
一种紫铜软管加工工艺.pdf

一吃****昕靓

1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种紫铜软管加工工艺.pdf
本发明公开了一种紫铜软管加工工艺,属于管件加工技术领域,其技术方案要点是主要包括以下步骤:步骤S1:扎头,利用扎头机将紫铜管件两端夹扁;步骤S2:拉拔,将紫铜管件安装于拉拔机,利用拉拔机轴向拉伸紫铜管件;步骤S3:定尺寸:利用量具测量紫铜管件,每隔Xm在紫铜管件外壁刻下标记线,Xm为客户要求长度;步骤S4:切割,利用切割机按照标记线对管件进行切割;步骤S5:退火,将紫铜管件放置于退火炉中进行退火。本发明具有增加紫铜管件的柔软度的效果。
一种紫铜均匀化加工工艺.pdf
本发明公开了一种紫铜均匀化加工工艺包括以下步骤:1)铜水平连铸生产的铜铸坯先经过铣面处理;2)对铣面后的铸坯进行轧制,轧制的加工率控制在10‑20%;3)轧制后铜带进行打卷,在热处理炉中将其加热到600‑650℃保温,保温7.5‑8.5小时;4)对加热处理后的铜带进行冷却处理。该紫铜均匀化加工工艺设计合理,加工过程中对组织结构合理控制,避免铸态组织破坏后面热处理还原不了,使铸坯结构晶粒组织均匀和内部结构致密,并且铜带性能参数得到有效提升。

一种软管套管的加工工艺.pdf
本发明提供一种软管套管的加工工艺,包括以下步骤:a、备料,选择相应的棒料;b、车削粗加工,车削粗加工外径并留有余量;c、钳工,打穿丝孔;d、线切割,线切割加工内径并留有余量;e、段料,将棒料进行段料;f、车削半精加工,车削半精加工段料的两端面并留有余量,车削半精加工外径上的凹槽并留有余量;g、镗孔,镗孔工件内部形状并留有余量;h、热处理,将镗孔后的工件进行热处理;i、磨床精加工,将外径、凹槽、内径、与内部形状加工至尺寸要求;j、镜面抛光,工件外部以及内部进行镜面抛光。本发明软管套管的加工工艺,工序安排合理

一种新型紫铜管加工工艺探究.docx
一种新型紫铜管加工工艺探究题目:新型紫铜管加工工艺探究摘要:本文围绕新型紫铜管加工工艺进行探究,介绍了紫铜管的特性和传统加工工艺的不足之处。随后,针对传统加工工艺的不足,提出了新型紫铜管加工工艺的改进方案,并对其优势进行了详细解析。最后,通过实验验证了新型紫铜管加工工艺的有效性,并对其应用前景进行了展望。1.引言紫铜是一种常用的材料,广泛应用于电子、化工、航空等领域。然而,传统的紫铜管加工工艺存在许多问题,如成本高、工期长、材料浪费等。因此,研发一种新型的紫铜管加工工艺十分必要。2.紫铜管的特性本节介绍了
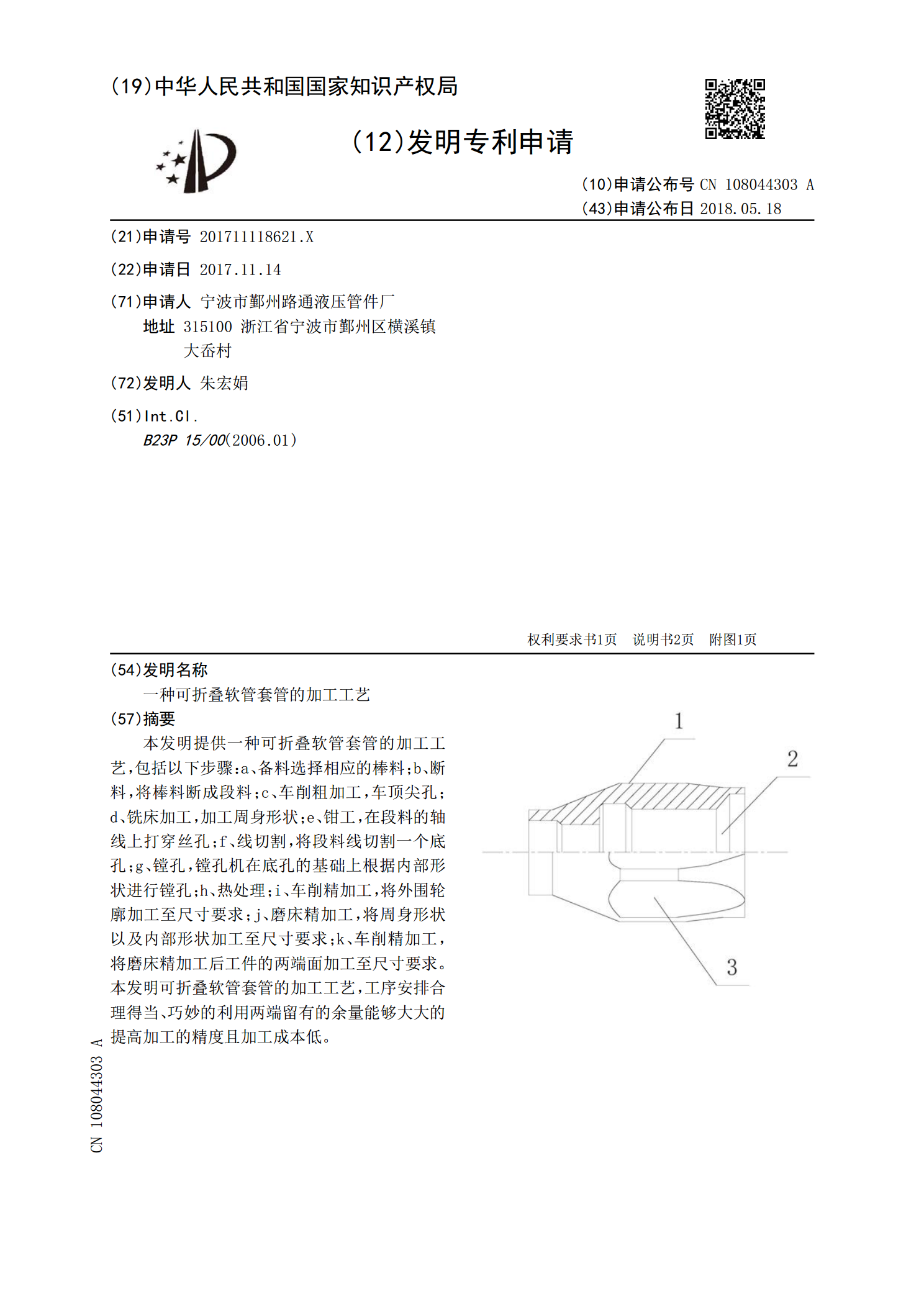
一种可折叠软管套管的加工工艺.pdf
本发明提供一种可折叠软管套管的加工工艺,包括以下步骤:a、备料选择相应的棒料;b、断料,将棒料断成段料;c、车削粗加工,车顶尖孔;d、铣床加工,加工周身形状;e、钳工,在段料的轴线上打穿丝孔;f、线切割,将段料线切割一个底孔;g、镗孔,镗孔机在底孔的基础上根据内部形状进行镗孔;h、热处理;i、车削精加工,将外围轮廓加工至尺寸要求;j、磨床精加工,将周身形状以及内部形状加工至尺寸要求;k、车削精加工,将磨床精加工后工件的两端面加工至尺寸要求。本发明可折叠软管套管的加工工艺,工序安排合理得当、巧妙的利用两端留