
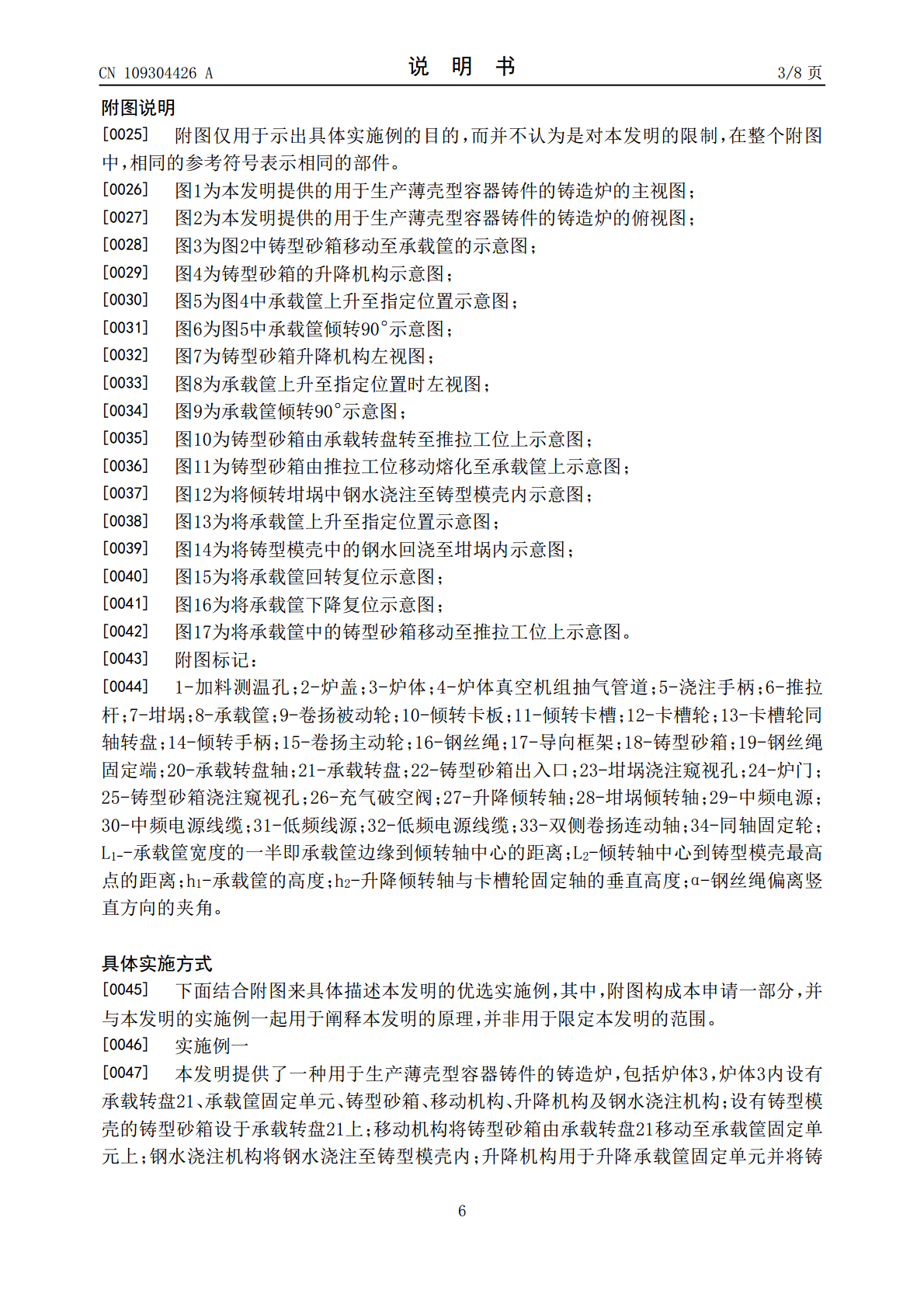
一种用于生产薄壳型容器铸件的铸造炉及其铸造方法.pdf

一条****发啊

1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于生产薄壳型容器铸件的铸造炉及其铸造方法.pdf
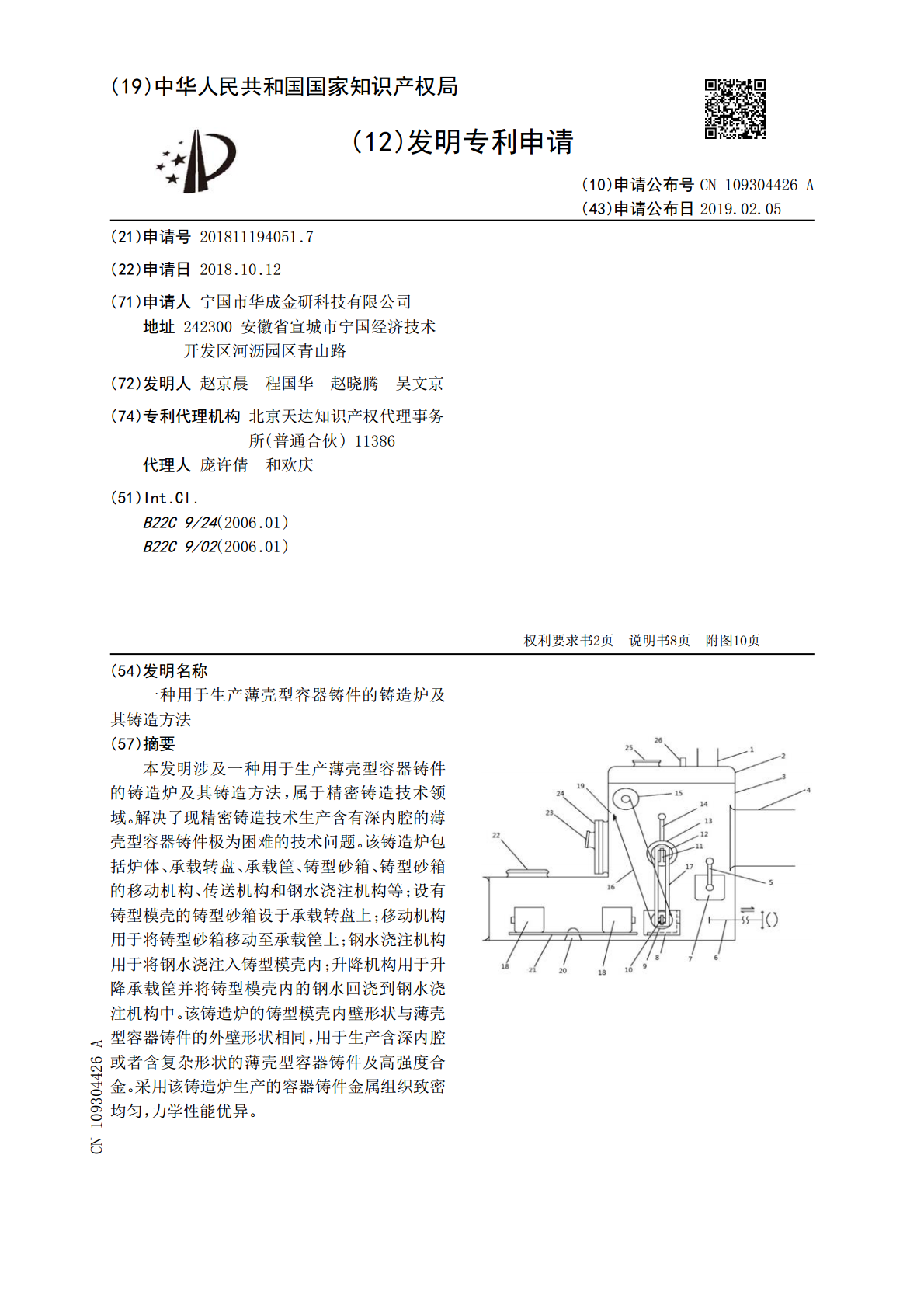
本发明涉及一种用于生产薄壳型容器铸件的铸造炉及其铸造方法,属于精密铸造技术领域。