
一种炉管局部高温锻造焊接方法.pdf

斌斌****公主

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种炉管局部高温锻造焊接方法.pdf
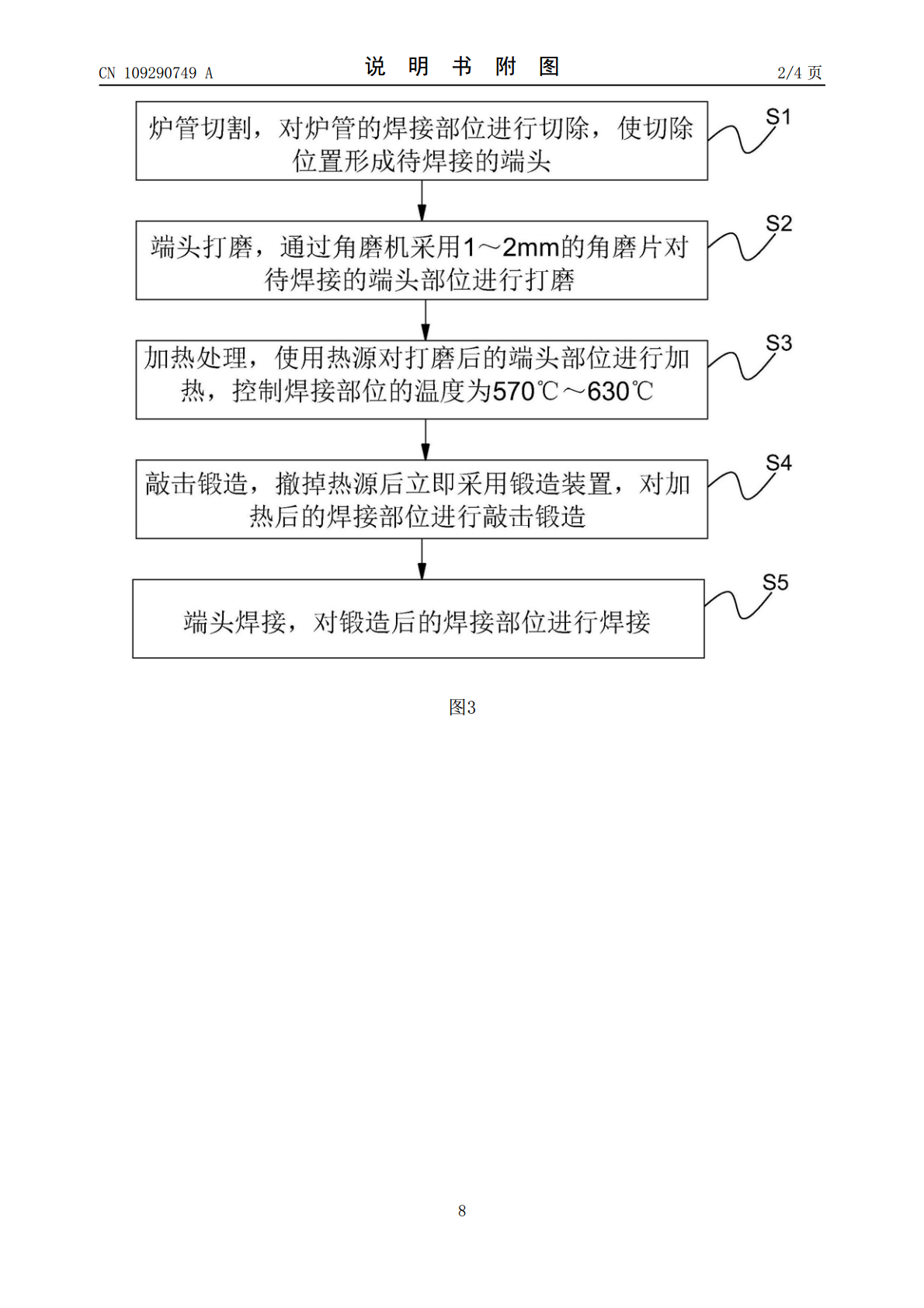
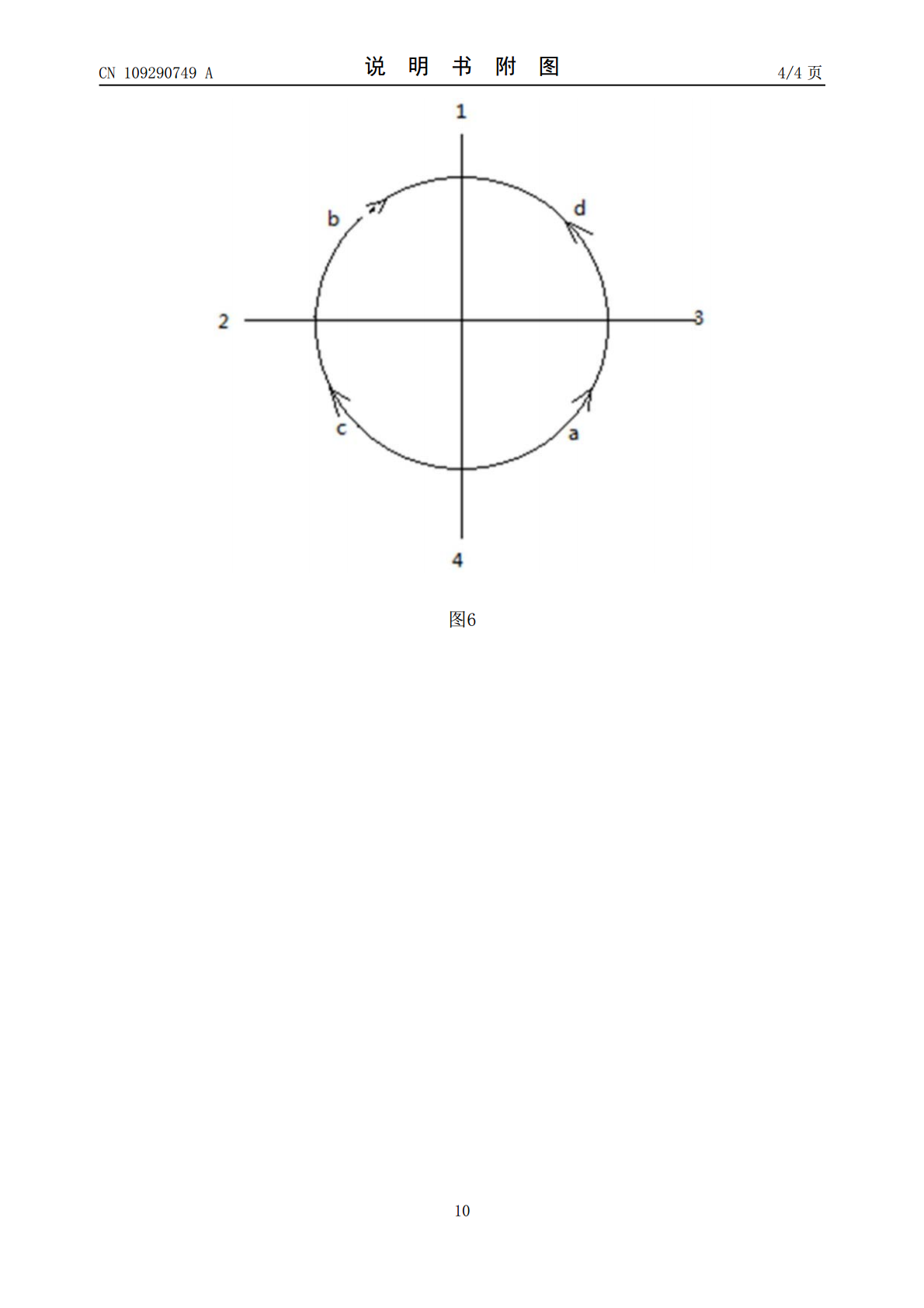
