
一种高性能铜合金的制备方法.pdf

雨巷****轶丽

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超声辅助制备高性能铜合金的方法及高性能铜合金.pdf
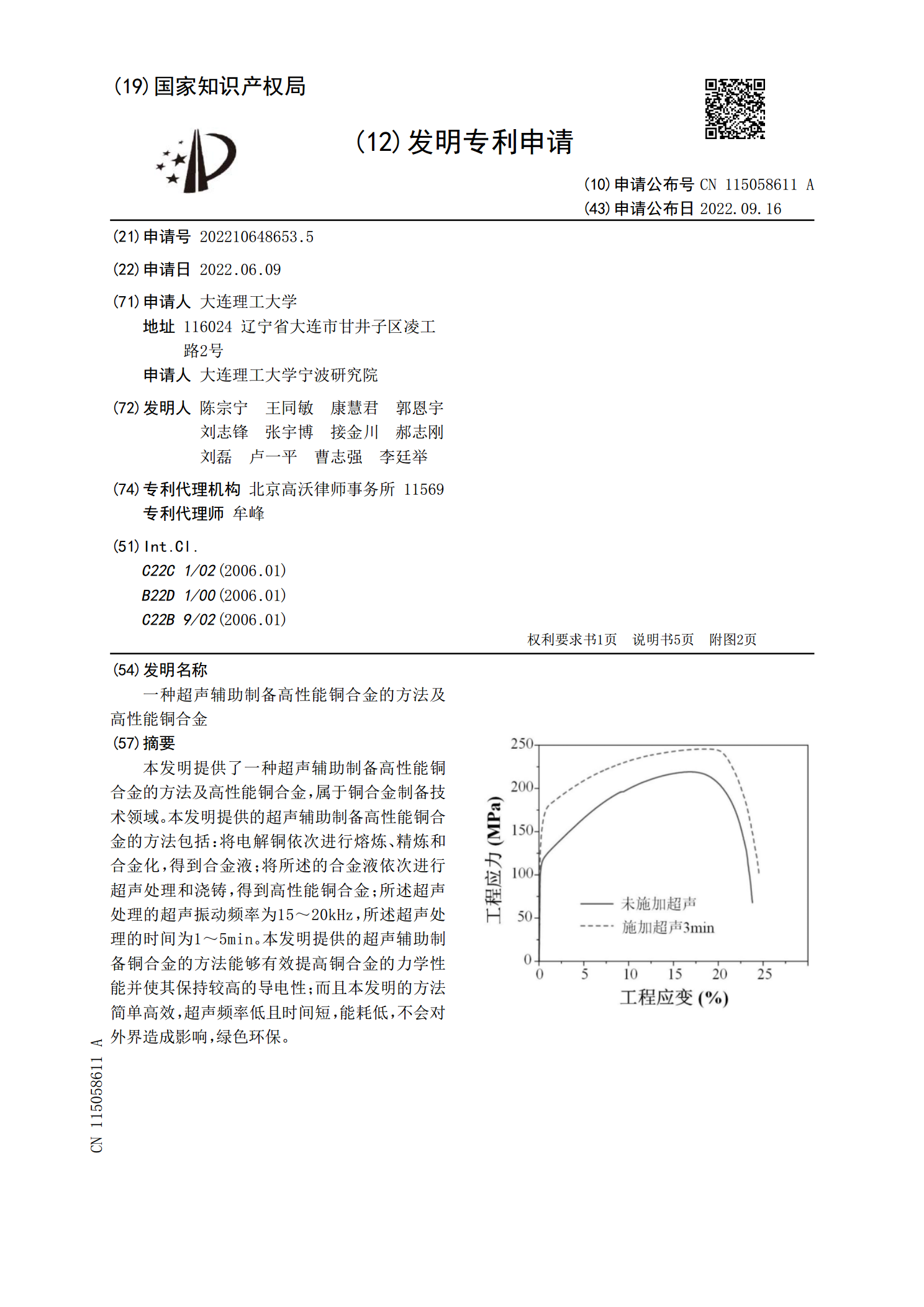
本发明提供了一种超声辅助制备高性能铜合金的方法及高性能铜合金,属于铜合金制备技术领域。本发明提供的超声辅助制备高性能铜合金的方法包括:将电解铜依次进行熔炼、精炼和合金化,得到合金液;将所述的合金液依次进行超声处理和浇铸,得到高性能铜合金;所述超声处理的超声振动频率为15~20kHz,所述超声处理的时间为1~5min。本发明提供的超声辅助制备铜合金的方法能够有效提高铜合金的力学性能并使其保持较高的导电性;而且本发明的方法简单高效,超声频率低且时间短,能耗低,不会对外界造成影响,绿色环保。
