
一种高强度舱门的制造工艺.pdf

小沛****文章


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度舱门的制造工艺.pdf
本发明提供一种高强度舱门的制造工艺,具体步骤如下:将熔炼炉预热,向炉内投放纯铝锭,纯铝锭充分熔化后向铝液中加入硅、锰依次熔化,再将镁完全压入合金液中;将剩余的合金的组分加入合金液中,将精炼剂加入合金液中;将熔融体降温,在熔体中吹入变质剂;对差压铸造机进行调试准备,同时进行预热模具;将高强度合金液注入模具进行差压铸造;对舱门铸件进行均质化热处理和预时效处理。本发明工艺中的铝合金组分更适于压铸,提高了合金的屈服强度和加工性能,压铸时不易产生裂纹;合金中的Mg‑Si团簇,在涂装烘烤处理时,容易变成Mg‑Si析出
一种高强度圆环链的制造工艺.pdf
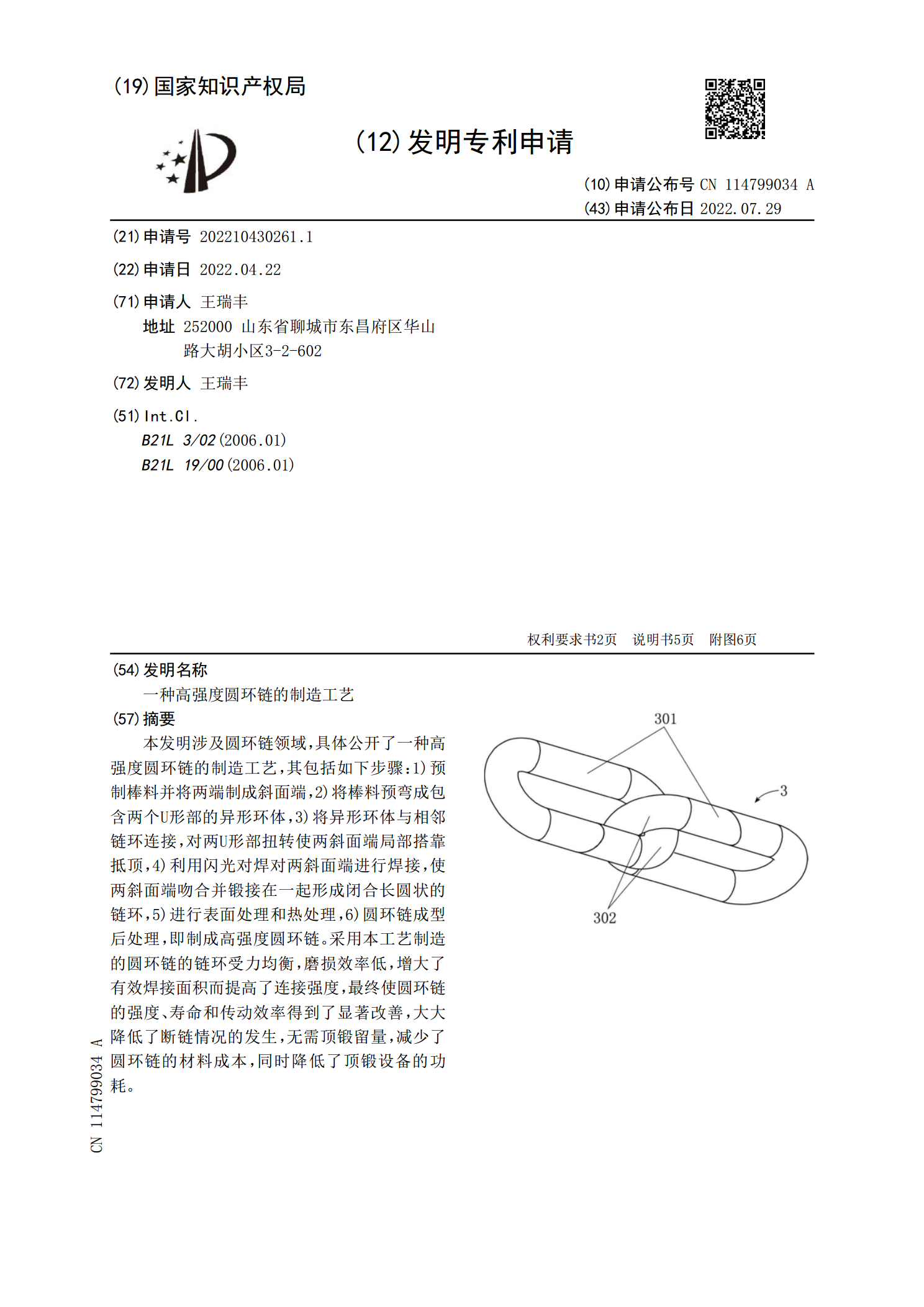
本发明涉及圆环链领域,具体公开了一种高强度圆环链的制造工艺,其包括如下步骤:1)预制棒料并将两端制成斜面端,2)将棒料预弯成包含两个U形部的异形环体,3)将异形环体与