
一种新旧炉管的焊接方法.pdf

是你****嘉嘉

1/10
2/10
3/10

4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种新旧炉管的焊接方法.pdf
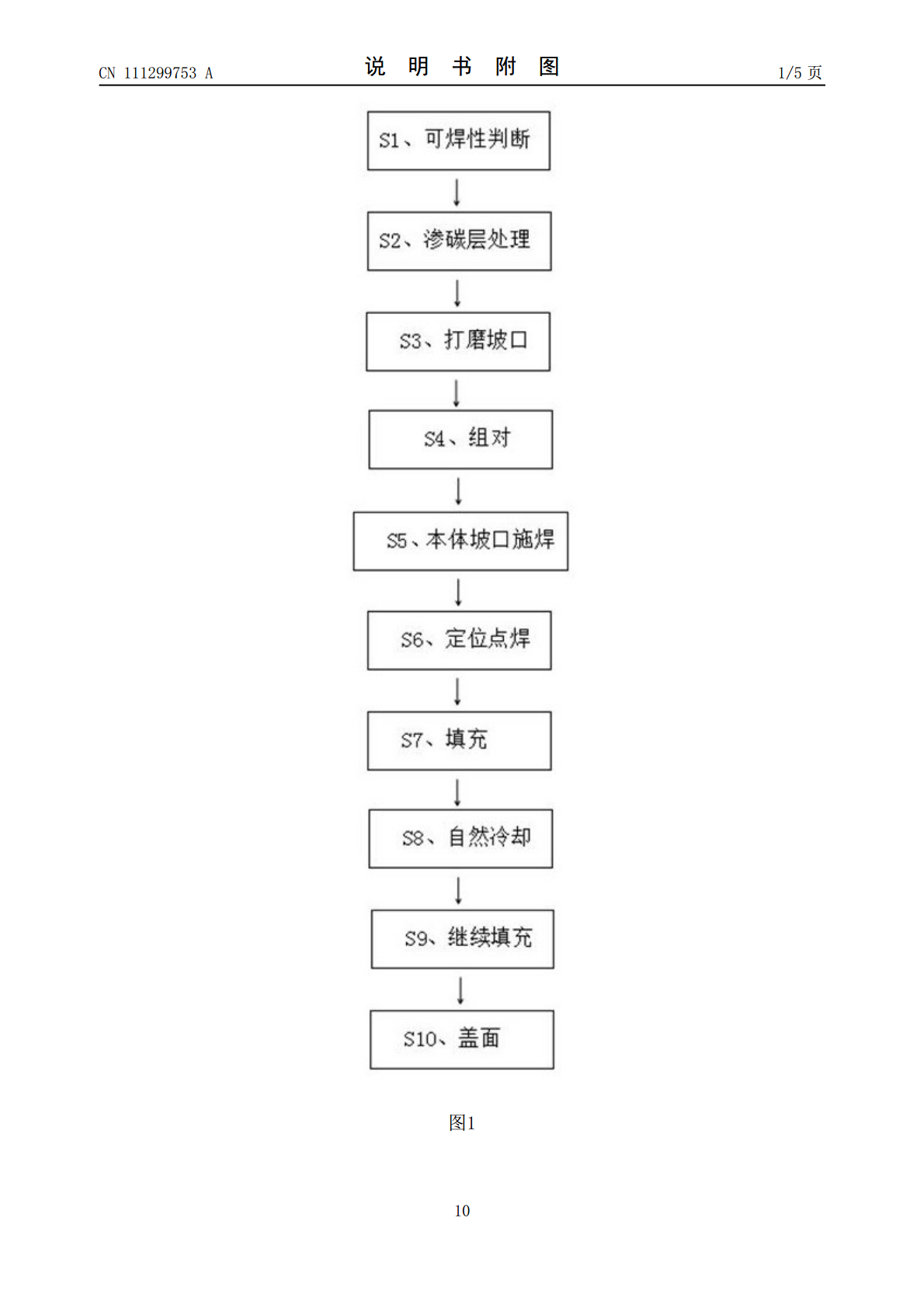
本发明公开了一种新旧炉管的焊接方法,其包括以下步骤:S1、可焊性判断;S2、渗碳层处理;S3、打磨坡口;S4、组对;S5、本体坡口施焊;S6、定位点焊;S7、填充;S8、自然冷却;S9、继续填充;S10、盖面。本发明的新旧炉管的焊接方法,针对有渗碳的铬镍合金钢管之间的焊接,焊接方法采用全氩弧焊方法,且可以实现焊接的母材同种或异种管材之间的焊接,不需要进行焊前热处理及焊后热处理,操作方便,提高效率。