一种高性能铜合金的制备方法.pdf
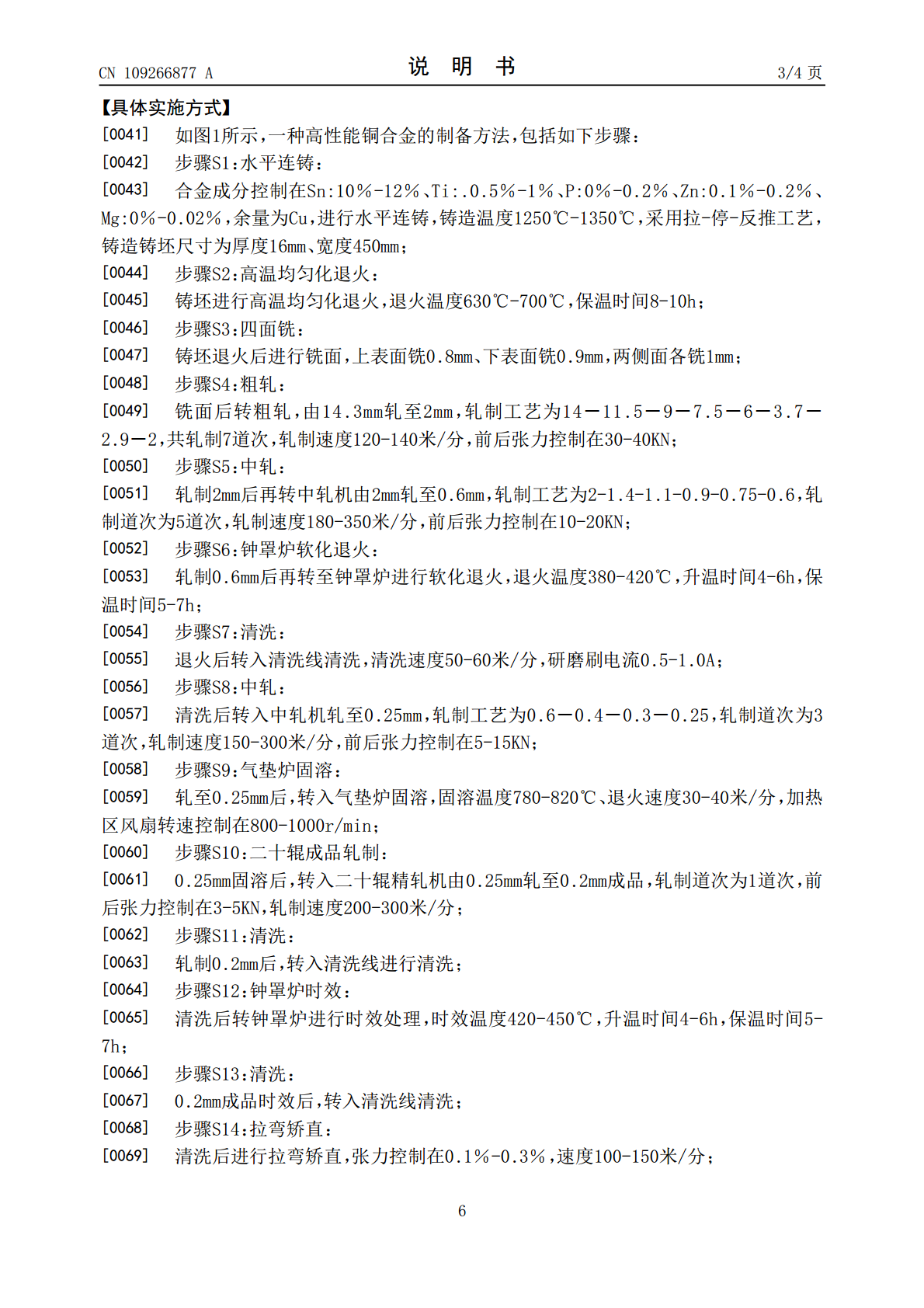
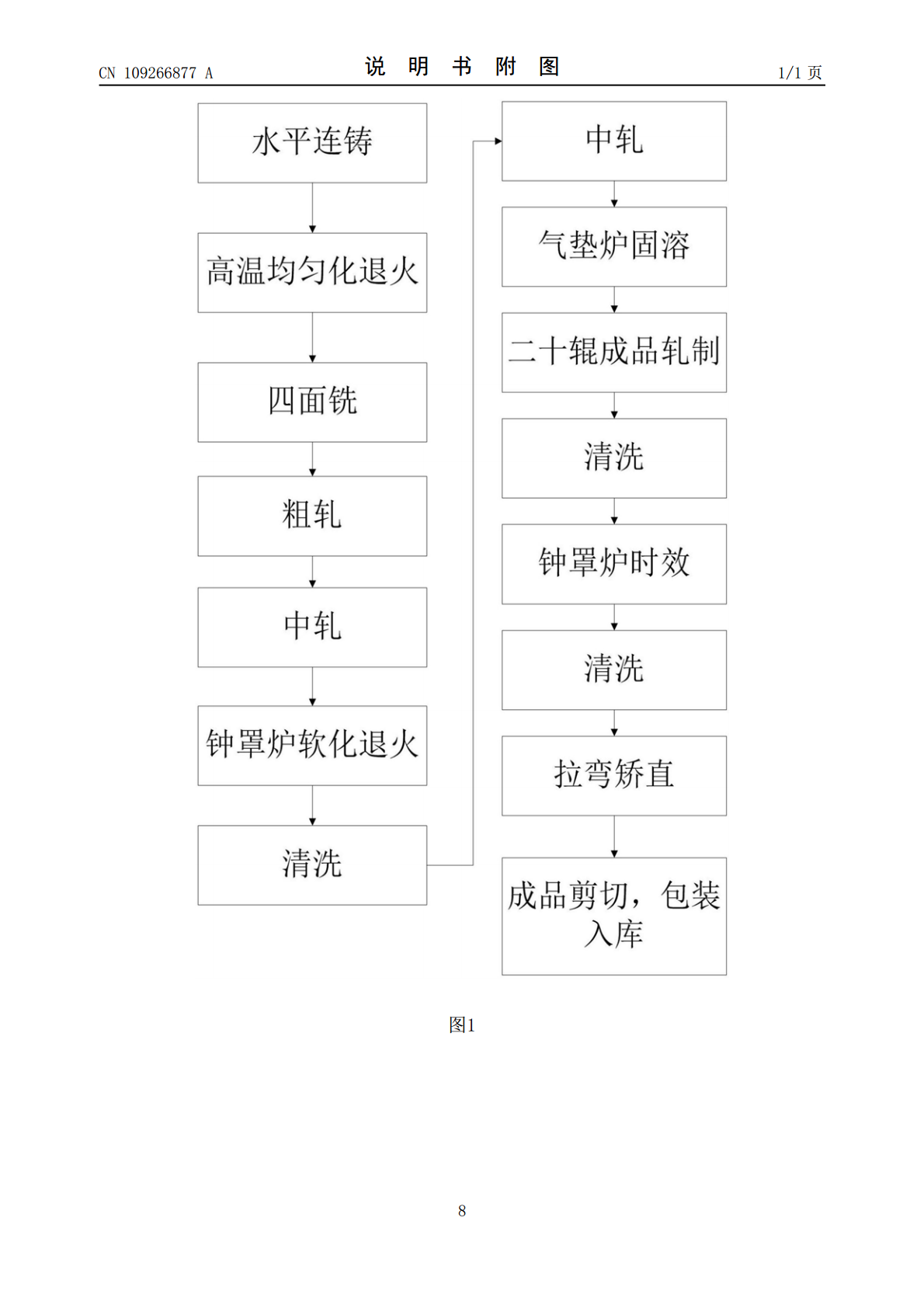
本发明提供一种高性能铜合金的制备方法,包括:合金成分控制在Sn:10%‑12%、Ti:0.5%‑1%、P:0‑0.2%、Zn:0.1%‑0.2%、Mg:0%‑0.02%,余量为Cu,进行水平连铸,铸造温度1250℃‑1350℃,采用拉‑停‑反推工艺,铸造铸坯;高温均匀化退火,退火温度630℃‑700℃,保温时间8‑10h;四面铣;然后进行粗轧-中轧-钟罩炉软化退火-清洗-中轧-气垫炉固溶-二十辊成品轧制-清洗-钟罩炉时效-清洗-拉弯矫直-成品剪切,包装入库。本发明所制得的高性能铜合金的抗拉强度≥700MP
一种高性能铜合金线丝材短流程制备加工方法.pdf
