
一种屈服强度355MPa级大线能量焊接用钢板及其制备方法.pdf

小代****回来


1/8
2/8
3/8

4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种屈服强度355MPa级大线能量焊接用钢板及其制备方法.pdf
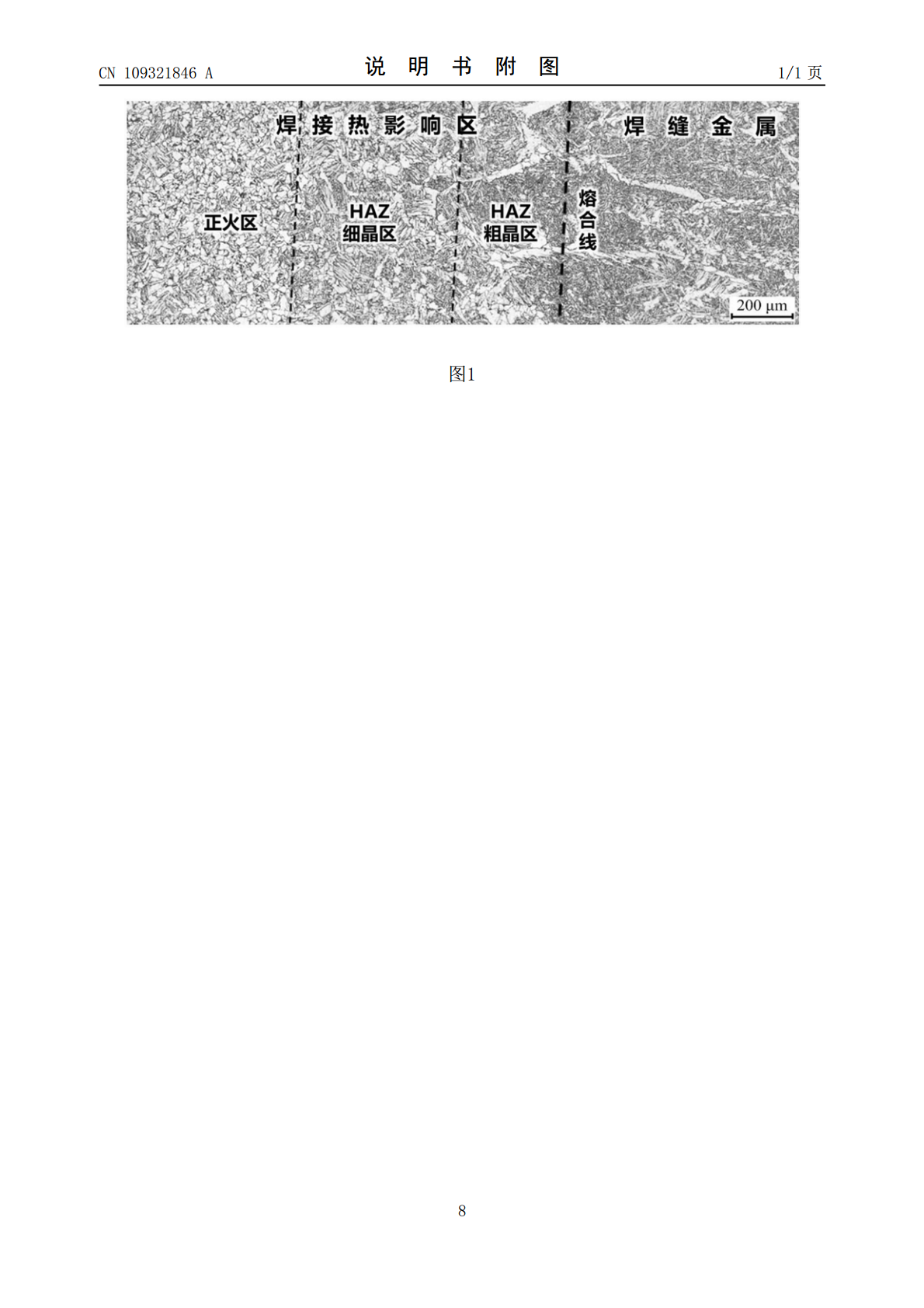
本发明属于低合金高强度钢技术领域,特别涉及一种屈服强度355MPa级大线能量焊接用钢板及其制备方法。钢板化学成分按质量分数包括C0.05~0.15%,Si0.1~0.3%,Mn1.0~1.6%,P0.001~0.01%,S0.001~0.008%,Nb0.004~0.04%,Ti0.005~0.025%,N0.002~0.007%,O0.001~0.006%,Al0.001~0.015%,Ca0.0005~0.005%,Mg0.0001~0.001%,余量为Fe;钢板中尺寸为0.5
可大线能量焊接的热轧态屈服强度460MPa级钢板.pdf
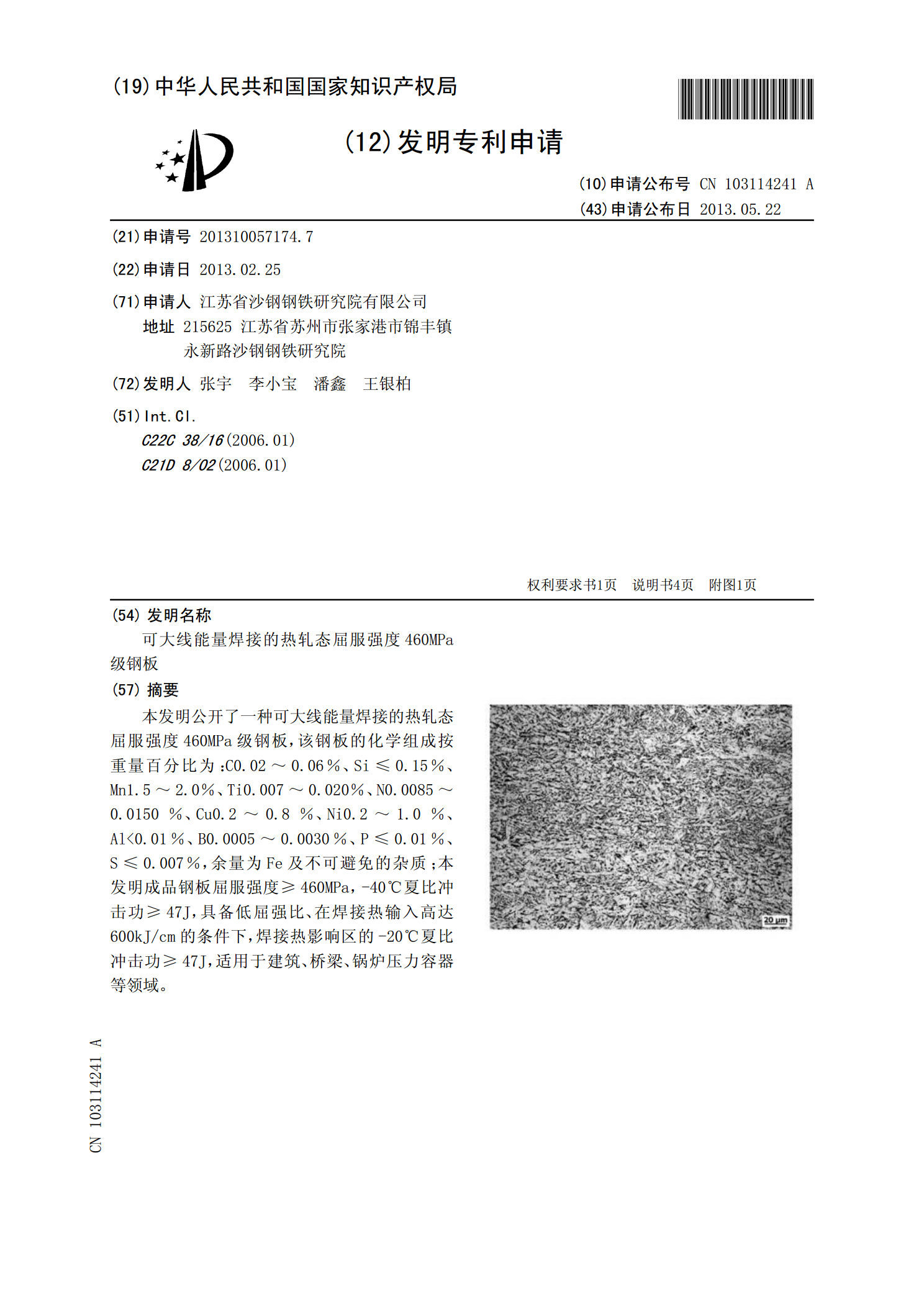
本发明公开了一种可大线能量焊接的热轧态屈服强度460MPa级钢板,该钢板的化学组成按重量百分比为:C0.02~0.06%、Si≤0.15%、Mn1.5~2.0%、Ti0.007~0.020%、N0.0085~0.0150%、Cu0.2~0.8%、Ni0.2~1.0%、Al炉压力容器等领域。
一种大线能量焊接钢板的制备方法.pdf
本发明公开了一种大线能量焊接钢板的制备方法,所述钢板由C、Mn、Si、Ni、Cr、V、Ti、P、S、O、Als、Ca和Fe组成,所述制备方法包括以下步骤:钢水脱硫处理、转炉或电炉冶炼、钢包炉或钢包吹氩精炼、连铸、轧制成板,其中转炉或电炉冶炼时,钒铁、镍铁、钛铁在炉前随废钢加入;在精炼期加入铬铁、钙线,使钢中的化学成份满足所述钢板的成份的要求,其中连铸时进入结晶器的钢水温度控制在1530~1550℃,所述轧制成板包括:开轧温度1200~1220℃,控轧末三道累计压下率≥42%,终轧温度880~900℃。