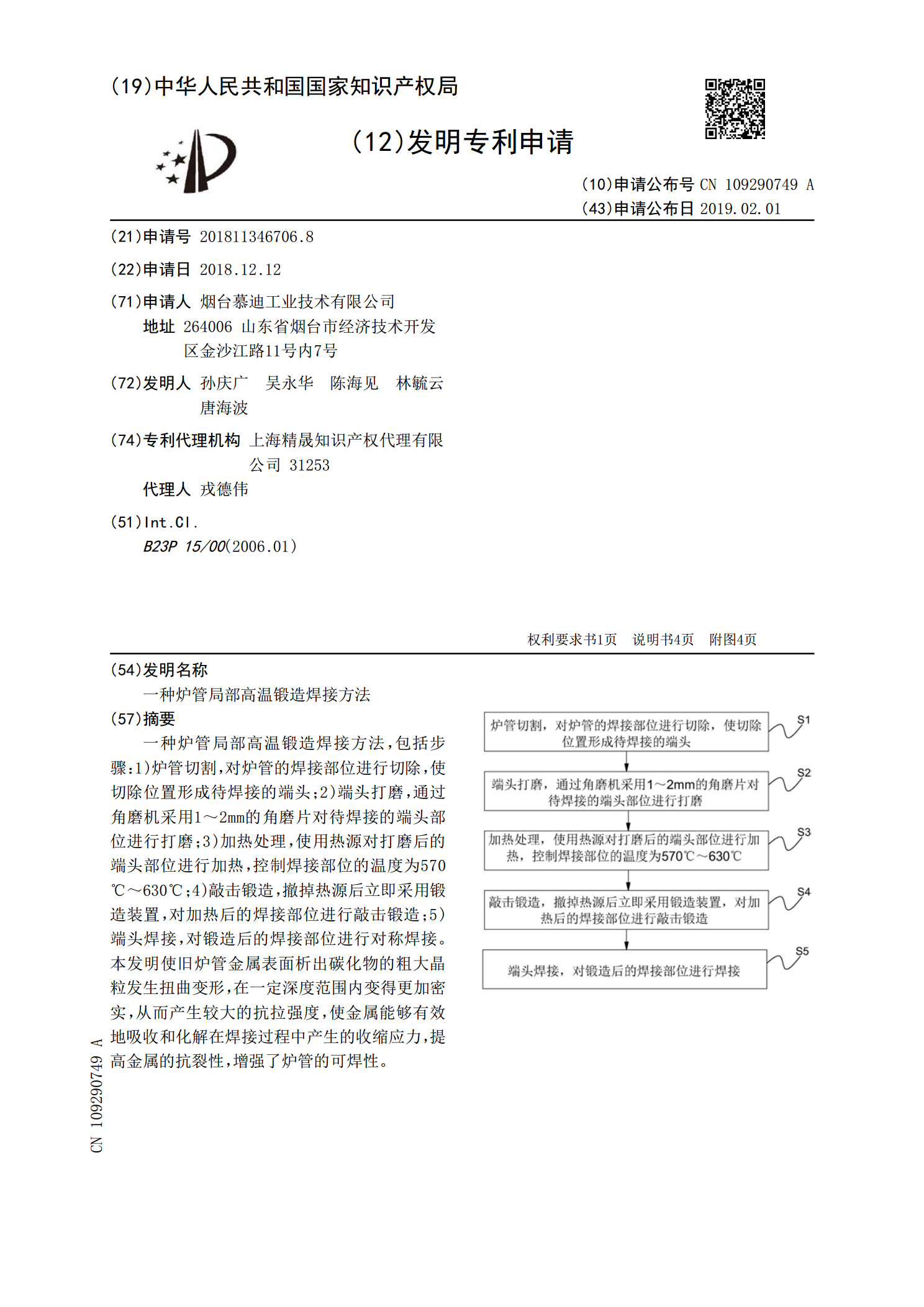
一种炉管局部高温锻造焊接方法,包括步骤:1)炉管切割,对炉管的焊接部位进行切除,使切除位置形成待焊接的端头;2)端头打磨,通过角磨机采用1~2mm的角磨片对待焊接的端头部位进行打磨;3)加热处理,使用热源对打磨后的端头部位进行加热,控制焊接部位的温度为570℃~630℃;4)敲击锻造,撤掉热源后立即采用锻造装置,对加热后的焊接部位进行敲击锻造;5)端头焊接,对锻造后的焊接部位进行对称焊接。