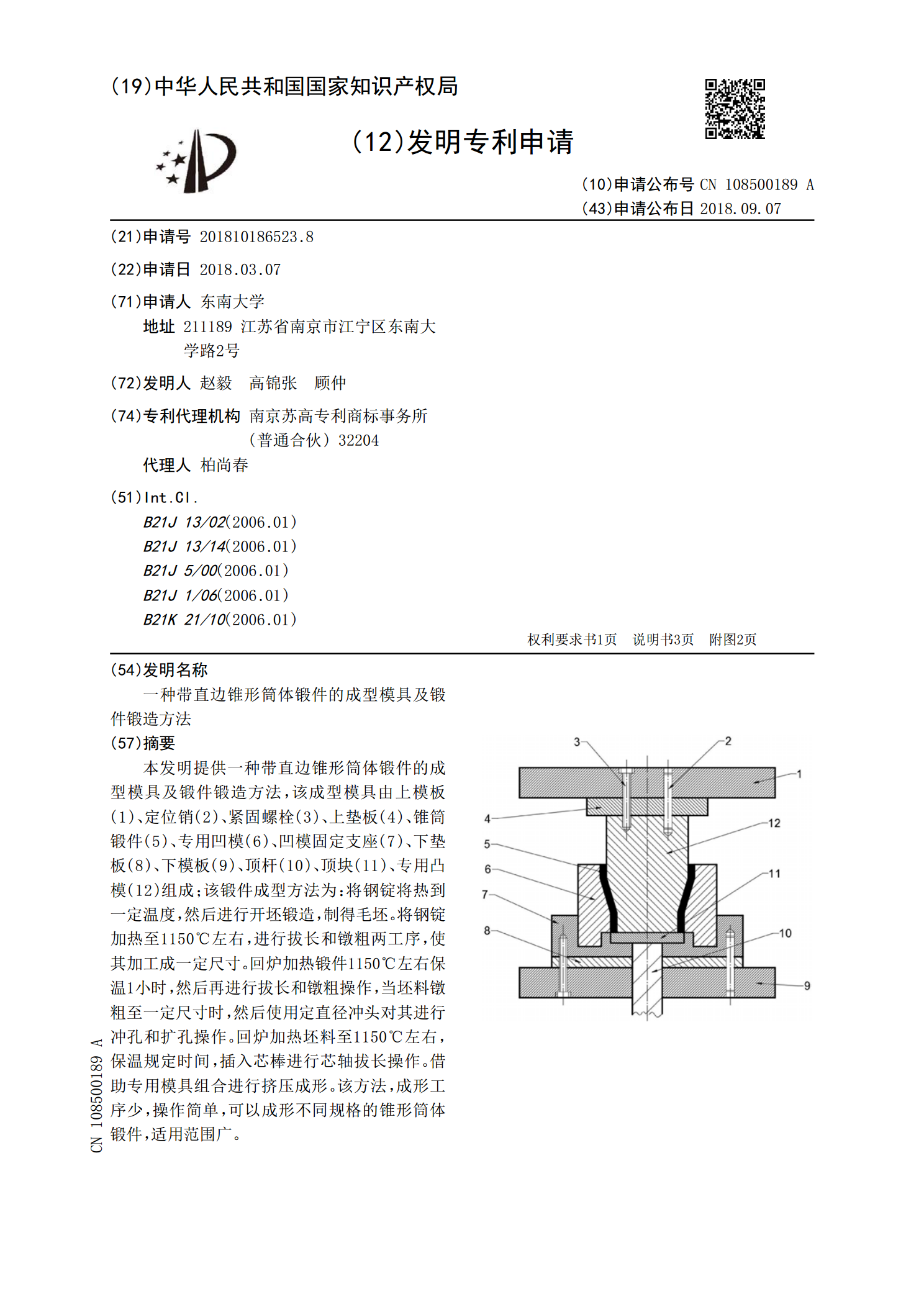
本发明提供一种带直边锥形筒体锻件的成型模具及锻件锻造方法,该成型模具由上模板(1)、定位销(2)、紧固螺栓(3)、上垫板(4)、锥筒锻件(5)、专用凹模(6)、凹模固定支座(7)、下垫板(8)、下模板(9)、顶杆(10)、顶块(11)、专用凸模(12)组成;该锻件成型方法为:将钢锭将热到一定温度,然后进行开坯锻造,制得毛坯。将钢锭加热至1150℃左右,进行拔长和镦粗两工序,使其加工成一定尺寸。回炉加热锻件1150℃左右保温1小时,然后再进行拔长和镦粗操作,当坯料镦粗至一定尺寸时,然后使用定直径冲头对其进行

一种大型锥形筒体分段的建造方法.pdf
本发明公开了一种大型锥形筒体分段的建造方法,包括以下步骤:步骤一、将待建造锥形筒体分段沿周向划分为复数个待建造锥环段;步骤二、将复数个待建造锥环段分别沿径向划分为数个圆弧段并加工成型;步骤三、将圆弧段在平面胎架上竖态拼接成对应的锥环段;步骤四、将拼接得到的复数个锥环段依次在平面胎架上拼接成整个分段,并进行定位焊;步骤五、将整个分段水平放置于滚轮架上,焊接成型,得到锥形筒体分段。本发明将大型锥形筒体分段分成数个锥环段,再分成数个圆弧段,以便于板材的加工和成型,解决了大型锥形筒体分段口径大无法直接加工成型、加