解决了现精密铸造技术生产含有深内腔的薄壳型容器铸件极为困难的技术问题。该铸造炉包括炉体、承载转盘、承载筐、铸型砂箱、铸型砂箱的移动机构、传送机构和钢水浇注机构等;设有铸型模壳的铸型砂箱设于承载转盘上;移动机构用于将铸型砂箱移动至承载筐上;钢水浇注机构用于将钢水浇注入铸型模壳内;升降机构用于升降承载筐并将铸型模壳内的钢水回浇到钢水浇注机构中。该铸造炉的铸型模壳内壁形状与薄壳型容器铸件的外壁形状相同,用于生产含深内腔或者含复杂形状
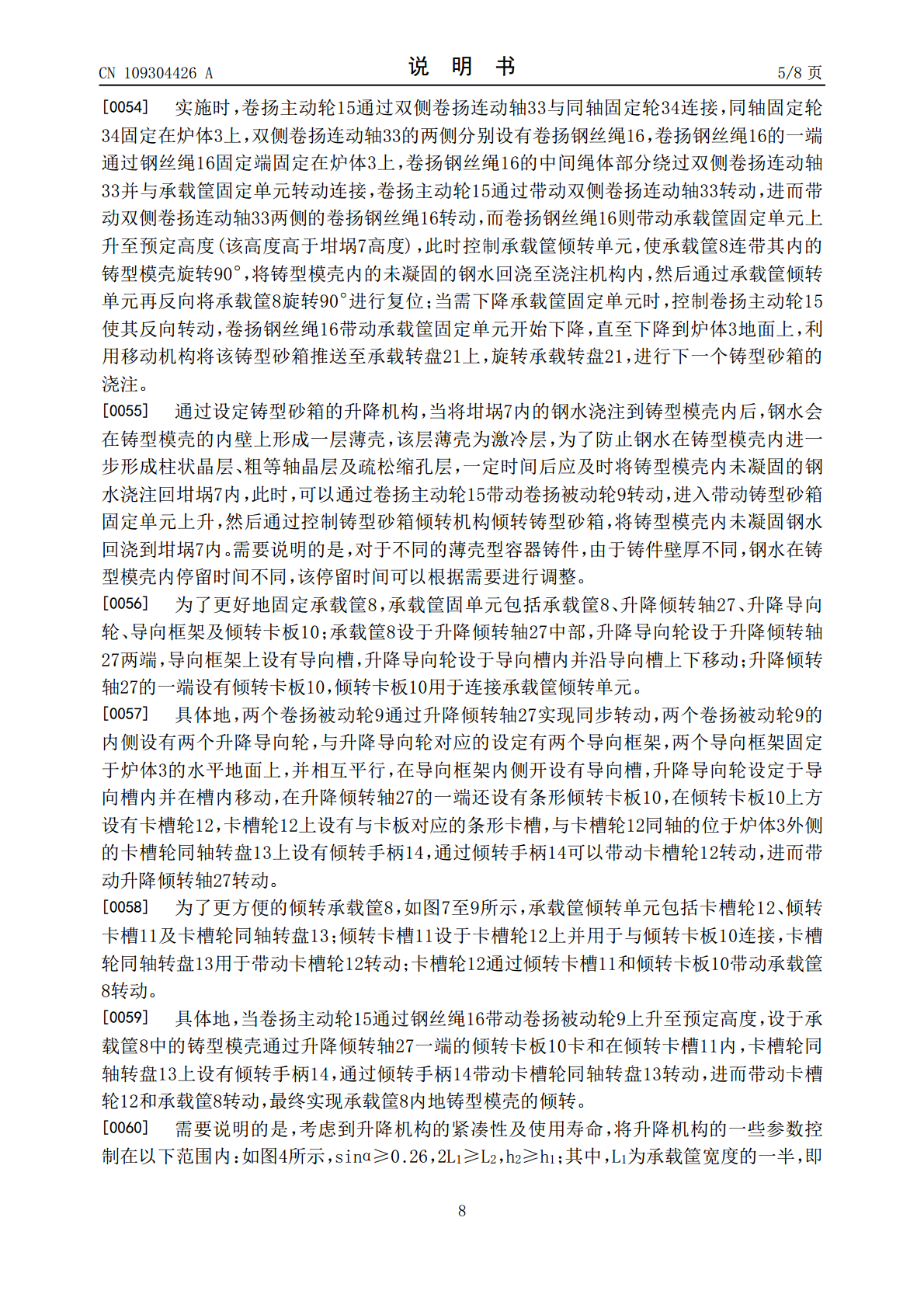