本发明公开了一种高性能铜合金线丝材短流程制备加工方法,包括以下步骤:定向凝固:将铜合金原材料放入定向凝固炉内使得金属融化并进行冷却成型,获得单晶或柱状晶组织的铸锭;均匀化退火处理:将上述铸锭进行均匀化退火;电脉冲拉拔:将经过均匀化退火处理后的材料进行电脉冲拉拔;时效处理:将经过电脉冲拉拔工艺后的铜合金线、丝材进行时效处理。本发明通过利用定向凝固技术获得单晶或柱状晶组织的铸锭,利用均匀化退火消除合金中的枝晶偏析,通过电脉冲拉拔技术在快速细化基体晶粒尺寸,消除加工硬化现象,大幅度增加材料的塑性成型能力,最后通
一种高性能铜合金复合整体触头材料及其制备方法.pdf
本发明涉及电力工业电接触材料技术领域,具体公开了一种高性能铜合金复合整体触头材料及其制备方法。首先对QCr0.5铜合金棒进行预处理,然后在QCr0.5铜合金棒表面喷涂由TiC、La2O3、W和Cu组成的热喷涂粉末,在QCr0.5铜合金棒表面制得热喷涂预置层;将预置有热喷涂预置层的QCr0.5铜合金棒放入真空高频感应熔焊炉中进行表面重熔处理,依次从QCr0.5铜合金棒的一端移动至另一端,之后冷却;再经固溶和时效处理,制得高性能铜合金复合整体触头材料。本发明提供的高性能铜合金复合整体触头材料具有高的高温强度、
一种铜合金的制备方法.pdf
本发明涉及一种铜合金的制备方法,将铜粉和铝粉混合均匀装入充满氮气的真空箱中,放入球磨机中,将球磨机密封好,在球磨机中球磨10‑24h,制备出过饱和的Cu‑Al纳米粉末;将硼粉加入该过饱和Cu‑Al纳米粉末中,混合均匀,放入真空热压炉,抽真空并通循环水,设定加热温度,达到设定的加热温度后,开始加压烧结,加压烧结2‑4h后缓慢降温,期间保持真空和通循环水,自然冷却降温至室温后,将所得产物取出,即得到纳米弥散强化铜合金。本发明的方法简单易操作,所得到的纳米铜合金具有超高的硬度和强度,并具有优良的导线性能,稳定性