高强度大线能量焊接用厚钢板.pdf
本发明涉及一种高强度大线能量焊接厚钢板,其化学成分(重量%)为C:0.07-0.10%,Si:0.05-0.15%,Mn:1.5-1.8%,P≤0.01%,S≤0.005%,Al:0.02-0.10%,N:0.006-0.02%,Ti:0.005-0.015%,Cr:0.10-0.25%,B:0.001?5-0.0025%,O≤0.0030%,其余为Fe以及其它不可避免的杂质。其制造方法包括:转炉或电炉冶炼→真空炉二次精炼→铸坯(锭)→钢坯(锭)再加热→TMCP+快速冷却工艺→钢板。得到600MPa级高强

一种屈服强度355MPa级桥梁用槽钢及其生产方法.pdf
本发明涉及一种屈服强度355MPa级桥梁用槽钢,槽钢的化学成分按重量百分比计为:C0.010%~0.200%,Si0.10%~0.25%,Mn0.70%~1.00%,V0.010~0.035,P≤0.010%,S≤0.005%,Als0.015%~0.030%,余量为Fe及不可避免杂质;槽钢的腰部厚度为20~50mm,屈服强度390MPa以上,断后延伸率28.0%以上,‑20℃冲击吸收能量180J以上,‑40℃冲击吸收能量100J以上。生产方法包括冶炼、连铸、加热炉加热、轧制及冷却过程;本发明通