本发明使旧炉管金属表面析出碳化物的粗大晶粒发生扭曲变形,在一定深度范围内变得更加密实,从而产生较大的抗拉强度,使金属能
一种狭窄空间内高温炉管组对焊接装置.pdf
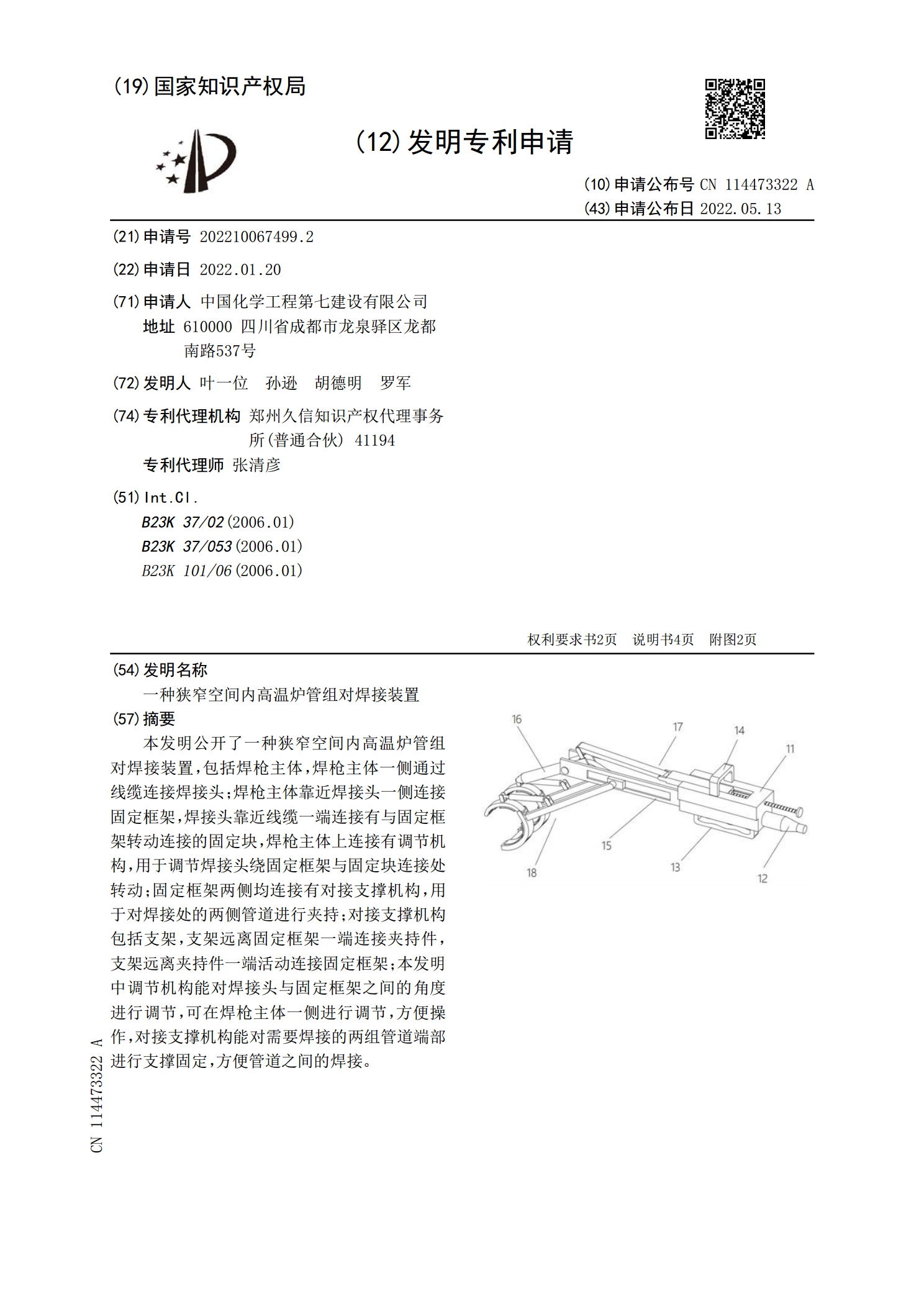
本发明公开了一种狭窄空间内高温炉管组对焊接装置,包括焊枪主体,焊枪主体一侧通过线缆连接焊接头;焊枪主体靠近焊