用于熔模铸造的型壳烧结炉.pdf
本发明中公开了一种用于熔模铸造的型壳烧结炉,包括炉体和设置在炉体上的炉盖,所述炉盖中部设置有火焰喷管,火焰喷管伸入到炉体内,所述炉体内设置有置物架,所述型壳放置在置物架上,所述炉体底部设置有出风盘,所述出风盘连接供氧装置,所述出风盘侧壁上沿出风盘圆周方向设置有多个出风孔,所述炉体侧壁上设置有出烟通道,所述出烟通道入口处设置有供气管,所述供气管连接供氧装置。该烧结炉中火焰喷管将火焰喷入到炉体内,对型壳进行高温烧结,高温火焰在炉体内形成高温火焰循环热流,通过出风盘对炉体内进行供氧,使型壳内的蜡充分燃烧,并且的
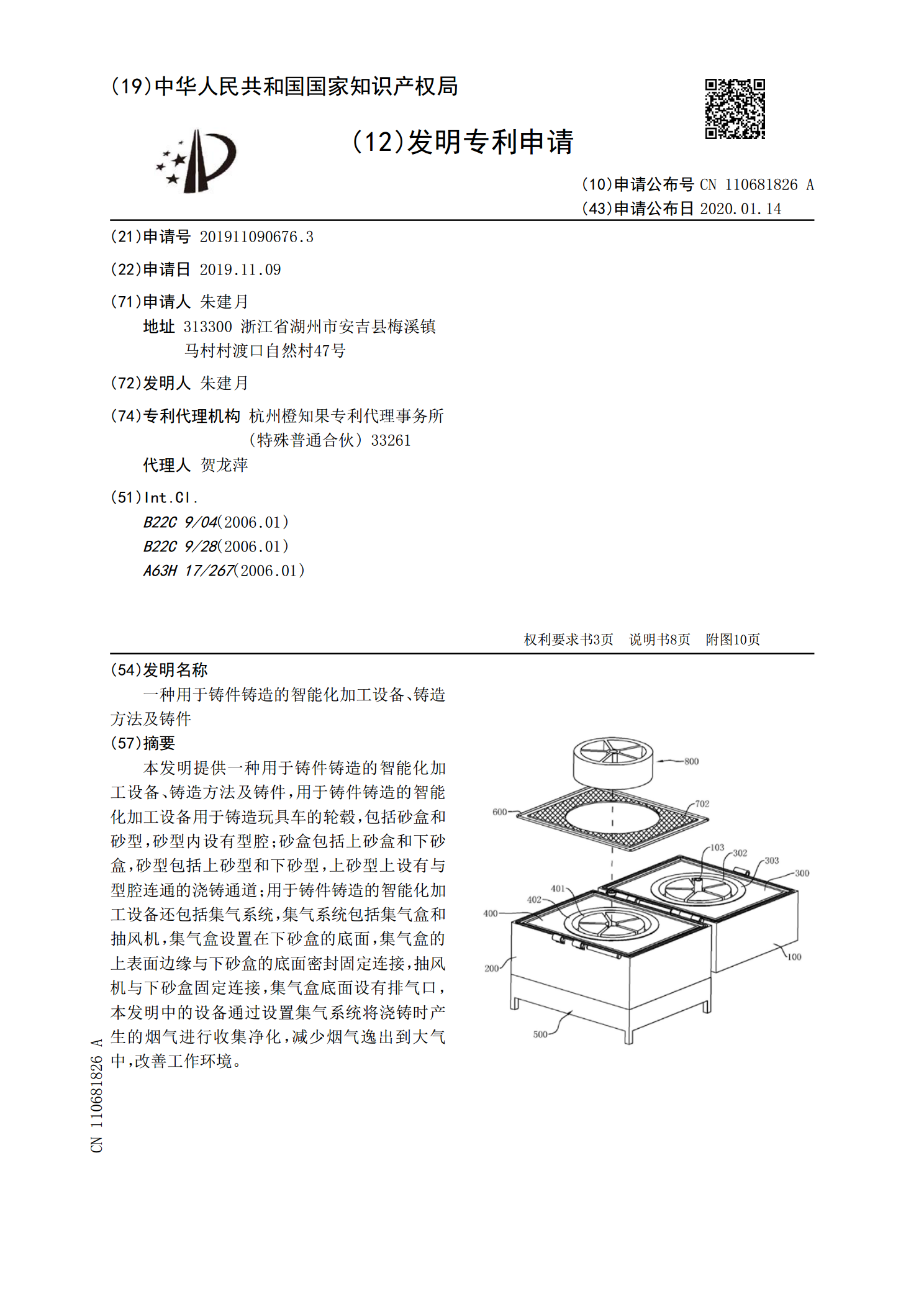
一种用于铸件铸造的智能化加工设备、铸造方法及铸件.pdf
本发明提供一种用于铸件铸造的智能化加工设备、铸造方法及铸件,用于铸件铸造的智能化加工设备用于铸造玩具车的轮毂,包括砂盒和砂型,砂型内设有型腔;砂盒包括上砂盒和下砂盒,砂型包括上砂型和下砂型,上砂型上设有与型腔连通的浇铸通道;用于铸件铸造的智能化加工设备还包括集气系统,集气系统包括集气盒和抽风机,集气盒