相邻链环连接,对两U形部扭转使两斜面端局部搭靠抵顶,4)利用闪光对焊对两斜面端进行焊接,使两斜面端吻合并锻接在一起形成闭合长圆状的链环,5)进行表面处理和热处理,6)圆环链成型后处理,即制成高强度圆环链。采用本工艺制造的圆环链的链环受力均衡,磨损效率低,增大了有效焊接面积而提高了连接强度,最终使圆环链的强度、寿命和传动效率得到了显著改善,大大
一种高强度铝合金轮毂制造工艺.pdf
本发明提供一种高强度铝合金轮毂制造工艺,所述高强度铝合金轮毂中各化学组份的重量百分比为:Si:0.2‑0.4%、Mg:0.2‑0.6%、Fe:0.8‑1.2%、Re:0.22‑0.34%、Ti:0.01‑0.15%、Cr:1.10‑2.58%、V:0.10‑0.39%、Mn:0.35‑0.42%、Cu:0.02‑0.03%、S:≤0.002%、P:≤0.002%,余量为铝,所述铝合金轮毂的制备方法包括熔炼、锻压、热处理、喷涂防腐材料,通过本发明技术方案制备得到的铝合金轮毂抗拉强度达到378MPa以上。
一种高强度铝合金轮毂制造工艺.pdf