一种锥形筒体水平回转装置.pdf
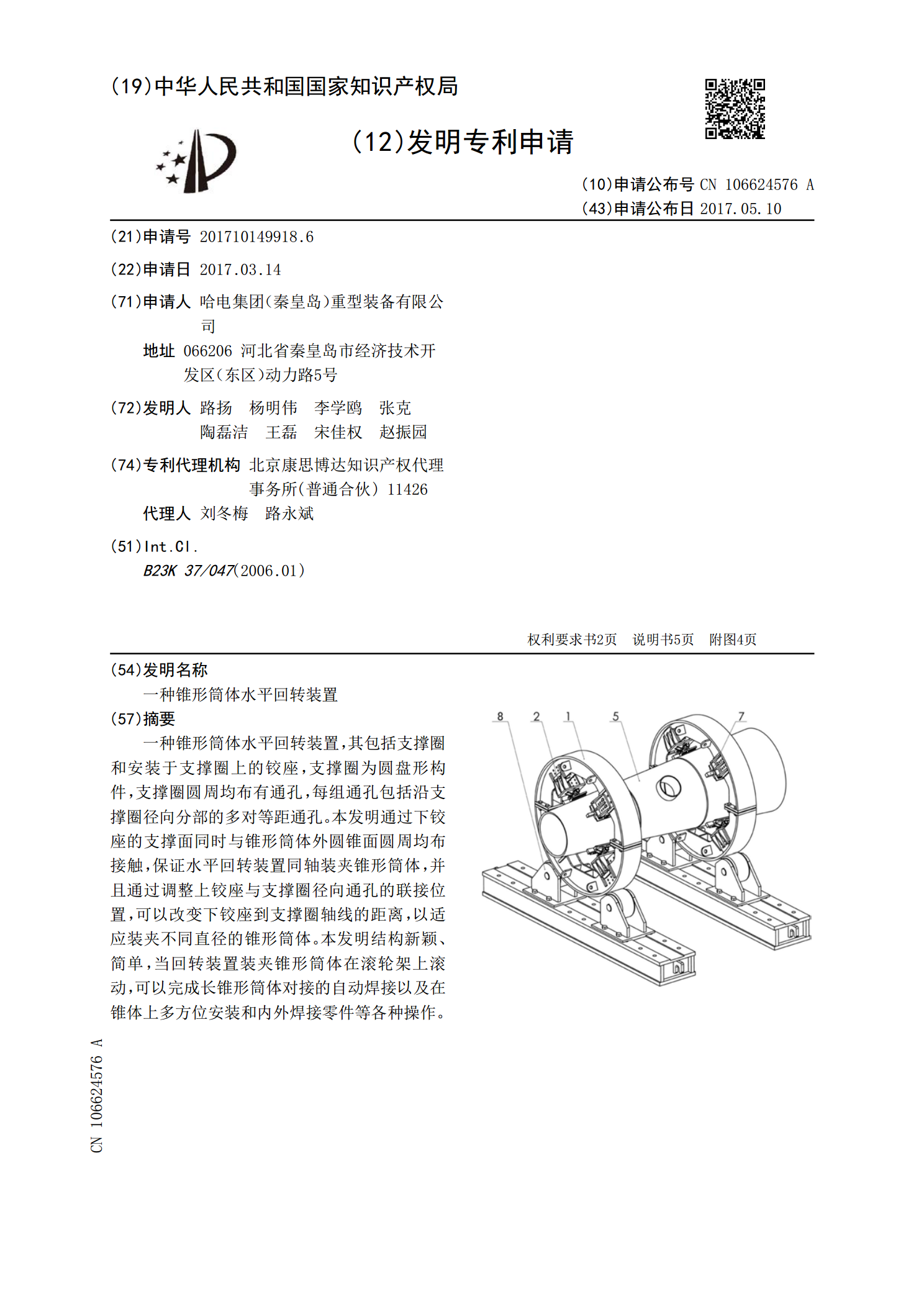
一种锥形筒体水平回转装置,其包括支撑圈和安装于支撑圈上的铰座,支撑圈为圆盘形构件,支撑圈圆周均布有通孔,每组通孔包括沿支撑圈径向分部的多对等距通孔。本发明通过下铰座的支撑面同时与锥形筒体外圆锥面圆周均布接触,保证水平回转装置同轴装夹锥形筒体,并且通过调整上铰座与支撑圈径向通孔的联接位置,可以改变下铰座到支撑圈轴线的距离,以适应装夹不同直径的锥形筒体。本发明结构新颖、简单,当回转装置装夹锥形筒体在滚轮架上滚动,可以完成长锥形筒体对接的自动焊接以及在锥体上多方位安装和内外焊接零件等各种操作。

筒体锻造返修方案研究.docx
筒体锻造返修方案研究摘要:本文主要研究了筒体锻造返修方案,针对筒体锻造过程中的质量问题,提出了一系列的返修方案,分别从加热温度、压力、温度控制以及后加工等方面入手,对筒体的缺陷进行有效的纠正和返工,最大化地提高了产品的品质和稳定性。本文不仅对筒体热处理工艺的研究有很大帮助,也为筒体锻造时的技术人员提供了一定的参考价值。关键词:筒体;锻造;返修方案;加热温度;压力;温度控制;后加工一、引言随着现代工业的发展,筒体作为机械轴承制造过程中不可或缺的部分,其质量和可靠性已成为企业制造的重要指标之一。然而,在制造和