裂解炉辐射段新旧炉管焊接方法改进.docx
裂解炉辐射段新旧炉管焊接方法改进标题:裂解炉辐射段新旧炉管焊接方法的改进引言:裂解炉辐射段是炼油厂中重要的设备之一,它承担着将石油原料加热至高温并进行裂解反应的关键任务。然而,在长期的运行中,辐射段的炉管会因为高温、高压以及化学腐蚀等因素而遭受损坏,需要进行维修和更换。其中,焊接是修复和更换炉管的常用方法之一。然而,传统的焊接方法在一定程度上存在一些问题,为了提高焊接质量和效率,本论文将探讨裂解炉辐射段新旧炉管焊接方法的改进。一、传统焊接方法存在的问题1.焊后应力过大:传统焊接方法使用过程中,由于焊接热源
一种炉管局部高温锻造焊接方法.pdf
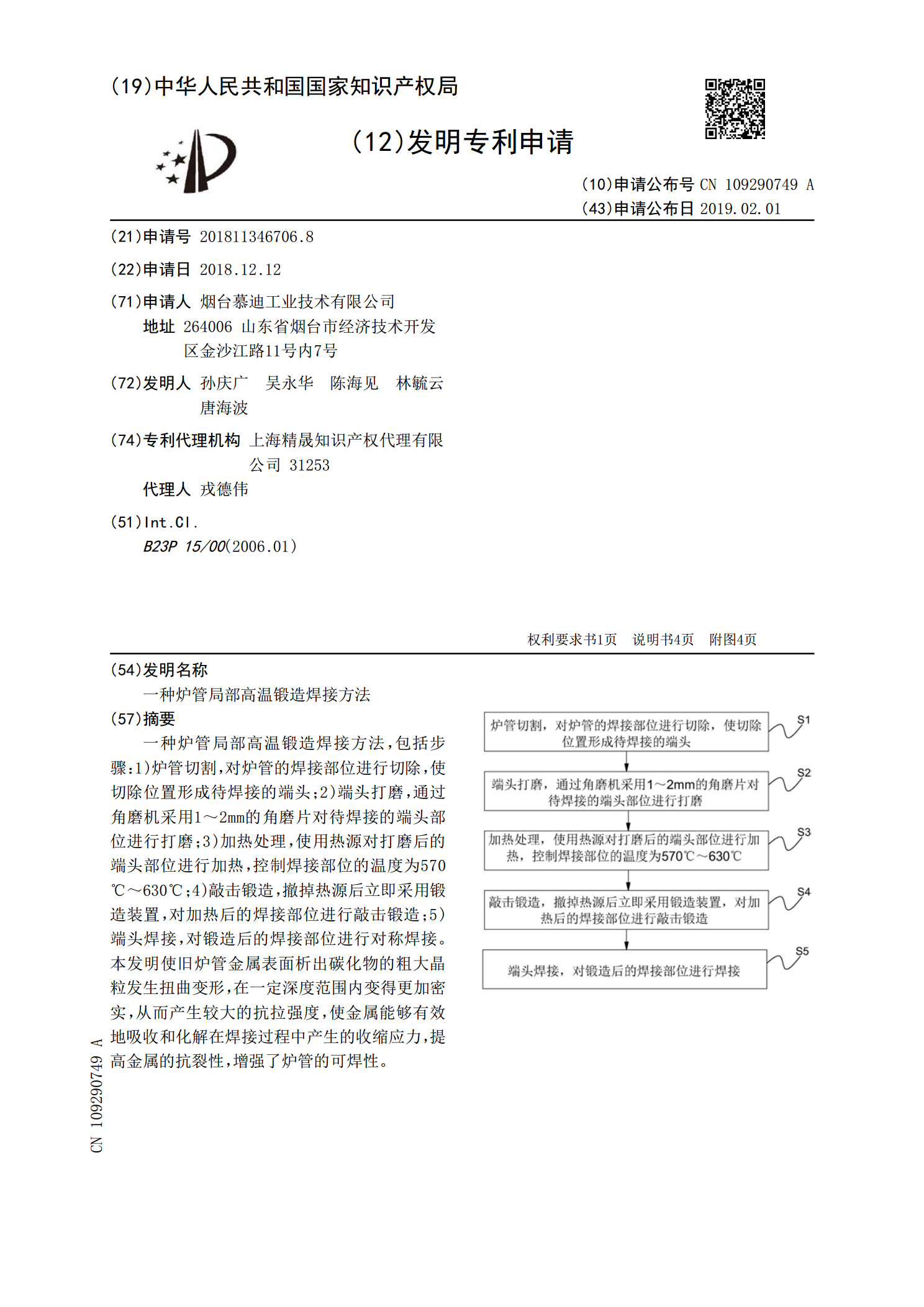
一种炉管局部高温锻造焊接方法,包括步骤:1)炉管切割,对炉管的焊接部位进行切除,使切除位置形成待焊接的端头;2)端头打磨,通过角磨机采用1~2mm的角磨片对待焊接的端头部位进行打磨;3)加热处理,使用热源对打磨后的端头部位进行加热,控制焊接部位的温度为570℃~630℃;4)敲击锻造,撤掉热源后立即采用锻造装置,对加热后的焊接部位进行敲击锻造;5)端头焊接,对锻造后的焊接部位进行对称焊接。本发明使旧炉管金属表面析出碳化物的粗大晶粒发生扭曲变形,在一定深度范围内变得更加密实,从而产生较大的抗拉强度,使金属能