接头一侧连接固定框架,焊接头靠近线缆一端连接有与固定框架转动连接的固定块,焊枪主体上连接有调节机构,用于调节焊接头绕固定框架与固定块连接处转动;固定框架两侧均连接有对接支撑机构,用于对焊接处的两侧管道进行夹持;对接支撑机构包括支架,支架远离固定框架一端连接夹持件,支架远离夹持件一端活动连接固定框架;本发明中调节机构能对焊接头与固定框架之间的角度进行调节,可在焊枪主体一侧进行调节,方便操作,对接支撑机
一种新旧炉管的焊接方法.pdf
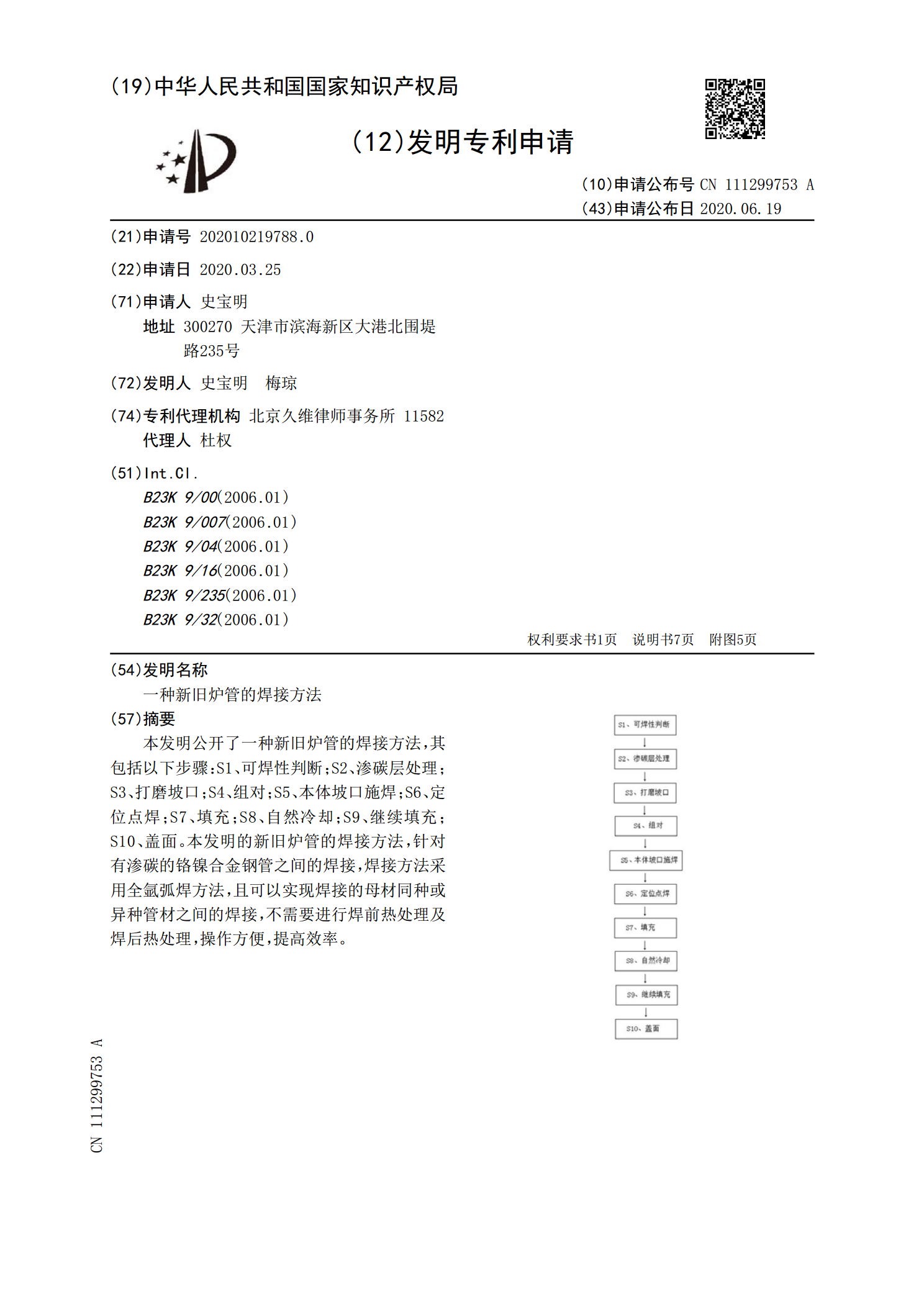
本发明公开了一种新旧炉管的焊接方法,其包括以下步骤:S1、可焊性判断;S2、渗碳层处理;S3、打磨坡口;S4、组对;S5、本体坡口施焊;S6、定位点焊;S7、填充;S8、自然冷却;S9、继续填充;S10、盖面。本发明的新旧炉管的焊接方法,针对有渗碳的铬镍合金钢管之间的焊接,焊接方