设置在下砂盒的底面,集气盒的上表面边缘与下砂盒的底面密封固定连接,抽风机与下砂盒固定连接,集气盒底面设有排气口,本发明中的设备通过设置集气系统将浇铸时产生的烟气进行收集净化,减少烟气逸出到大气中,改善工作环境
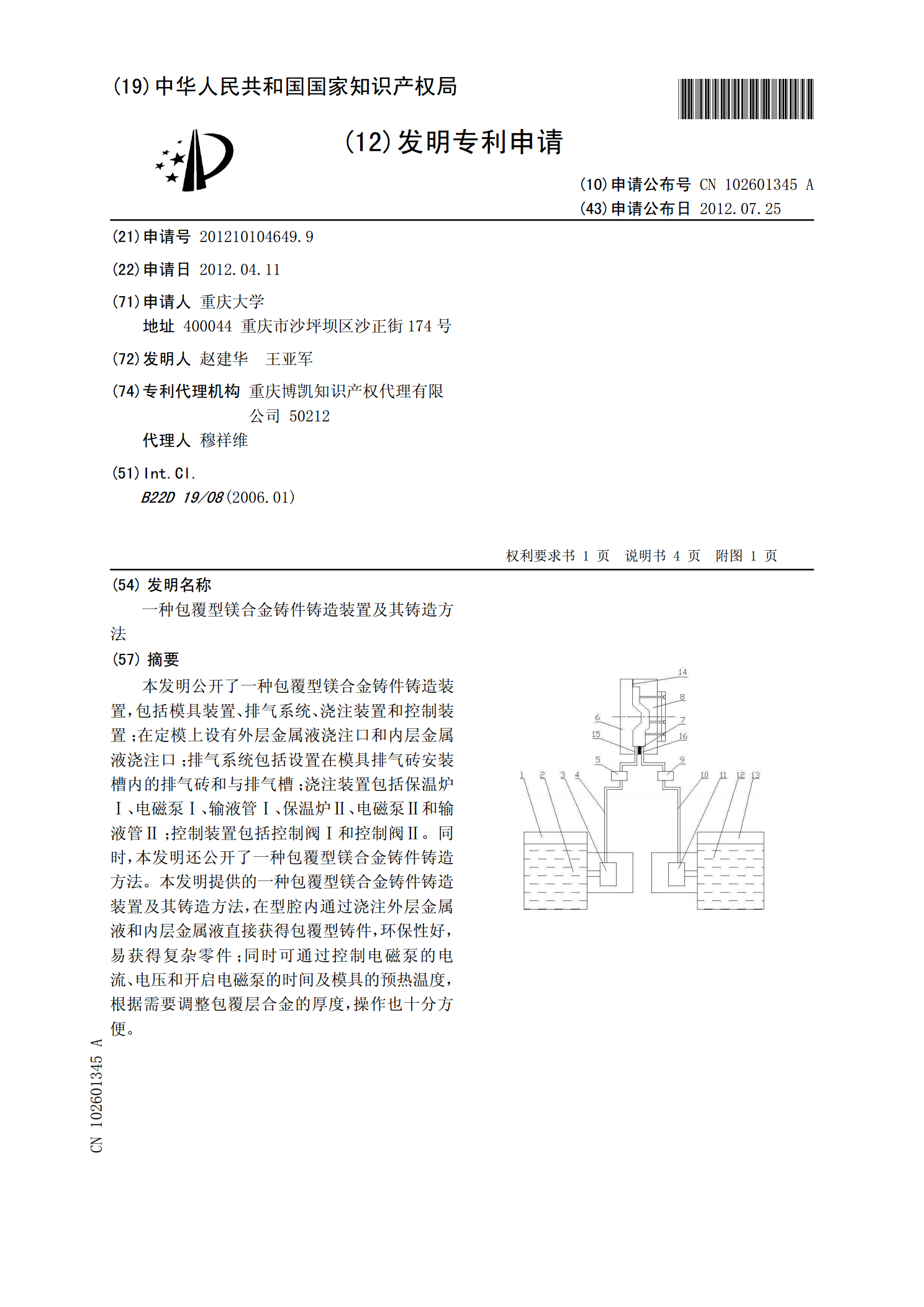
一种包覆型镁合金铸件铸造装置及其铸造方法.pdf
本发明公开了一种包覆型镁合金铸件铸造装置,包括模具装置、排气系统、浇注装置和控制装置;在定模上设有外层金属液浇注口和内层金属液浇注口;排气系统包括设置在模