本发明公开了一种高强度铝合金轮毂制造工艺,包括以下步骤:1)、合金材料的配置、2)、熔炼、3)、均质化处理、4)、切割、5)、锻造、6)、热处理、7)、深加工、8)、表面处理,9)、检查、10)、入库,并加入各种合金稀有金属使其轮毂内部结构发生根本性改变,进一步的提升轮毂与轮胎之间的表面磨合性以及轮毂的抗压性,有效防止轮毂表面氧化;本产品具有加工制造工艺简单、加工成本相对低廉、且轮毂抗压抗拉性能比较好的优点。
一种高强度玻璃制造设备及其工艺.pdf
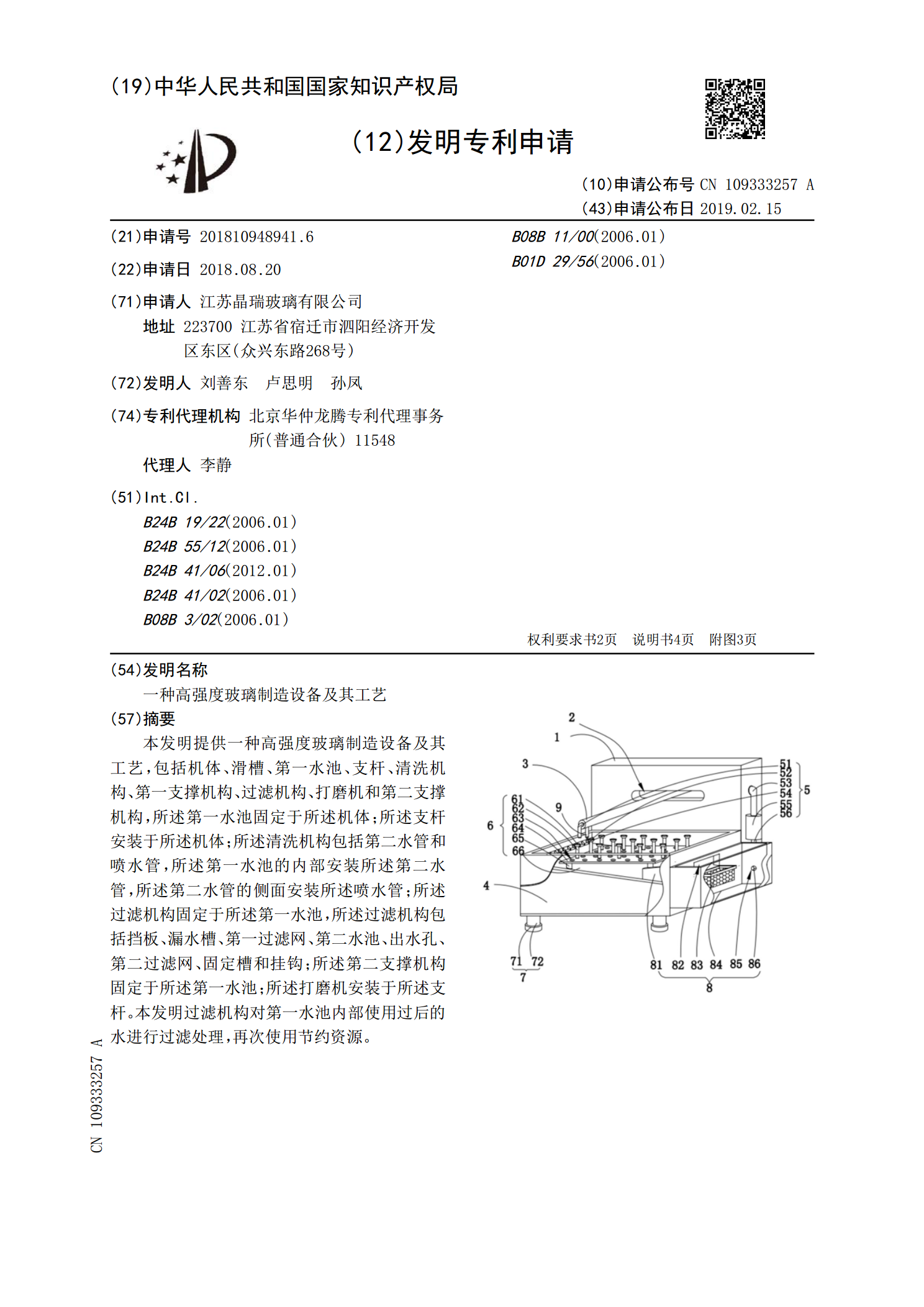
本发明提供一种高强度玻璃制造设备及其工艺,包括机体、滑槽、第一水池、支杆、清洗机构、第一支撑机构、过滤机构、打磨机和第二支撑机构,所述第一水池固定于所述机体;所述支杆安装于所述机体;所述清洗机构包括第二水管和喷水管,所述第一水池的内部安装所述第二水管,所述第二水管的侧面安装所述喷水管;所述过滤机构固定于所述第一水池,所述过滤机构包括挡板、漏水槽、第一过滤网、第二水池、出水孔、第二过滤网、固定槽和挂钩;所述第二支撑机构固定于所述第一水池;所述打磨机安装于所述支杆。本发明过滤机构对第一水池内部使用过后的水进行