一种乙烯裂解炉管焊接修复方法.pdf
本发明公开了一种乙烯裂解炉管焊接修复方法,包括如下步骤:(1)旧炉管切割处理:确定旧炉管的受损位置,将受损管段截掉,并对剩余旧炉管的端口内外两侧进行清理和坡口打磨;(2)新炉管切割处理:根据受损管段的长度取同规格等长度的新炉管,将新炉管切割成一段长节和两段等长度的短节,并对长节和短节的端口进行坡口打磨;(3)旧炉管堆焊处理:在旧炉管的坡口表面进行堆焊处理形成堆焊层,并对堆焊层进行坡口打磨;(4)新、旧炉管对接:先将两短节分别与带有堆焊层的旧炉管焊接,再将长节焊接于两短节之间。本发明有效解决了新、旧炉管之间
一种复合焊接式偏氟乙烯裂解炉管及其焊接方法.pdf
本发明公开了一种复合焊接式偏氟乙烯裂解炉管及其焊接方法,具体涉及焊接技术领域,通过采用倒角后的一次焊接,且一次焊接采用激光热传导焊方式并以250~350mm/min的速度进行一次处理工艺,使其该状态在较慢,较慢的焊接速度与功率下熔池处于熔深较浅的状态,随即在辅焊丝的作用下进行二次焊接工序,其实现通过辅焊丝的补足下将倒角位置进行平整化,同时实现两个倒角面形成更大面积的熔池范围,实现与融化的辅焊丝进行混合,进而使其形成原结构是柱状晶体结构,焊接层是等轴晶体结构,原结构与焊接层的结合处呈现网状晶体的结合结构,在