具排气砖安装槽内的排气砖和与排气槽;浇注装置包括保温炉Ⅰ、电磁泵Ⅰ、输液管Ⅰ、保温炉Ⅱ、电磁泵Ⅱ和输液管Ⅱ;控制装置包括控制阀Ⅰ和控制阀Ⅱ。同时,本发明还公开了一种包覆型镁合金铸件铸造方法。本发明提供的一种包覆型镁合金铸件铸造装置及其铸造方法,在型腔内通过浇注外层金属液和内层金属液直接获得包覆型铸件,环保性好,易获得复杂零件;同时可通过控制电磁泵的电流、
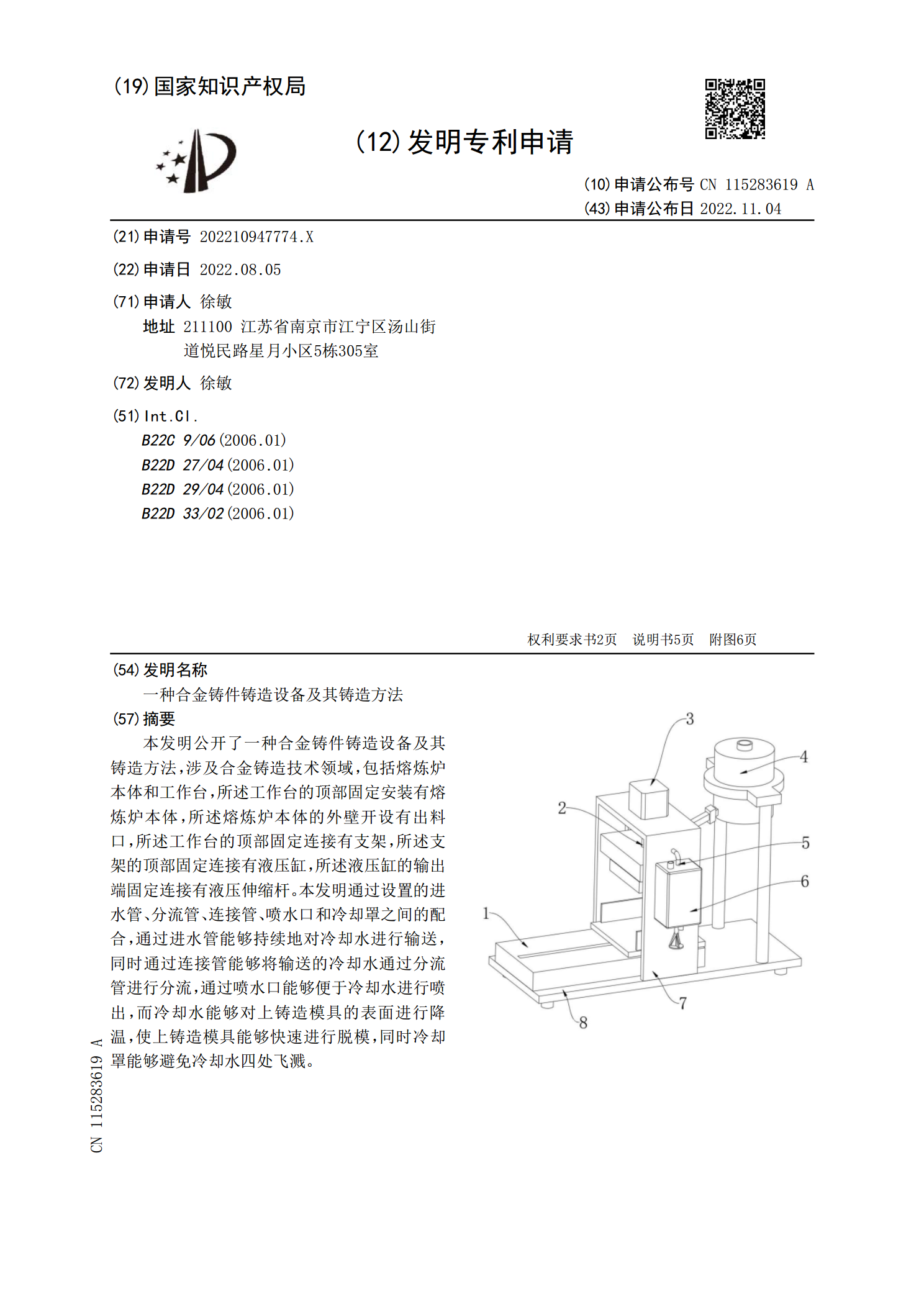
一种合金铸件铸造设备及其铸造方法.pdf
本发明公开了一种合金铸件铸造设备及其铸造方法,涉及合金铸造技术领域,包括熔炼炉本体和工作台,所述工作台的顶部固定安装有熔炼炉本体,所述熔炼炉本体的外壁开设有出料口,所述工作台的顶部固定连接有支架,所述支架的顶部固定连接有液压缸,所述液压缸的输出端固定连接有液压伸缩杆。本发明通过设置的进水管、分流管、连接管、喷水口和冷却罩之间的配合,通过进水管能够持续地对冷却水进行输送,同时通过连接管能够将输送的冷却水通过分流管进行分流,通过喷水口能够便于冷却水进行喷出,而冷却水能够对上铸造模具的表面进行降温,使上铸造模具