法采用全氩弧焊方法,且可以实现焊接的母材同种或异种管材之间的焊接,不需要进行焊前热处理及焊后热处理,操作方便,提高效率。
一种防止高温炉管结焦的方法.pdf
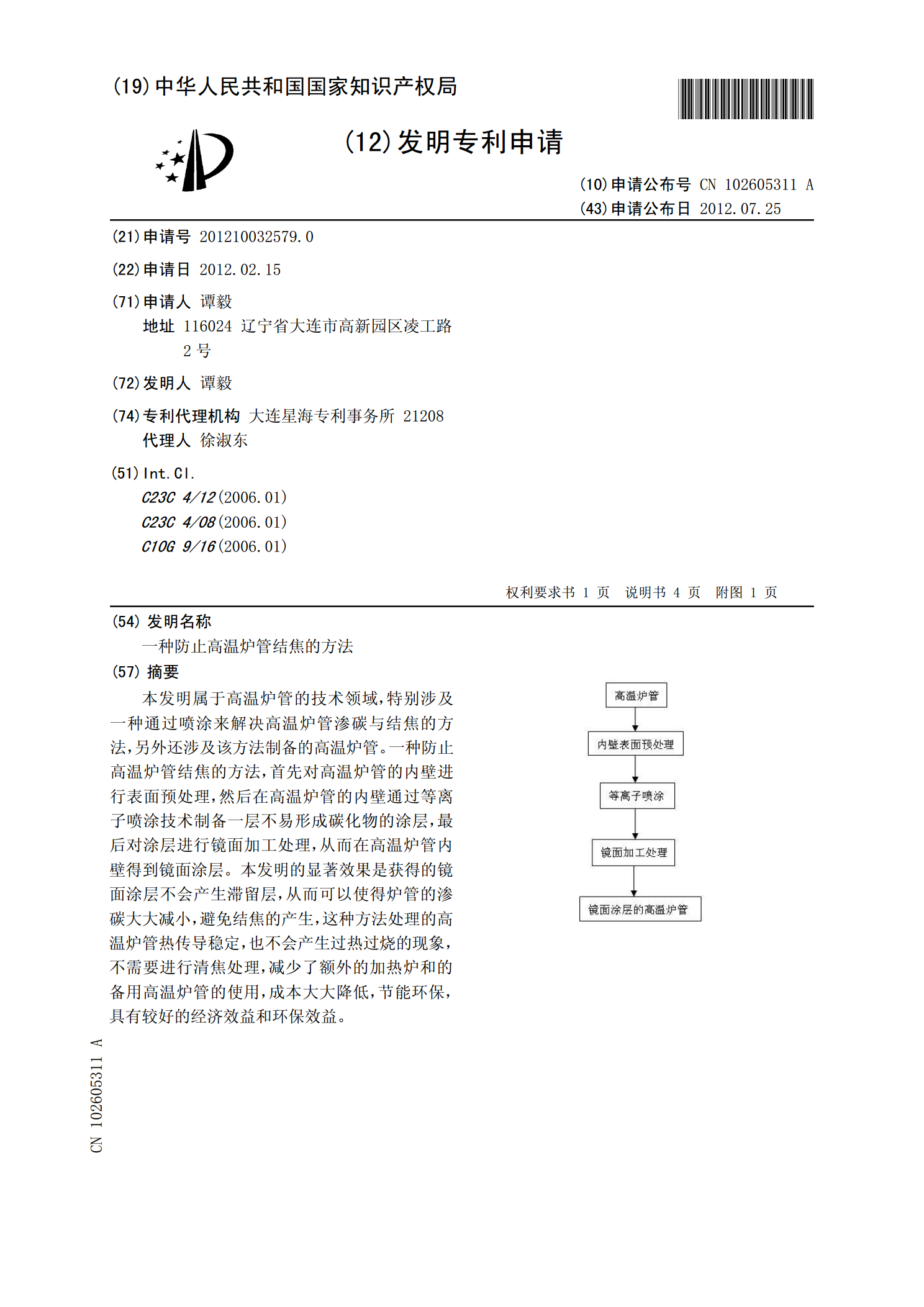
本发明属于高温炉管的技术领域,特别涉及一种通过喷涂来解决高温炉管渗碳与结焦的方法,另外还涉及该方法制备的高温炉管。一种防止高温炉管结焦的方法,首先对高温炉管的内壁进行表面预处理,然后在高温炉管的内壁通过等离子喷涂技术制备一层不易形成碳化物的涂层,最后对涂层进行镜面加工处理,从而在高温炉管内壁得到镜面涂层。本发明的显著效果是获得的镜面涂层不会产生滞留层,从而可以使得炉管的渗碳大大减小,避免结焦的产生,这种方法处理的高温炉管热传导稳定,也不会产生过热过烧的现象,不需要进行清焦处理,减少了额外的加热炉和的备用高
一种高温炉管.pdf
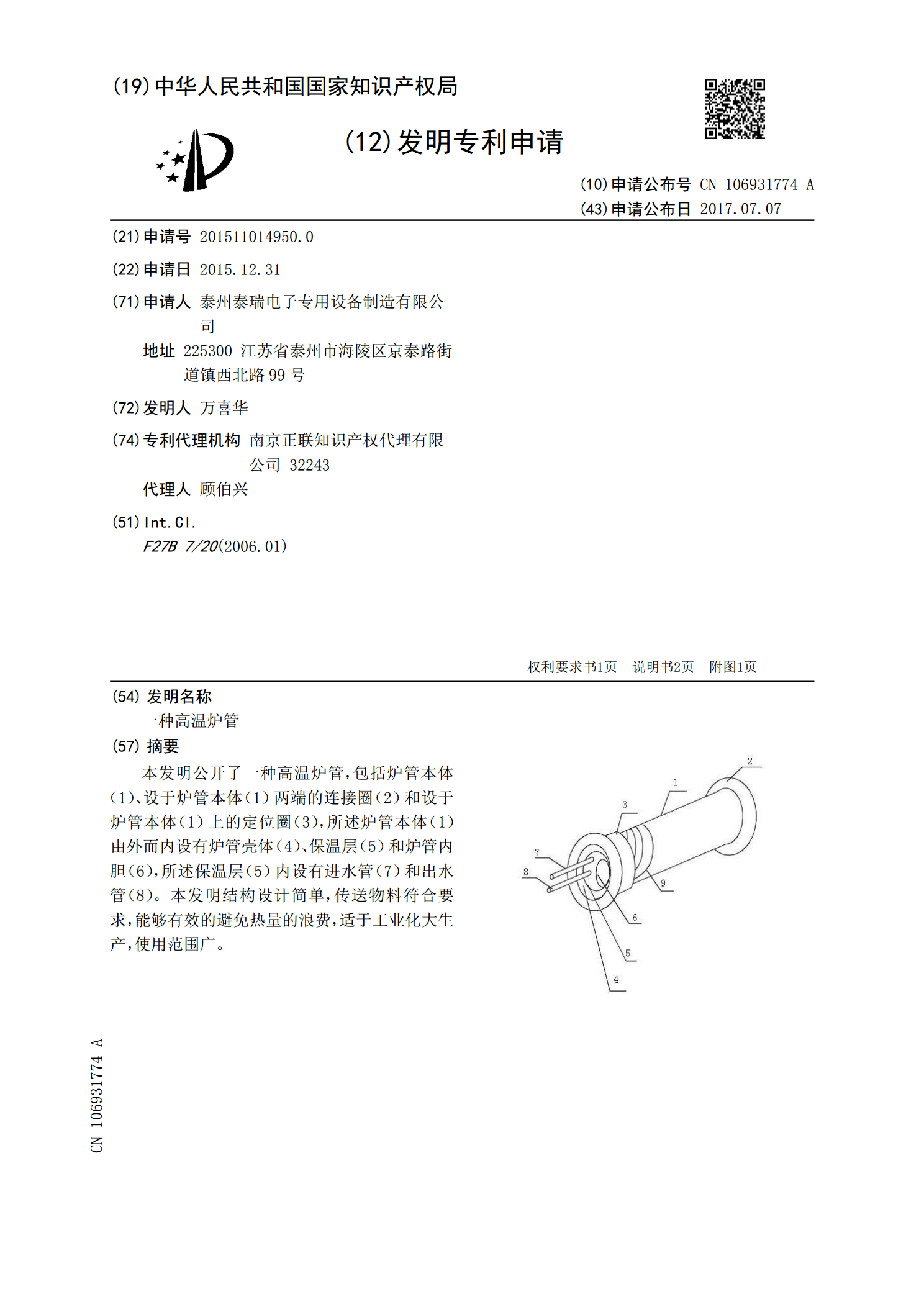
本发明公开了一种高温炉管,包括炉管本体(1)、设于炉管本体(1)两端的连接圈(2)和设于炉管本体(1)上的定位圈(3),所述炉管本体(1)由外而内设有炉管壳体(4)、保温层(5)和炉管内胆(6),所述保温层(5)内设有进水管(7)和出水管(8)。本发明结构设计简单,传送物料符合要求,能够有效的避免热量的浪费,适于工业化大生产,使用范围广。